Изобретение относится к области обработки металлов давлением и резанием и может быть использовано при изготовлении баллонов высокого давления для длительного хранения и транспортировки сжатых и сжиженных газов, преимущественно для изготовления огнетушителей углекислотных.
Известен баллон давления, состоящий из стакана с горловиной, отверстие которой допускает свободное прохождение втулки внутрь стакана и обратно. Такая втулка закрепляется на горловине с помощью кольцевого сварного шва, выполняющего одновременно роль крепежного и герметизирующего элемента конструкции (Р.Никольс. Конструирование и технология изготовления сосудов давления. М., Машиностроение, 1975, с.271).
Недостатком такой конструкции является то, что сварной шов является несущим, что требует применения методов неразрушающего контроля. Кроме этого, проводятся испытания герметичности стыка. Все это увеличивает трудоемкость изготовления и стоимость баллона.
Известен баллон высокого давления, содержащий стакан с горловиной, внутренняя поверхность которой выполнена в виде поверхности второго порядка, скрепленную с ней втулку, боковая поверхность которой выполнена в виде поверхности второго порядка. Втулка в части, расположенной внутри баллона, снабжена утолщением.
Утолщение выполнено кольцевым.
Втулка скреплена с горловиной при помощи сварки.
Сварное соединение выполнено кольцевым.
Внутренняя поверхность горловины и поверхность утолщения на втулке, контактирующая с горловиной, могут быть выполнены в виде разных поверхностей второго порядка, одинаковых поверхностей второго порядка и конических поверхностей (полезная модель РФ №9770, МПК B21D 51/24 от 17.11.1998 г.).
Недостатком этой конструкции является низкая надежность и высокая стоимость изготовления при невысоком выходе готовой продукции.
Известен способ изготовления баллона высокого давления, состоящего из стакана с горловиной, отверстие которой допускает свободное прохождение втулки внутрь стакана и обратно. Такая втулка закрепляется на горловине с помощью кольцевого сварного шва, выполняющего одновременно роль крепежного и герметизирующего элемента конструкции. Стакан с горловиной изготавливается при помощи обработки заготовки давлением и резанием (Р.Никольс. Конструирование и технология изготовления сосудов давления. М., Машиностроение, 1975, с.271).
Недостатком такого способа является то, что сварной шов несущий (нагруженный), что требует применения методов неразрушающего контроля и испытаний стыка на герметичность. Все это увеличивает трудоемкость изготовления и стоимость баллона.
Известен способ изготовления баллона высокого давления, содержащий стакан с горловиной, внутренняя поверхность которой выполнена в виде поверхности второго порядка, скрепленную с ней втулку, боковая поверхность которой выполнена в виде поверхности второго порядка. Втулка в части, расположенной внутри баллона, снабжена утолщением. Втулка скреплена с горловиной при помощи сварки (полезная модель РФ №9770, МПК B21D 51/24 от 17.11.1998 г.).
Недостатком этого способа являются низкая надежность и высокая стоимость изготовления при невысоком выходе готовой продукции.
Перед авторами стояла задача создания баллона высокого давления, обладающего высокой надежностью и качеством конечного изделия за счет упрощения его конструкции и создания способа его изготовления с меньшей трудоемкостью и применением современных операций технологии.
Это достигается за счет того, что в известной конструкции, содержащей стакан с горловиной, стакан выполнен в виде корпуса и днища, причем горловина, корпус и днище выполнены за одно целое.
Днище выполнено толщиной исходной заготовки, а корпус и горловина выполнены меньшей толщины, чем толщина заготовки.
В способе, включающем заготовительную операцию, операцию обработки заготовки давлением и операции обработки резанием, заготовку в нагретом состоянии подвергают многопереходной ротационной вытяжке, затем методом ротационной протяжки доводят боковую цилиндрическую часть корпуса до исходной толщины и нужного внутреннего диаметра, после чего удаляют часть открытой стороны цилиндрического корпуса с приданием кромке правильной формы, далее методом ротационной закатки получают верхнюю часть корпуса с горловиной, в которой нарезают резьбу для крепления запорной арматуры.
Заготовку круговой формы вырезают из листа.
Ротационную вытяжку производят на оправке.
Ротационную вытяжку производят в 7-14 переходов.
Ротационную закатку производят в 6-16 переходов.
Ротационные вытяжку и закатку производят при температуре (750÷850)°С.
Заявляемый баллон высокого давления и способ его изготовления обладают совокупностью существенных признаков, не известных из уровня техники для устройств подобного назначения и способов их изготовления, что позволяет сделать вывод о соответствии критерию “новизна” для изобретения.
Заявляемый баллон высокого давления и способ его изготовления, по мнению заявителя и авторов, соответствует критерию “изобретательский уровень”, т.к. для специалистов они явным образом не следуют из уровня техники, т.е. не известны из доступных источников научной, технической и патентной информации на дату подачи заявки.
Сущность изобретения иллюстрируется с помощью чертежа.
Баллон высокого давления включает стакан, выполненный в виде корпуса 1 и днища 2, и горловину 3. Корпус 1, днище 2 и горловина 3 выполнены за одно целое. Горловина 3 имеет цилиндрическую часть высотой h и выполнена с наружным диаметром d. Корпус 1 выполнен с наружным диаметром D. Толщина днища 2 S равна толщине заготовки, а толщина корпуса 1 и горловины 3 S1 меньше толщины заготовки.
Способ осуществляется следующим образом.
Вырезается заготовка из листа толщиной S, затем заготовку нагревают до температуры (750÷850)°С и подвергают ее ротационной вытяжке на оправке в 7-14 переходов до толщины S1 стенки цилиндрического корпуса 1 и получением наружного диаметра D. После чего удаляют методом токарной обработки часть открытой стороны цилиндрического корпуса 1 с приданием кромке правильной формы, перпендикулярной оси баллона. Далее методом ротационной закатки в 8-16 переходов получают верхнюю часть корпуса 1 с горловиной 3, в которой потом нарезают резьбу для крепления запорной арматуры.
Баллон высокого давления работает следующим образом.
Газ, хранящийся в баллоне под давлением, действует на внутреннюю поверхность баллона во всех направлениях одинаково. В связи с тем, что корпус 1, днище 2 и горловина 3 выполнены за одно целое, надежность готового изделия значительно повышается. Проведенные испытания показали, что выход готовой продукции по сравнению с прототипом увеличился на 30%.
На предприятии-заявителе разработана конструкторская документация заявляемого баллона высокого давления (объемом 2,8-7 литров и рабочим давлением 150 кгс/см2) и способа его изготовления, проведены испытания, которые подтвердили его преимущества по сравнению с известными, что позволяет сделать вывод о соответствии критерию “применимость” для изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2006 |
|
RU2320920C1 |
| СТАЛЬНОЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2334910C1 |
| Способ изготовления лейнера герметизирующего для металлокомпозитного баллона и лейнер для реализации способа | 2020 |
|
RU2765216C1 |
| Способ изготовления бесшовного стального баллона высокого давления с двумя наружными горловинами | 2024 |
|
RU2839086C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2004 |
|
RU2355500C2 |
| СТАЛЬНОЙ БАЛЛОН ДЛЯ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2035251C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2049955C1 |
Изобретение относится к области обработки металлов давлением и резанием и может быть использовано при изготовлении баллонов высокого давления для длительного хранения и транспортировки сжатых и сжиженных газов, преимущественно для изготовления огнетушителей углекислотных. Баллон высокого давления обладает высокой надежностью и простотой конструкции за счет изготовления его из цельной листовой заготовки. В баллоне высокого давления, содержащем корпус с горловиной и днище, выполненными за одно целое, днище выполнено толщиной исходной заготовки, а корпус и горловина выполнены меньшей толщины, чем толщина заготовки. В способе изготовления баллона высокого давления, включающем заготовительную операцию, операции обработки заготовки давлением и операции обработки резанием, заготовку в нагретом состоянии подвергают многопереходной ротационной вытяжке, затем методом ротационной протяжки доводят боковую цилиндрическую часть корпуса до исходной толщины и нужного внутреннего диаметра, после чего удаляют часть открытой стороны цилиндрического корпуса с приданием кромке правильной формы, далее методом ротационной закатки получают верхнюю часть корпуса с горловиной, в которой потом нарезают резьбу для крепления запорной арматуры. 2 н. и 5 з.п. ф-лы, 1 ил.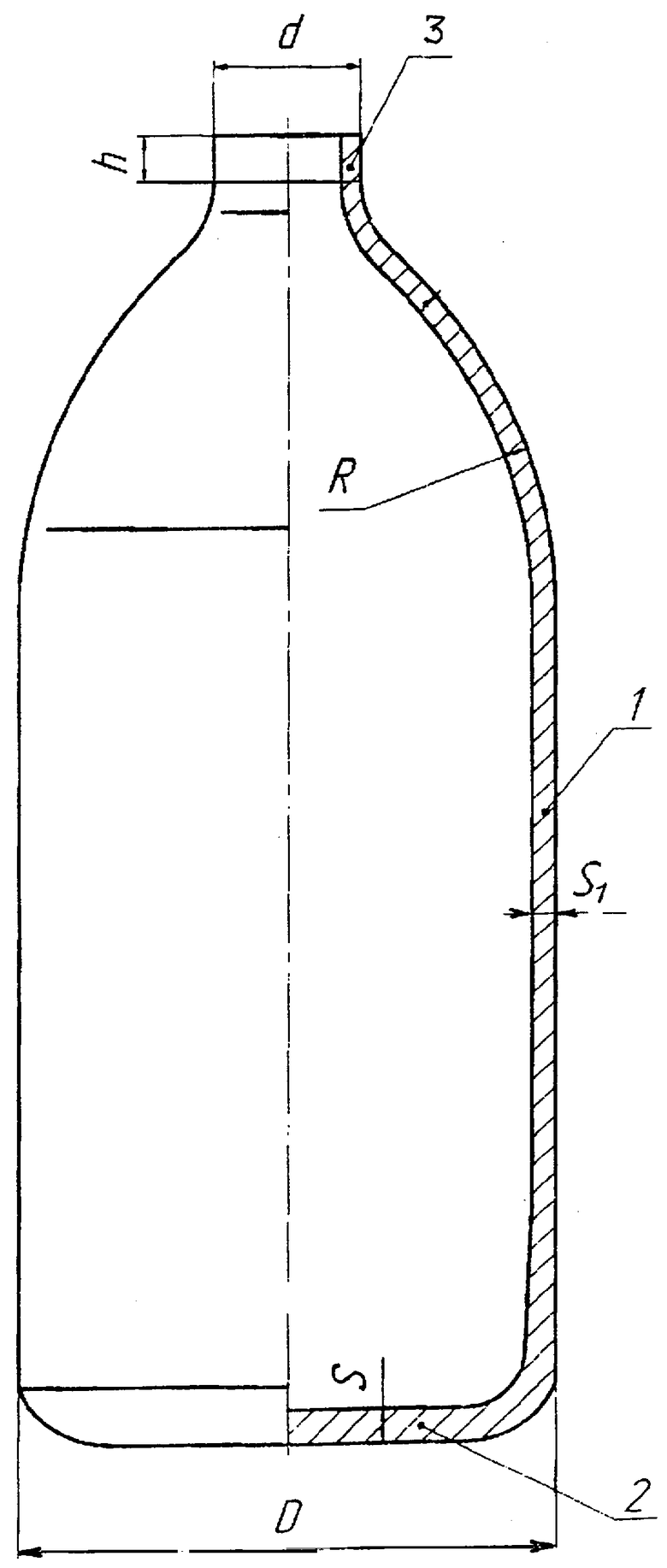
1. Баллон высокого давления, содержащий корпус с горловиной и днище, причем горловина, корпус и днище выполнены за одно целое, отличающийся тем, что днище выполнено толщиной исходной заготовки, а корпус и горловина выполнены меньшей толщины, чем толщина заготовки.
2. Способ изготовления баллона высокого давления по п.1, включающий заготовительную операцию, операции обработки заготовки давлением и операции обработки резанием, отличающийся тем, что заготовку в нагретом состоянии подвергают многопереходной ротационной вытяжке, затем методом ротационной протяжки доводят боковую цилиндрическую часть корпуса до исходной толщины и нужного внутреннего диаметра, после чего удаляют часть открытой стороны цилиндрического корпуса с приданием кромке правильной формы, далее методом ротационной закатки получают верхнюю часть корпуса с горловиной, в которой потом нарезают резьбу для крепления запорной арматуры.
3. Способ изготовления баллона высокого давления по п.2, отличающийся тем, что заготовку круговой формы вырезают из листа.
4. Способ изготовления баллона высокого давления по п.2, отличающийся тем, что ротационную вытяжку производят на оправке.
5. Способ изготовления баллона высокого давления по п.2, отличающийся тем, что ротационную вытяжку производят в 7-14 переходов.
6. Способ изготовления баллона высокого давления по п.2, отличающийся тем, что ротационную закатку производят в 8-16 переходов.
7. Способ изготовления баллона высокого давления по п.2, отличающийся тем, что ротационные вытяжку и закатку производят при температуре (750-850)°С.
| Устройство для очистки генераторного газа и поглощения летучих углеводородов | 1931 |
|
SU34690A1 |
| Зеркальное устройство для парикмахерских | 1928 |
|
SU9770A1 |
| RU 2003112962 A, 27.12.2004 | |||
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2007658C1 |
| DE 3103646 A, 12.08.1982. | |||

