Изобретение относится к способу оптимизации качества поверхности длинномерных стальных заготовок, получаемых непрерывной разливкой.
При разливке стальных заготовок на установках для непрерывной разливки, литая заготовка вытягивается из кристаллизатора, как правило, с постоянной скоростью. Уровень зеркала расплава в кристаллизаторе поддерживается постоянным путем регулирования притока расплава из распределителя. Некоторые установки для разливки, в частности заготовочные или обжимные станы, осуществляют разливку с постоянным поступлением расплава из распределителя и регулируют уровень в кристаллизаторе путем изменения скорости вытягивания литой заготовки. Оба этих средства доступны специалисту без необходимости обращения к специальной литературе.
В обоих вышеупомянутых случаях, в первом, несколько более простом, чем во втором, для определения аномалий вокруг кристаллизатора делаются попытки измерения соотношения в трении между литой заготовкой и кристаллизатором. Эти измерения осуществляются таким образом, что во время разливки замеряют силу, необходимую для осуществления движения кристаллизатора, и противопоставляют силам, возникающим на холостом ходу. При этом до сих пор применяются и исследуются как механические, так и гидравлические приводы колеблющегося движения кристаллизатора. Для механического привода кристаллизатора известны такие системы, как "Concast Standart News", том 30, 1/1991, с. 4-5.
Соответствующая гидравлическая система привода известна из DE 3543790 C2.
В отношении выполнения и качества поверхности литой заготовки известно (например, из Stahl u. Eisen" 108 (1988), N 3, с. 1125-1127), что при колеблющемся кристаллизаторе для непрерывной разливки большое значение придается применению литейного порошка для образования смазочной пленки между стенкой кристаллизатора и оболочкой заготовки. Поэтому делались также попытки (Stahl u. Eisen" 107 (1987) N 14,15, с. 673-677) получить сведения о характеристике литой заготовки в кристаллизаторе путем замера силы вытягивания в начальной стадии процесса. Для этого в линию холодной прокатки встраивалось соответствующим образом выполненное устройство для измерения силы. Этот способ, естественно, подходит только для контроля в начальной стадии процесса разливки. Во время собственно рабочей фазы применение этого способа измерения невозможно.
Так как для выполнения поверхности литой заготовки наряду с определенным типом смазки между кристаллизатором и оболочкой литой заготовки имеют значение изменения внутри кристаллизатора, например, вызываемые параметрами колебаний (высота хода, частота ходов, форма кривой), а также само качество стали, скорость вытягивания литой заготовки, условия охлаждения, а также температура стали и вид направления литой заготовки, в частности на литейных валках, только на основе сравнения характеристик колеблющегося перемещения кристаллизатора в холостом режиме и в рабочем режиме нельзя сделать непосредственных заключений, которые прямо относились бы к рабочему режиму.
Во всех этих аспектах предполагается, что скорость непрерывной разливки в кристаллизаторе является равномерной скоростью, по-видимому, вследствие того факта, что вытягивание литой заготовки осуществляется посредством одинаково вращающихся валков. Однако на действительную скорость значительно влияет соотношение между трением в кристаллизаторе. Это можно видеть по наблюдаемому невооруженным глазом возвратно-поступательному перемещению вверх и вниз литой заготовки (см. Stahl u. Eisen" (1987) N 14,15, с. 673-677). Из DE 3806583 A1 известно определение характера процесса перемещения литой заготовки в зоне, максимально приближенной к выходу из кристаллизатора, причем измерительный сигнал подводится через камеру с диодной линейной цепочкой (диодную линейную камеру) к блоку обработки данных или индикаторному блоку. Способ, известный из этой публикации, служит для того, чтобы учесть собственные колебания литой заготовки или установки и отрегулировать перемещения во всей установке таким образом, чтобы исключить критические зоны.
Целью изобретения является найти возможность улучшить известные способы измерения, позволяющие непосредственно воздействовать на регулируемые параметры режима для улучшения свойств поверхности.
Эта цель достигается за счет того, что в способе оптимизации качества поверхности литых заготовок, в частности стальных литых заготовок на установке для непрерывной разливки, в которой жидкий металл вводят в проточный кристаллизатор, и в частично затвердевшем состоянии вытягивают из кристаллизатора, включающий измерение перемещения литой заготовки чувствительными элементами, измеряющими излучение с поверхности заготовки бесконтактным способом без задержки во времени, причем чувствительные элементы расположены с возможностью создания расшифровывающегося затем измерительного сигнала, а измерение перемещения осуществляют в области, расположенной максимально близко от выхода кристаллизатора, поверхность зеркала ванны для разливки покрывают литейным порошком, образующим жидкий шлак, для образования смазочной пленки между оболочкой заготовки и внутренней стенкой кристаллизатора, определяют величину трения между оболочкой литой заготовки и стенкой кристаллизатора и вводят его в блок обработки данных, выполненный в виде вычислительной машины; в вычислительную машину вводят также измерительный сигнал, характеризующий перемещение литой заготовки во времени, в вычислительной машине устанавливают зависимость между измеренным значением перемещения литой заготовки и величиной трения литой заготовки в кристаллизаторе, сравнивают параметры полученной зависимости с заданным значением, полученным с использованием среднего значения скорости литой заготовки, в зависимости от значения полученной в результате сравнения разницы формируют сигнал на изменение состава литейного порошка для снижения трения и/или параметров колебаний кристаллизатора.
При этом является предпочтительным вводить сигнал на изменение параметров колебаний кристаллизатора в регулирующий блок привода колебаний для получения импульса перемещения, передаваемого от кристаллизатора на литую заготовку, минимально возможного или равного нулю;
получать значение, характеризующее трение литой заготовки в кристаллизаторе при гидравлическом приводе устройства для создания колеблющегося перемещения кристаллизатора, из разницы давлений в гидроцилиндре при его холостом ходе и рабочем режиме;
получать значение, характеризующее трение литой заготовки в кристаллизаторе при механическом приводе, из динамометрической ячейки, расположенной на рычажном механизме колебаний;
использовать смеси литейных порошков с различным соотношением компонентов.
Кроме того, является целесообразным, изменять агрегатное состояние литейного порошка перед его контактом с жидким металлом в кристаллизаторе, например, размягчать или разжижать его за счет подвода тепловой энергии.
Предпочтительно осуществлять измерение перемещения литой заготовки оптической камерой с диодной линейной цепочкой, расположенной сбоку, рядом с узкой стороной литой заготовки, по направлению, совпадающему с направлением разливки.
Согласно изобретению с высокой точностью замеряется фактический путь, который проходит литая заготовка, и тем самым характеристика скорости по времени. Получающуюся при этом фактическую относительную скорость сравнивают с другими, также зарегистрированными влияющими факторами и с соответствующим корреляционным способом, преимущественно с умножающим расчетом влияющих факторов. Способ измерения дает в качестве первоначальной информации характеристику пути литой заготовки по времени. При образовании разницы с зарегистрированным путем образуется характеристика относительного пути или относительной скорости по времени к номинальному пути или номинальной скорости. Из рассогласования между фактическим и заданным значением образуется управляющий сигнал для изменения состава литейного порошка с целью снижения коэффициента трения и/или колебаний кристаллизатора.
Путем сопряжения с силой в цилиндре привода определяется работа трения или мощность трения в системе привода подъемного стола кристаллизатора и оптимизируются влияющие факторы в соответствии с заданными целевыми параметрами.
Путем непосредственного измерения с применением найденных корреляционных отношений (взаимной зависимости) строится замкнутый регулировочный контур и определяется воздействие на целевой параметр "контур поверхности", например глубину литейных марок или интервала между литейными марками.
В предпочтительной форме выполнения сигнал для измерения колебаний кристаллизатора подводится к блоку управления приводом колебаний таким образом, чтобы импульс перемещения, передаваемый от кристаллизатора к литой заготовке, был как можно меньшим или близким к нулю. В качестве измеренного значения в гидравлическом приводе предлагается применять измерительную величину, полученную из разницы давлений в гидравлическом цилиндре между холостым ходом и рабочим режимом. В механической установке эта величина может получаться с помощью динамометрической ячейки.
Влияние на коэффициент трения в большей мере зависит от литейной смазки. При отклонении фактического значения от заданного литейный порошок изменяют так, чтобы снизить коэффициент трения. Для этого предлагается изменить соотношение в смеси различных литейных порошков и в случае необходимости оказать воздействие на агрегатное состояние литейного порошка таким образом, чтобы он путем предварительного нагрева, по меньшей мере, размягчился и при определенных обстоятельствах разжижился, прежде чем он будет подведен к расплаву, находящемуся в кристаллизаторе.
Пример изобретения представлен на чертеже, прилагаемом к описанию.
При этом на фиг.1 показана принципиальная схема,
фиг. 2 - изображение измерительных сигналов;
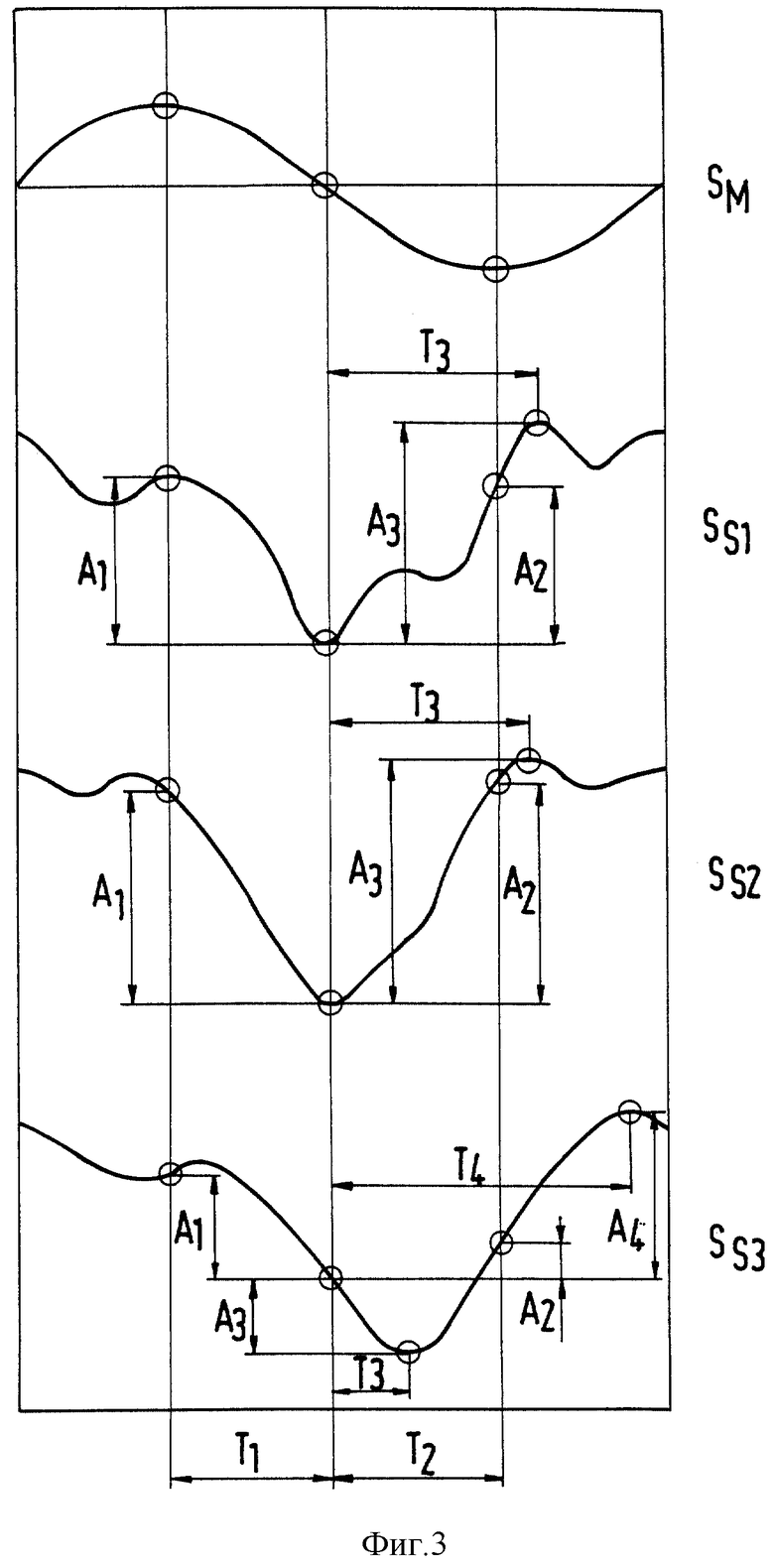
фиг.3 - варианты кривых пути литой заготовки.
На фиг.1 показана литая заготовка 11, выходящая из кристаллизатора 12 по роликам 14.
Кристаллизатор 12 соединен с подводом литейного порошка, который через запорные средства 16 подключен к емкости 15 с литейным порошком. Кроме того, трубопровод 17 для подвода литейного порошка проходит через приспособление 18 для нагрева.
На узкой стороне литой заготовки 11 предусмотрен чувствительный элемент, в данном случае диодная линейная камера, регистрирующая диодные линии литой заготовки, причем камера согласуется по своему направлению с направлением разливки.
Диодная линейная камера 21 соединена через измерительную линию 28 с измерительным снимком 22 перемещения 22 литой заготовки, относящимся к участку пути 24 и скорости 23.
Сигналы, относящиеся к изменению скорости литой заготовки и пути литой заготовки подводятся к вычислительной машине 26 и в случае необходимости к индикатору 25 или, в случае, необходимости к печатному устройству.
В вычислительную машину вводятся, кроме того, и другие параметры.
На выходной стороне вычислительная машина 26 соединена через линию управления 31 с управляющим элементом 32 с рабочими органами 16, регулирующими запорные задвижки емкости 15 с литейным порошком, а также через управляющий элемент 33 с приспособлением 18 для нагрева литейного порошка.
Через линию управления 34 вычислительная машина 36 соединена также с управляющим элементом 35 для управления колебаниями 13.
На фиг. 2 показано типичное изображение измерительных сигналов. В верхней части показан участок средней скорости кристаллизатора, которая в данном примере колеблется по синусоидной кривой.
Ниже показана, во-первых, средняя скорость всей литой заготовки, и на нее накладывается показанная в зоне непосредственно под кристаллизатором фактическая скорость литой заготовки. На чертеже это ясно представлено в зависимости от трения и в случае необходимости от кратковременного прилипания оболочки литой заготовки к внутренней стенке кристаллизатора для литой заготовки вблизи от кристаллизатора. Показанная ниже синусоидная кривая показывает фактический путь кристаллизатора. Под ним показан фактический путь литой заготовки вблизи от кристаллизатора.
Как при съемке скорости литой заготовки, так и пути перемещения заготовки речь идет о замеренных значениях, а не о расчетных значениях. Кривая, показанная на чертеже, даже в качестве примера показывает характерные фактические формы с оцениваемыми точками. По расположению минимума, максимума и точек перегиба специалист может сделать заключение о действительной характеристике оболочки литой заготовки в кристаллизаторе. Для того чтобы сделать вывод, он применяет данные о положении литой заготовки в моменты времени Т с формами кривой в точках А. При этом участок S представляет прямое следствие скорости V.
На фиг. 3 показаны варианты пути перемещения литой заготовки. Здесь следует обратить внимание на радиусы кривизны отдельных кривых в точках А, а также имеющуюся в случае необходимости смену направления. За счет воздействия на колебания кристаллизатора и литейный порошок оказывается воздействие на фактический путь перемещения литой заготовки.

Изобретение относится к литейному производству. Технический результат - улучшение свойств поверхности заготовок. Жидкий металл вводят в проточный катализатор и в частично затвердевшем состоянии вытягивают из кристаллизатора. Регистрируют процесс перемещения литой заготовки в зоне, расположенной максимально близко от выхода из кристаллизатора, осуществляют регистрацию процесса перемещения бесконтактным способом и без задержек посредством чувствительных элементов, срабатывающих от излучения. Чувствительные элементы рассчитаны и расположены таким образом, что они создают расшифровывающийся измерительный сигнал о характеристике путь - время для литой заготовки. Покрывают поверхность зеркала ванны для разливки литейным порошком, образующим жидкий шлак, для образования смазочной пленки между оболочкой заготовки и внутренней стенкой кристаллизатора. Регистрируют измеряемое значение, характеризующее трение между оболочкой литой заготовки и стенкой кристаллизатора в устройстве для создания колебаний, и вводят его в блок обработки данных, выполненный в виде вычислительной машины. В вычислительную машину вводят также сигнал изменения, характеризующий путь - время литой заготовки. В вычислительной машине устанавливают зависимость между перемещением литой заготовки и трением литой заготовки в кристаллизаторе. Формируют сигнал на изменение состава литейного порошка в зависимости от соотношения между перемещением литой заготовки и трением литой заготовки в кристаллизаторе. 6 з.п. ф-лы, 3 ил.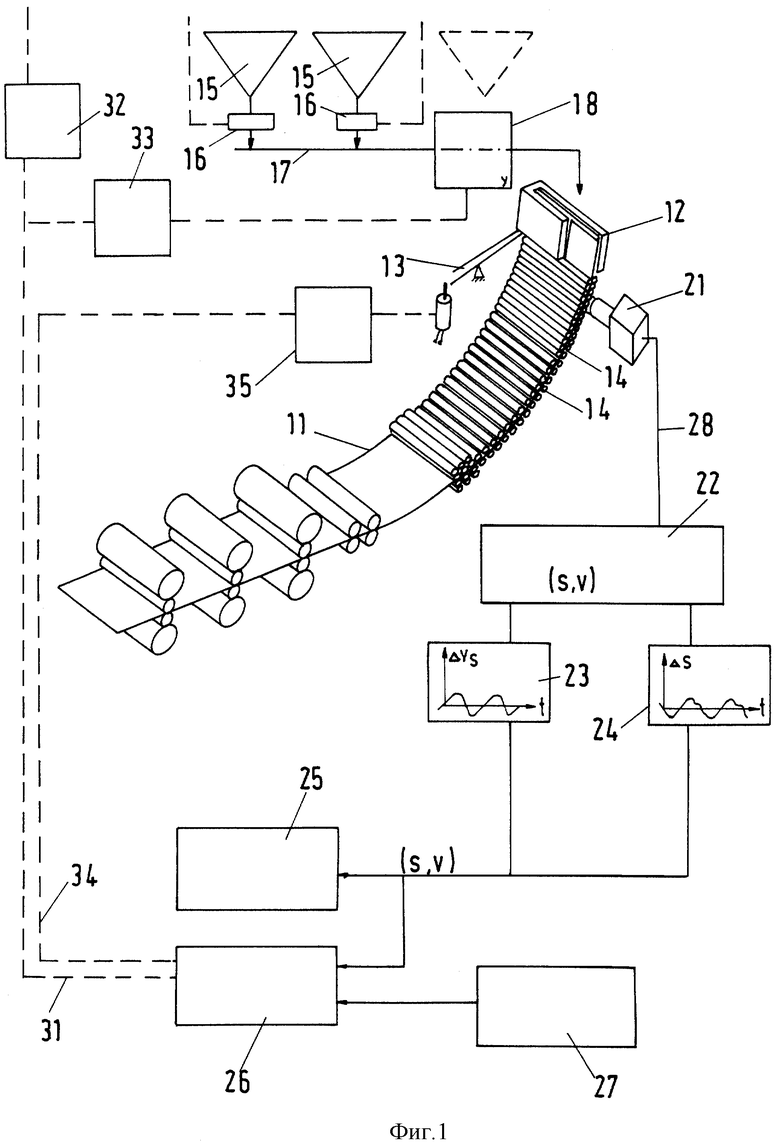
| DE 3806583 A1, 07.09.1989 | |||
| US 3970135, 20.07.1976 | |||
| GB 1551171, 22.08.1979 | |||
| Устройство для измерения толщины кожи | 1954 |
|
SU101521A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

