Изобретение относится к области лазерных технологий, в частности к способам резки, сверления и придания нужной объемной формы диэлектрикам и полупроводникам, прозрачным для лазерного излучения.
Известен способ лазерной технологической обработки заготовки, заключающийся в том, что направленный пучок лазерного излучения фокусируют на расстоянии от задней поверхности обрабатываемого материала и формируют требуемую конфигурацию обрабатываемого участка заготовки путем локального разрушения (см. РСТ, заявка WO 88/04214, кл. B 23 K 26/00, 1988).
Недостатком известного способа является экранирование лазерного излучения продуктами обработки, которые удаляются с заготовки путем подачи вспомогательного газа.
Технической задачей настоящего изобретения является повышение скорости и точности лазерной обработки полупроводников и диэлектриков за счет исключения взаимодействия лазерного пучка с продуктами обработки путем их удаления через первоначально сформированный участок отверстия.
Поставленная задача достигается тем, что направленный пучок лазерного излучения фокусируют на расстоянии от задней поверхности обрабатываемого материала и формируют требуемую конфигурацию обрабатываемого участка заготовки путем локального разрушения, при этом пучок лазерного излучения фокусируют внутри объема материала на расстоянии, обеспечивающем приповерхностное разрушение заготовки со стороны ее задней поверхности, и перемещают фокус пучка лазерного излучения внутри объема заготовки по направлению к ее передней поверхности, формируя требуемую поверхность. Фокусируют излучение на расстоянии от задней поверхности Lf = 1/2 d, где Lf - расстояние фокуса от задней поверхности, d - длина канала пробоя в объеме материала, причем фокус перемещают с шагом, равным T = 1/2 d. В случае обработки материалов с необработанной поверхностью, последнюю покрывают слоем жидкости, имеющей близкий коэффициент преломления с обрабатываемым материалом. Луч лазера перемещают с помощью компьютера по трем координатам. Вблизи задней поверхности устанавливают экран, соблюдая экологическую чистоту процесса, а продукты обработки собирают на экран, не препятствуя дальнейшему проведению обработки.
Технический результат - резка, сверление прозрачных для данного излучения материалов с высокой степенью точности; резка, сверление материалов с необработанной поверхностью, используя жидкость с близким коэффициентом преломления; экологическая чистота процесса; обработка мелких заготовок: полировка, придание нужной объемной формы.
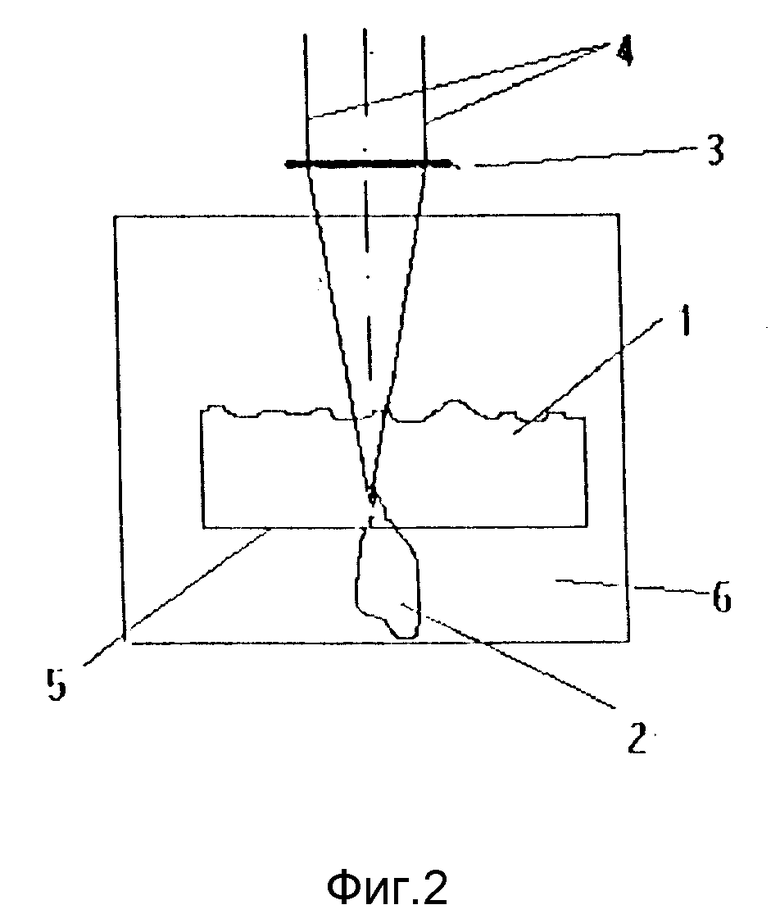
На фиг. 1 изображена схема фокусировки лазерного излучения на материал с просветленной поверхностью
На фиг. 2 - схема фокусировки лазерного излучения на материал с необработанной поверхностью.
Конкретное описание способа заключается в следующем.
Как видно из фиг.1, на твердое тело 1 линзой 3 фокусируется излучение лазера 4 вблизи задней поверхности образца 5. При этом при условии пробоя факел вещества 2 выносится на заднюю поверхность.
Для опробирования метода в качестве прозрачных диэлектриков использовались стекло, оргстекло и лейкосапфир.
Использовался Nd: YAG лазер с энергией излучения 70-100 мДж, частотой следования импульсов до 20 Гц и длительностью импульса излучения 10 нс. Параметры лазера подбирались специально для обеспечения устойчивого пробоя внутри диэлектриков. Максимальная скорость технологической обработки (резка, сверление, маркировка) обеспечивалась при расположении фокуса на расстоянии, равном половине длины канала пробоя (фиг.1): Lf = 1/2 d, где Lf - расстояние фокуса от задней поверхности диэлектрика, d - длина канала пробоя в диэлектрике.
В условиях данного эксперимента Lf = 0,3-0,5 мм. Данный оптимум легко объясним: при L > Lf затруднен выход микровзрыва на заднюю поверхность; при L < Lf выносится слишком мало материала и техобработка идет неэффективно.
В условиях пробоя, при Lf = 1/2 d происходит вынос вещества из объема за границу твердого тела.
Перемещением фокуса с шагом T = 1/2 d обеспечивается практически непрерывное перекрытие каналов и осуществление квазинепрерывного процесса резки. Легко оценивается скорость реза в данных условиях - 6 мм/сек, которая достаточно хорошо согласуется с экспериментом.
Точность обработки будет определяться качеством фокусировки и уровнем используемых энергий. Очевидно, что при использовании коротковолнового излучения при определенных значениях энергии можно добиться высокой точности обработки. При этом узость канала не может более ограничивать достижение высокой точности.
Для достижения необходимой точности и скорости обработки одна поверхность должна быть просветлена для получения качественной фокусировки. В случае вещества с необработанной поверхностью это условие можно осуществить, используя известный способ просветления необработанной поверхности с помощью жидкости 6, имеющей близкий коэффициент преломления с обрабатываемым веществом (фиг.2) или с помощью оптического лака. Им покрывают необработанную поверхность и полируют. Полировать оптический лак обычно существенно проще, чем твердые вещества.
Использование предлагаемого способа актуально при обработке других материалов, прозрачных для иных излучений лазеров. Например, можно использовать CO2 лазер для резки, сверления и пространственной обработки ZnSe, Ge, Si, GaAs, KPC, NaCl и других материалов. Аналогично, эксимерные и медные лазеры подходят для технологической обработки с высокой и сверхвысокой точностью стекла, сапфира, синтетических и природных алмазов. Компьютерное управление перемещением луча лазера по трем координатам позволит придать любую форму обрабатываемой поверхности и осуществить полировку микроизделий технологической лазерной обработкой согласно предлагаемому методу.
Изобретение относится к лазерным технологиям и может найти применение при резке, придании нужной формы диэлектрикам и полупроводникам в различных отраслях приборостроения. Направленный пучок лазерного излучения фокусируют на расстоянии от задней поверхности обрабатываемого материала, формируют требуемую конфигурацию обрабатываемого участка заготовки путем локального разрушения. Пучок лазерного излучения фокусируют внутри объема материала на расстоянии, обеспечивающем приповерхностное разрушение заготовки со стороны ее задней поверхности. Перемещают фокус пучка лазерного излучения внутри объема заготовки по направлению к ее передней стенке, формируя требуемую поверхность. Способ позволяет обрабатывать материалы, прозрачные для лазерного излучения, с высокой степенью точности. 5 з.п.ф-лы, 2 ил.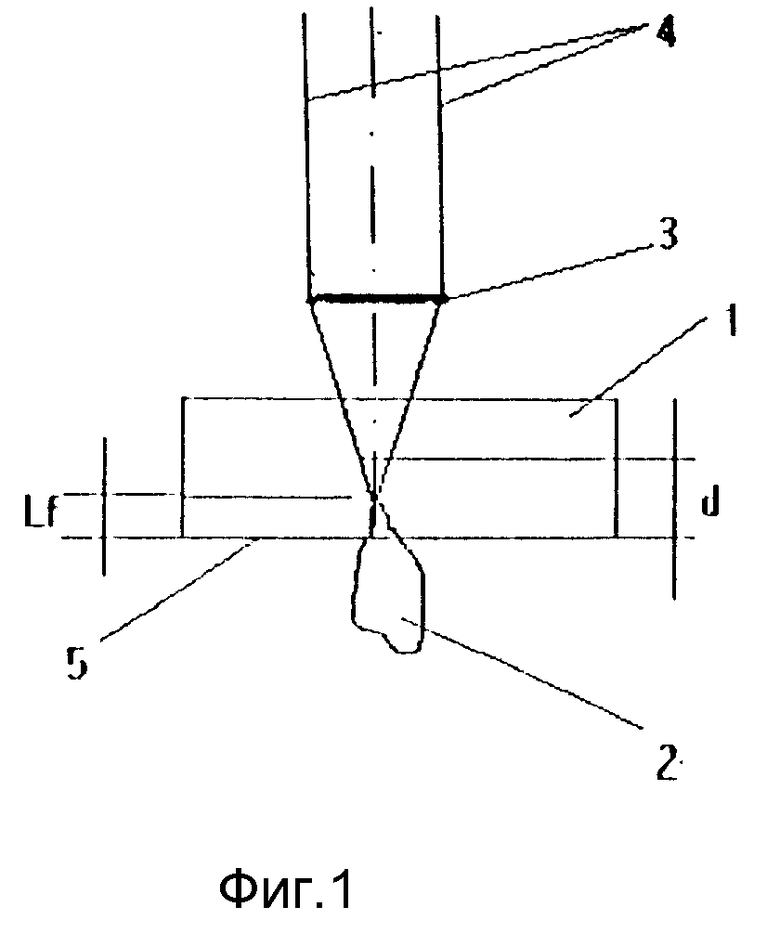
| Шланговое соединение | 0 |
|
SU88A1 |
| ШАБЛОН ДЛЯ ОГНЕУПОРНОЙ КЛАДКИ КУПОЛА ВОЗДУХОНАГРЕВАТЕЛЯ ДОМЕННОЙ ПЕЧН | 0 |
|
SU322479A1 |
| Тарасов Л.В | |||
| Лазеры: действительность и надежность | |||
| - М.: Наука, 1985, с.50-53 | |||
| Справочник по технологии лазерной обработки Под ред | |||
| Коваленко В.С | |||
| Киев, Техника, 1985, с.84.85.149. | |||
