Изобретение касается устройства непрерывной разливки стали согласно ограничительной части основного пункта 1 формулы изобретения.
Подобное устройство известно из выложенного описания изобретения к неакцептованной заявке ФРГ - DE 2248066. Устройство состоит из выполненного в виде изложницы кристаллизатора для непрерывной разливки так, что, в частности, в случае кристаллизаторов для слябов отсутствует возможность менять ширину сляба. В результате этого становится очень дорогостоящим хранение на складе, так как для каждого формата отлитого изделия необходим свой кристаллизатор. Кроме того, должны быть заданы очень большие размеры для пружин, несущих кристаллизаторы, и для приводных агрегатов, обеспечивающих осциллирующее движение, так как удерживать и перемещать необходимо весь кристаллизатор целиком, то есть сами формообразующие стенки, включая систему охлаждения.
Из ЕР 0468607 A1 уже известно отделение формообразующих стенок от охлаждаемой удерживающей рамы для осуществления разгрузки привода и для выполнения пружинных элементов по возможности с минимальными размерами.
С другой стороны из патента ФРГ - DE 3543790 C2 - уже известна управляемая гидравлическая приводная система кристаллизаторов для непрерывной разливки, с помощью которой обеспечивается точно без перекосов перемещение последнего относительно отлитого изделия.
В основу изобретения положена задача дальнейшего упрощения и улучшения выполнения осциллирующего движения кокиля.
Эта задача в кристаллизаторах для непрерывной разливки такого рода решается с помощью признаков отличительной части основного пункта 1 формулы изобретения. Формы реализации принципа решения задачи по изобретению указаны в дополнительных пунктах формулы изобретения.
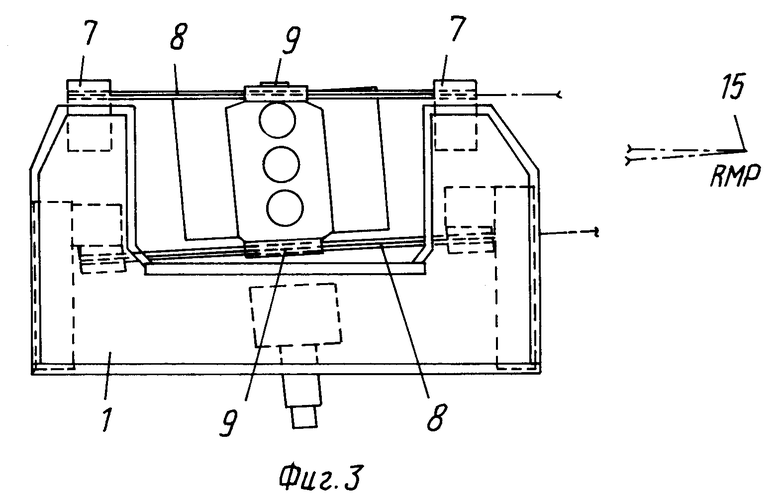
На фиг. 1 изображено устройство согласно изобретению в перспективе; на фиг. 2 - устройство согласно изобретению в продольном разрезе; на фиг. 3 - вид сбоку на устройство согласно изобретению; на фиг. 4 - схема кинематики устройства согласно изобретению.
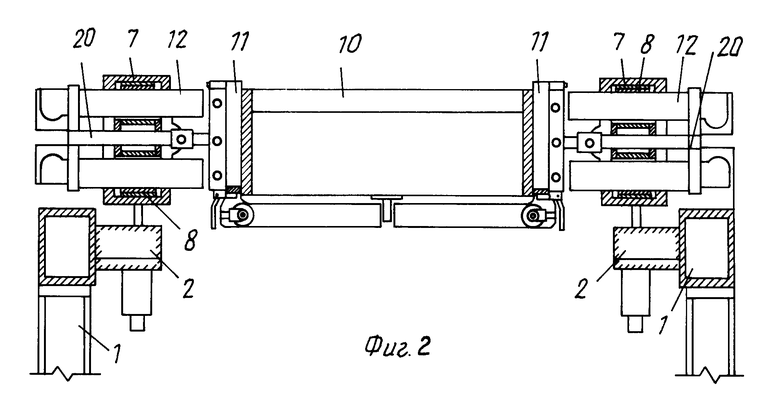
На фиг. 1-3 показана несущая рама 1, предназначенная для кристаллизатора для непрерывной разливки, состоящего из плит 10 с широкими сторонами и плит 11 с узкими сторонами. Позицией 13 обозначены компенсаторы для охлаждения широких сторон. Плиты 11 с узкими сторонами удерживаются в своем положении между плитами 10 с широкими сторонами с помощью зажимных приспособлений (не изображены). Они закреплены на крепежном блоке 12 для резервуаров увлажняющего аппарата и для приспособлений 20 для регулировки ширины узких сторон. Крепежный блок 12 соединен с пружинами 8 зажимными элементами 9. Пружины 8 проходят выше и ниже крепежного блока 12 и закреплены своими свободными концами в зажимном блоке 7. Зажимные блоки 7 размещены на крепежных стойках 6, которые являются составной частью несущей рамы 1. Под крепежными блоками 12 своими поршневыми штоками 4 закреплены гидравлические цилиндры 3. Гидравлические цилиндры 3 стационарно размещены на консолях 2 несущей рамы 1. Верхний зацепляющийся за крепежные блоки 12 конец поршневого штока 4 выполнен в виде пружинного элемента 5 так, что у кристаллизаторов с загнутой продольной осью и с соответствующим этому колебательным движением кристаллизатора, выполняемым по дуге, а также с тангенциальным движением поршневого штока 4 отклонения точки приложения силы поршневого штока 4, как следствие дугообразного движения кристаллизатора, поглощается пружинными элементами 5 и тем самым не ухудшается функциональность гидравлических цилиндров 3.
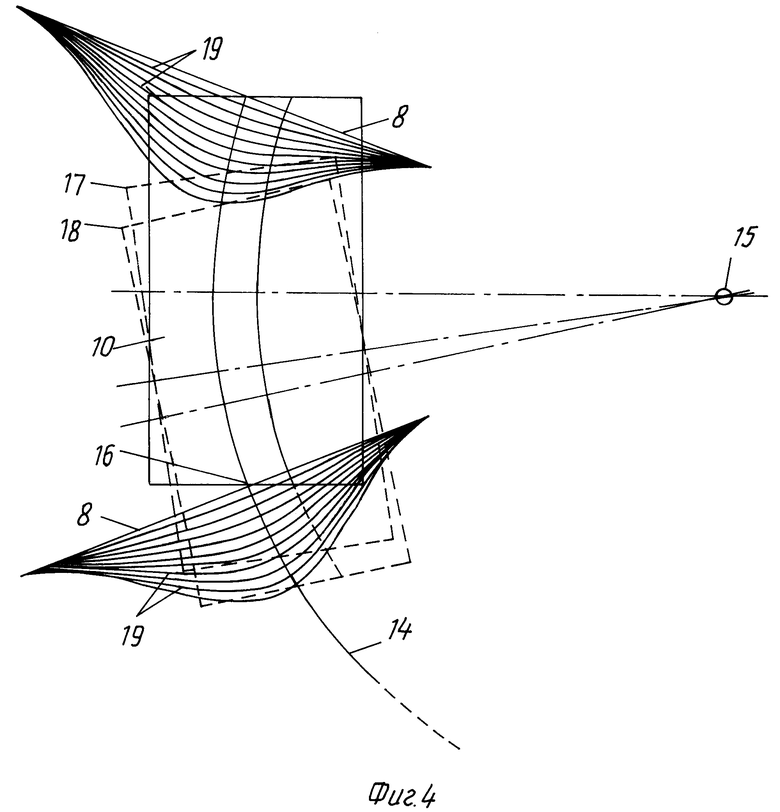
Как представлено на фиг. 3 и 4 - при этом изображение, представленное на фиг. 4, дается для наглядности ситуации в искаженном масштабе - верхние и нижние пружины 8 наклонены друг относительно друга таким образом, что их линии схода пересекаются на прямой, проложенной через центр 15 кривизны кристаллизатора или продольной оси кристаллизатора. В частности, из фиг. 4 становится ясно, что блок 12 крепления на пружинах 8 шарнирно установлен с помощью зажимных элементов 9 не в середине между зажимными блоками 7 одной пружины, в размещается несколько эксцентрично со смещением относительно центра 15 кривизны. На фиг. 4 изогнутая плоскость 14 продольного сечения проходит по расположенной на внешней дуге широкой стороне 10' кристаллизатора, которая одновременно соответствует расположенной на внешней дуге задней кромке литого изделия и базовой плоскости установки. Точка пересечения 16 наружных пружин 8 с плоскостью 14 продольного сечения является, таким образом, точкой крепления поршневого штока к кристаллизатору. Проведенные линии представляют собой положение кристаллизатора в монтажной позиции. После монтажа образуется статическое провисание кристаллизатора или пружин, причем это положение схематично не представлено. Оно, однако, располагается между "рабочими позициями" кристаллизатора (пунктирные линии), при этом положение кристаллизатора в верхней мертвой точке такта осциллирующего движения обозначено позицией 17, а нижняя мертвая точка обозначена позицией 18.
Таким образом, в названном выше случае речь идет об устройстве, у которого сила пружины согласована с массой кристаллизатора таким образом, что устройство колеблется в зоне резонанса. Подобные так называемые резонансные кристаллизаторы совершают колебания в соответствии с их конструкцией вокруг положения своего статического провисания. При этом расположенные со стороны кристаллизаторов точки пересечения совершают движения приблизительно на прямых, образующих касательные к дуге разливки в точке пересечения с осями пружины. Возникающая в результате этого, в частности, при соосном шарнирном присоединении кристаллизатора к пружинам погрешность направления растет с увеличением статического провисания, с увеличением амплитуд хода, а также с уменьшением радиуса заливки. Согласно представленному на фиг. 4 решению, которое одновременно представляет собой предпочтительное решение исполнения для минимирования этой "погрешности направления", за счет предписанного смещения точек 16 пересечения по направлению к центру кривизны 15 получают ситуацию, когда результирующее движение точек пересечения дает траекторию, практически идентичную радиусу разливки.
Если уже и описанное в основном пункте формулы изобретения приводит к высокому качеству поверхности литого изделия, в частности, за счет уменьшения глубины так называемых меток хода, то такая улучшенная поверхность достигается также и в предпочтительной форме выполнения на установках, которые эксплуатируются с помощью малых радиусов разливки, большой высоты хода и высокой частоты колебательных движений.
Перечень ссылочных позиций
1 несущая рама
2 консоль
3 гидравлический цилиндр
4 поршневой шток
4' ось поршневого штока
5 пружинный элемент
6 крепежная стойка
7 зажимной блок
8 пружины
9 зажимные элементы
10 плиты с широкой стороной
10' расположенные на наружной дуге плиты с широкой стороной
11 плиты с узкой стороной
12 крепежный блок для резервуаров увлажняющего аппарата и устройства 20 регулировки для плит с узкими сторонами
13 компенсаторы для охлаждения широких сторон
14 изогнутая плоскость продольного сечения
15 центр кривизны
16 точка пересечения
17 верхняя мертвая точка и точка возврата осциллирующего движения
18 нижняя мертвая точка и точка возврата осциллирующего движения
19 линия сгибания
20 устройство регулировки для узких сторонр
Изобретение относится к металлургии и касается устройства непрерывной разливки стали, состоящего из кристаллизатора, совершающего колебательные движения в направлении разливки, который смонтирован на натянутых на обоих концах пружинах, проходящих поперек направления разливки, и связан с гидравлическим приводом осциллирующего движения. Гидравлический привод осциллирующего движения выполнен в виде гидравлических цилиндров 3 управления, расположенных в проложенной через кристаллизатор плоскости продольного сечения сбоку около кристаллизатора, при этом гидравлические цилиндры 3 управления жестко без зазоров соединены с несущей рамой 1 и с кристаллизатором. Это позволяет повысить качество поверхности литого изделия за счет упрощения выполнения осциллирующего движения кристаллизатора. 5 з.п. ф-лы, 4 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разбрасыватель минеральных удобрений | 1973 |
|
SU468607A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОПОЛЕВОГО КАТОДА | 2003 |
|
RU2248066C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 3543790 C2, 1987. | |||
