Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб и других полых изделий для машиностроения.
Известны способы волочения, включающие деформацию полой заготовки в волоке на короткой неподвижной или самоустанавливающейся или плавающей оправке. В очаге деформации сначала происходит уменьшение диаметра трубы, а в зоне установки оправки - толщины стенки и диаметра. Передний конец трубы заостряют перед волочением, и волочение осуществляют с передним натяжением [2] .
Известный способ не обеспечивает получения труб с точными размерами из-за неточности размеров горячекатанных трубных заготовок.
Известен более близкий по числу сходных признаков способ производства волоченых полых изделий, включающий подготовку конца заготовки к волочению и продольную деформацию стакановидной заготовки с утоненным дном, имеющим осевой канал, в волоке на оправке с приложением осевого усилия к переднему донному концу [1].
В известном способе в качестве заготовок для реечного стана используют стаканы с весьма тонким дном, имеющим осевой канал, который получают прошивкой на прессе сплошной заготовки в полую с последующим ее обжатием на обжимном стане для подготовки переднего конца. Такой многооперационный процесс подготовки стакановидной заготовки и ее волочение на длинной оправке удлиняет процесс изготовления труб и удорожает его. Осевой канал в дне позволяет приложить тянущее усилие к дну изнутри, но такое дно при этом не всегда выдерживает нагрузку.
Техническая задача - использование утилизированных снарядных гильз для производства волоченых равностенных полых изделий и труб и тем самым упрощение процесса подготовки стакановидной заготовки, имеющей тонкое дно с осевым каналом.
Поставленная задача решена способом производства волоченых полых изделий, включающим подготовку конца заготовки и продольную деформацию стакановидной заготовки с утоненным дном, имеющим осевой канал, на оправке с приложением натяжения к донному переднему концу, в котором, согласно изобретению, в качестве заготовки используют утилизированную снарядную гильзу, у которой механически утоняют снаружи стенку дня до ее равенства величине стенки участка корпуса, примыкающего к дну, а наружный диаметр выступающего торца уменьшают до диаметра готового изделия.
Подготовленный описанным образом донный конец утилизированной гильзы обеспечивает жесткость переднему концу при приложении натяжения и тем самым надежность при осуществлении процесса.
Использование утилизированной снарядной гильзы, имеющей точные размеры, в качестве заготовки обеспечивает точные размеры готового изделия.
Проведенный поиск показал отсутствие среди известных способа, решающего поставленную задачу заявленной совокупностью существенных признаков.
На чертеже изображена снарядная гильза.
Сущность предложенного способа состоит в том, что используют утилизированную снарядную гильзу для производства волоченых полых изделий. При подготовке волочению механически уменьшают снаружи толщину стенки дня гильзы, например, точением, до равенства толщине стенки примыкающего к дну участка корпуса. При этом наружный диаметр выступающего торца уменьшают до диаметра готового изделия. Внутри гильзы у дна размещают захватку, которую, например, тросом, пропущенным через осевой канал в дне, соединяют с тянущим устройством, расположенным перед волокой, и задают подготовленным концом стакановидную заготовку в конусно-цилиндрическую волоку и деформируют в несколько проходов на удерживаемой оправке. В результате получают полое готовое изделие с торцовой бобышкой и резьбовым осевым каналом, находящее применение в машиностроении. Если нужна труба, достаточно отрезать дно. Точные размеры заготовки способствуют получению точных коротких труб, широко используемых в машиностроении, например, для роликов рольганга или карданных валов.
Пример. В качестве заготовки взяли утилизированную снарядную гильзу из стали ст 11ЮА длиной 630 мм, имеющую участок 534 мм длиной с толщиной стенки 1,8 мм, примыкающей к дну, имеющему диаметр 101 мм и толщину стенки 9,0 мм. По оси в дне выполнен резьбовой канал М 27. Дно снаружи обточили до толщины стенки 1,8 мм, а выступающий донный торец до диаметра, равного 80 мм. Открытый конец гильзы имел размеры: диаметр 85,7 мм, стенку 1,2 мм. Благодаря тому, что гильза имеет внутри бобышку на донной части диаметром 48 мм, которая вместе с выступающим снаружи торцом имеет длину 35 мм, создается надежная жесткая база под захватку для натяжного устройства. Волочение осуществляли в волоках на удерживаемой оправке диаметром 76 мм за один проход (в пяти кольцах) до наружного диаметра 80 мм с толщиной стенки 1,8 мм. Получили готовое изделие с точными размерами длиной 1000 мм.
Такие изделия, как и трубы, находят применение в машиностроении и отличаются точностью размеров и хорошим качеством поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2088393C1 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1995 |
|
RU2067507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2082514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2087217C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ | 1997 |
|
RU2118580C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1994 |
|
RU2070451C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ГИЛЬЗ ИЛИ ПРУТКОВ | 1991 |
|
RU2057612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2090282C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве волоченых полых изделий. В предложенном способе в качестве заготовки для волочения используют утилизированную снарядную гильзу с выступающим донным торцом. При подготовке к волочению механически уменьшают снаружи толщину дна гильзы до толщины стенки примыкающего к дну участка корпуса. Наружный диаметр выступающего торца уменьшают до диаметра готового изделия. В волоку заготовку задают донным концом, соединенным через захватку с натяжным устройством. Использование утилизированной снарядной гильзы в качестве заготовки обеспечивает точные размеры готового изделия и надежность при осуществлении процесса. 1 ил.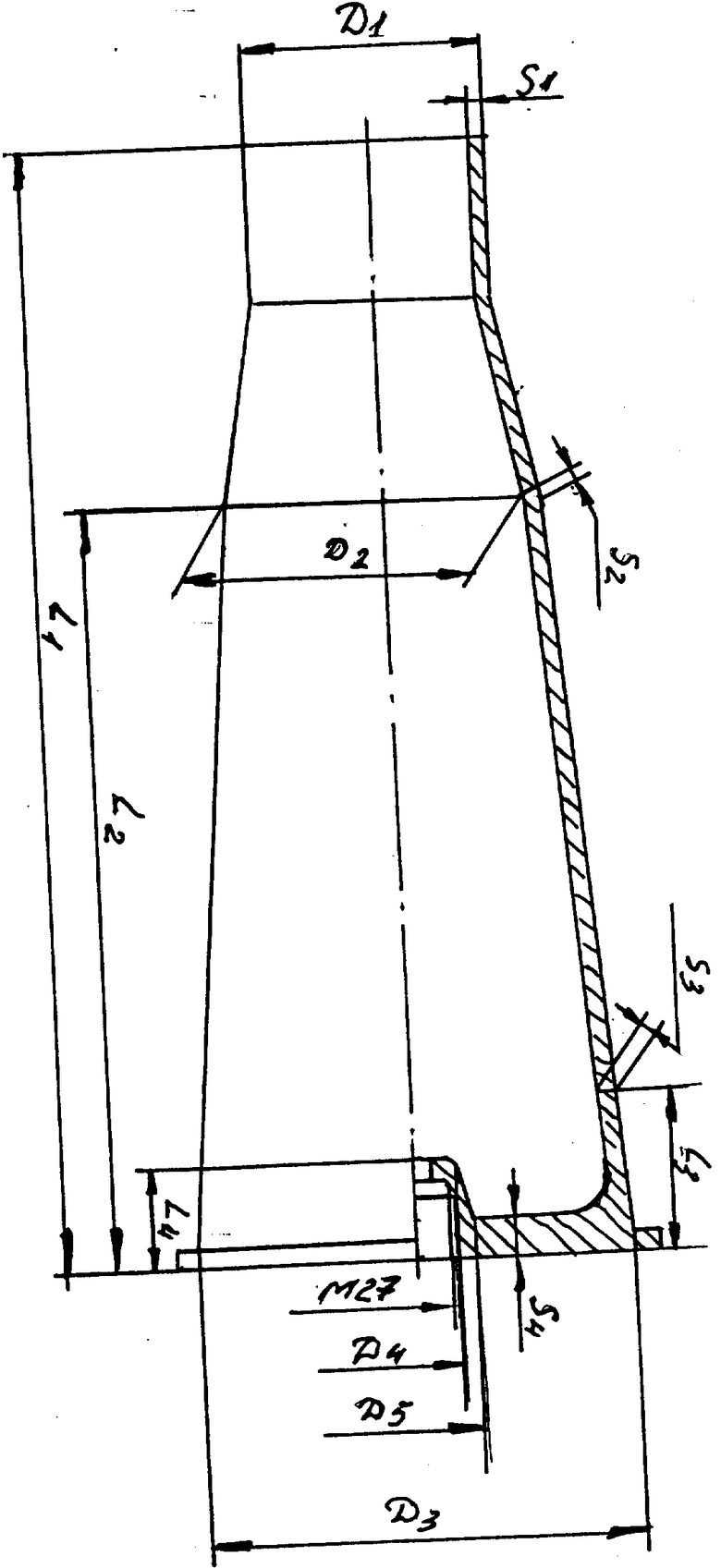
Способ производства волоченых полых изделий, включающий подготовку конца стакановидной заготовки с утоненным дном, имеющим осевой канал, задачу заготовки ее донным концом в волоку с приложением натяжения к упомянутому концу и продольную деформацию на оправке, отличающийся тем, что в качестве заготовки используют утилизированную снарядную гильзу с выступающим донным торцом, у которой механически уменьшают снаружи толщину дна до ее равенства толщине стенки участка корпуса, примыкающего ко дну, а наружный диаметр выступающего торца уменьшают до диаметра готового изделия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| GB, патент, 1092717, кл | |||
| ВЗМ, 1967 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полухин П.И | |||
| и др | |||
| Технология п роцессов обработки металлов давлением | |||
| - М.: Металлургия, 1988, с | |||
| Приспособление, обнаруживающее покушение открыть замок | 1910 |
|
SU332A1 |
