Изобретение относится к способам обработки материалов, в частности к способам резки и скрайбирования неметаллических материалов, преимущественно особо твердых (типа корунда) с полупроводниковыми покрытиями, стекол, ситалов, керамики и т.п. Изобретение может быть использовано в электронной промышленности при разделении подложек, оптических элементов, кристаллов, при вырезке жидкокристаллических индикаторов и фотошаблонов, магнитных и магнитооптических дисков, а также при изготовлении стекол и зеркал и т.п.
К традиционным методам обработки неметаллических материалов, таких как кварц, лейкосапфир и др., относятся резка и скрайбирование с помощью алмазного и твердосплавного инструмента, алмазно-абразивная обработка кромок. Эти процессы характеризуются высокой стоимостью расходных материалов и не обеспечивают высокого процента годных изделий вследствие большого количества трудоемких ручных операций.
Известен способ резки неметаллических материалов, заключающийся в нагреве материала лазерным излучением до температуры, не превышающей температуру размягчения материала, затем локальном охлаждении зоны нагрева, при этом скорость относительного перемещения пучка и материала и место локального охлаждения зоны нагрева выбирают из условия образования в материале несквозной разделяющей трещины. (Патент РФ №2024441, С03В33/02, опубл. 15.12.94).
Недостатком этого способа являются затруднения при создании дефекта малого размера из-за большой энергетики пучка и большой длины волны излучения и вследствие этого небольшая точность локализации реза. Точность реза также снижается вследствие значительного локального нагрева обрабатываемого образца.
Известен процесс лазерного скрайбирования и разрушения стеклянных слоев с нанесенным на них покрытием. Он осуществляется путем направления лазерного луча от импульсного СO2 лазера, длина волны которого сильно абсорбируется стеклом, фокусирования лазерного излучения на поверхности материала или в его толще и формирования дефекта в точке фокусировки (патент WO №0075983, H01L21/784, опубл. 14.12.2000).
Недостатком этих способа и устройства для резки неметаллических материалов является то, что в результате потери вещества из области образования дефекта размер дефекта получается больше размеров фокального пятна лазерного пучка и достигает 20 мкм и более, что превышает требования, предъявляемые к точности реза при разделении образцов на микрочипы. Качество обрабатываемого образца ухудшается из-за упомянутого нагрева и выноса испаряемого материала из области реза и его осаждения на поверхность.
Известен процесс лазерного скрайбирования и разрушения стеклянных слоев с нанесенным на них покрытием. Он осуществляется путем направления лазерного луча от импульсного KrF лазера, длина волны которого сильно абсорбируется стеклом, фокусирования лазерного излучения на поверхности материала или в его толще и формирования дефекта в точке фокусировки (патент США №5961852, В23К26/00, опубл. 5.10.99).
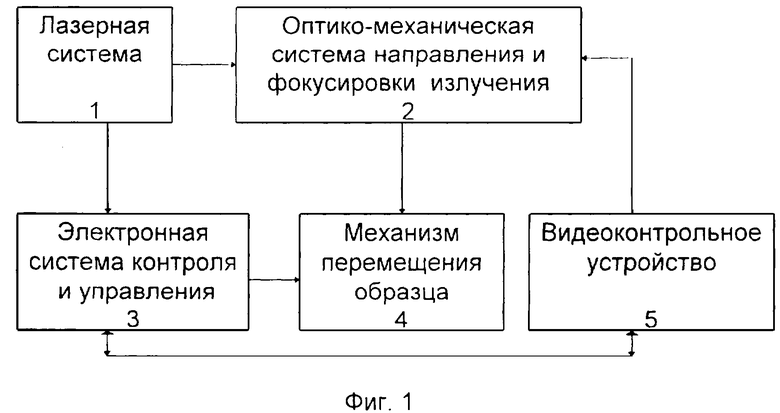
Устройство для осуществления этого способа содержит лазерную систему, оптико-механическую систему направления и фокусировки излучения, механизм перемещения образца, видеокамеру для контроля за процессом, компьютер и контроллер для управления всеми электронными системами и обработки изображения.
Недостатком этого способа является его ограниченность, т.к. он применим только для определенного стекла и для определенного вида покрытий вследствие использования KrF лазера. При этом невысокое качество излучения эксимерного лазера не позволяет фокусировать излучение в пятно малого размера, что ограничивает точность и повышает энергоемкость процесса. Отметим также присущие этому способу резки невысокую скорость обработки из-за невысокой частоты следования импульсов излучения, а также малую глубину обработки из-за сильного поглощения данного излучения в средах.
В основу изобретения положена задача создания способа резки неметаллических материалов, в том числе и особо твердых, и с полупроводниковым покрытием, лазерным излучением, в котором за счет создания импульса с определенным набором параметров обеспечиваются условия для обеспечения механизма пробоя материала за счет ударной и многофотонной ионизации, вследствие чего создается дефект очень малого размера (по величине близкий к дифракционному пределу), а за счет выбора расстояния между точками пробоя достигается практическое соответствие энергии лазерного импульса и энергии, необходимой для образования трещины между 2 точками пробоя. В случае матовой задней стенки разрезаемого образца понижается порог его растрескивания. Способ обладает малой энергоемкостью, позволяет с большой степенью точности (до 10 мкм) производить резку вышеуказанных материалов толщиной от нескольких мкм до 300-500 мкм. Для более толстых образцов резка может производиться выполнением серий дефектов путем фокусировки лазерного излучения в точках, расположенных на разных глубинах образца. Расположение точек фокусировки на задней стенке позволяет обеспечивать выполнение условия соответствия плотности значению, не превышающему порог разрушения полупроводникового покрытия, что дает возможность вырезать необходимые детали без разрушения покрытий. Этому также способствует расположение точек формирования дефектов вдоль направления поляризации лазерного излучения и создание дополнительного слоя дефектов в толще материала перпендикулярно поверхности и параллельно первому слою точек.
Вышеуказанный технический результат достигается за счет того, что в способе резки неметаллических материалов путем направления лазерного луча от импульсного лазера, фокусирования лазерного излучения на поверхности материала или в его толще и формирования дефекта в точке фокусировки, используют импульсное лазерное излучение с длиной волны, лежащей в области прозрачности материала, длительностью импульса 10-100 пс и энергией в импульсе, достаточной для образования пробоя в зоне фокуса, при этом формируют пучок таким образом, чтобы плотность мощности на поверхности не превышала порог разрушения полупроводникового покрытия, затем определяют размер дефекта и формируют дефекты в точках материала, отстоящих друг от друга на расстоянии, определяемом 50% перекрыванием дефектов, до двукратного размера дефекта, при этом точки формирования дефектов располагают вдоль направления поляризации лазерного излучения, а также производят фокусировку пучка на задней стенке образца без покрытия, затем или одновременно с первой фокусировкой дополнительно фокусируют один или несколько раз лазерное излучение в толще образца перпендикулярно поверхности и параллельно первому слою точек.
Устройство для резки прозрачных неметаллических материалов, в том числе с полупроводниковым покрытием, содержит лазерную систему, оптико-механическую систему направления и фокусировки излучения, механизм взаимного перемещения образца и фокального пятна лазера, видеоконтрольный блок, электронный блок управления и контроля, при этом система для направления и фокусировки излучения выполнена с линзой из двулучепреломляющего кристалла.
Микрорастрескивание образца можно создать не только за счет термомеханического градиента, как в аналогах и прототипе, но также путем ударной ионизации в объеме, приводящей к лазерному пробою. Это явление является пороговым по плотности энергии и мощности излучения, поскольку требуется получить в малом объеме чрезвычайно сильное электрическое поле.
Такой эффект может быть достигнут применением сверхкоротких лазерных импульсов пикосекундного диапазона. Использование при этом Nd:YAG лазера с длиной волны порядка 1 мкм и высоким качеством пучка позволяет получить малый размер фокуса порядка единиц микрон, близкий к дифракционному пределу, что дает высокую плотность излучения уже при невысокой общей энергии импульса. Контролируемое по направлению растрескивание образца достигается за счет выбора подходящей геометрии и поляризации лазерного пучка, а также пространственного расположения на образце последовательности треков лазерного пробоя, а именно расположение первого направляющего ряда дефектов вблизи задней стенки образца, а также за счет выбора расстояния между точками фокусировки излучения. Формирование в образце 2 и более треков дефектов обеспечивает резку толстых (больше 300 мкм) образцов особо твердых материалов с заявляемой точностью. В то же время оптимально низкий порог пробоя получается за счет специального подбора длительности лазерного импульса.
Использование в заявленном устройстве линзы из двулучепреломляющего кристалла позволяет создать второй слой дефектов, что также приводит к увеличению точности реза за счет создания внутри образца преимущественно выделенного направления для разламывания образца.
Таким образом, использование отличительных признаков предлагаемого изобретения позволяет создать способ, обеспечивающий возможность с точностью до 10 мкм вырезать необходимые детали без разрушения покрытий даже из особо прочных материалов, обладая при этом малой энергоемкостью.
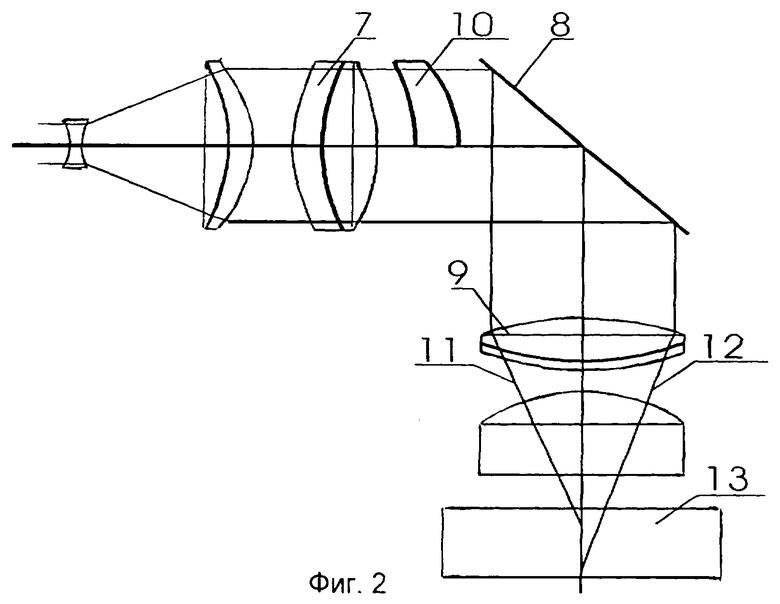
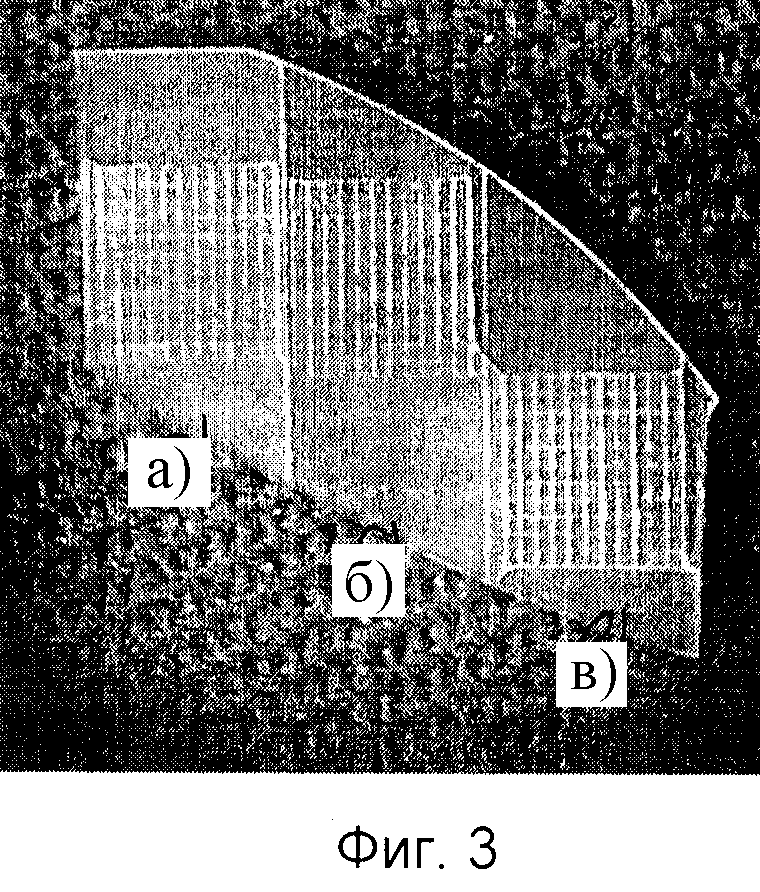
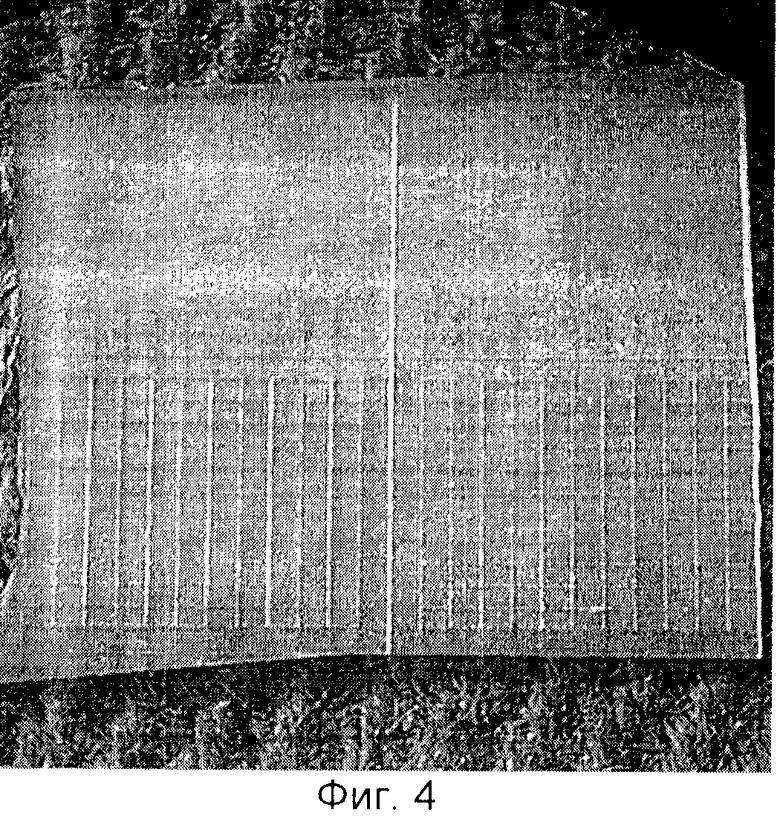
Изобретение поясняется фиг.1-4. На фиг.1 показана блок-схема установки. Фиг.2 - узел фокусировки. Фиг.3 а, б, в - фото разрезанного образца сапфира при 2 значениях энергии импульса - 12 и 20 мкДж. Фиг.4 - образцы, скрайбированные при разных условиях фокусировки.
Поясним способ на примере работы устройства для резки, приведенного на фиг.1 и 2.
В состав установки входят следующие основные модули:
- Лазерная система 1.
- Оптико-механическая система направления и фокусировки излучения 2.
- Механизм перемещения образца 3.
- Видеоконтрольное устройство 4.
- Электронный блок контроля и управления 5.
Качество и структура обработанных образцов и их элементов изучалось под микроскопом.
Лазерная система 1 состоит из Nd:YAG лазера с импульсной ламповой накачкой. Лазерный импульс подвергался двухступенчатой компрессии по длительности методами ВРМБ и ВКР. В результате итоговая длительность импульсов составляла около 15-50 пс, длина волны излучения увеличивалась за счет ВКР до 1,2 мкм, энергия в импульсе до 100 мкДж. Стандартная частота следования импульсов 15 Hz. Для варьирования энергии в импульсе приблизительно в 2 раза на пути луча можно было устанавливать нейтральный 60% фильтр.
Фокусирующая система 2, показанная на фиг.2, состоит из коллимирующей оптики (телескопической системы) 7, дихроичного поворотного зеркала 8 и фокусирующего микрообъектива 9, имеющего возможность микроперемещения в вертикальном направлении. Тем самым область фокусирования излучения могла сканироваться вручную по глубине образца. Положение микрообъектива контролировалось микрометром с точностью до 5 мкм. В работе использовались микрообъективы 9 с фокусным расстоянием 8 и 15 мм. Установленная между системой 7 и зеркалом 8 линза 10 (или линза из двулучепреломляющего кристалла) с 2 фокусными расстояниями позволяла фокусировать лучи 11 и 12 в разных местах по высоте образца.
Для изучения возникновения трещин в результате лазерного пробоя использовались стеклянная пластинка 12 толщиной 1,2 мм и сапфировые пластинки толщиной около 0,4 мм без напыления, с равномерно напыленным GaN и с напыленной полупроводниковой сеткой с шагом 430 мкм. Сапфировые пластинки были прозрачными и полированными со стороны нанесения напыления и шероховато-матовые с обратной.
Поперечный диаметр каустики лазерного пучка в фокусе был оценен в 4-8 мкм по изображению трека в толще образца, где порог пробоя высокий, а размер кратера минимален, что практически совпадало с дифракционным пределом. Принимая размер этого кратера за размер дефекта, соответствующий этому материалу, мы можем задать шаг между последовательно создаваемыми дефектами от 50% перекрывания дефектов до двукратного расстояния между дефектами. Это соответствует линейному диапазону от 2 до 16 мкм. При выборе величины шага из этого диапазона удается добиться гарантированного образования трещины, соединяющей соседние дефекты. При этом ширина этой трещины может оказаться меньше размеров самого дефекта.
Первый рез лучом лазера 1 наносился сквозь прозрачную сторону вблизи от задней шероховатой стенки. Глубина трека области лазерного пробоя составляла порядка 50 мкм для микрообъектива с F=8 мм и 80 мкм для F=15 мм. Скрайбирование задней стенки пластины 13 проводилось при 2-х значениях энергии импульса - 20 и 12 мкДж. Допустимая величина дефектов поверхности до 10 мкм гарантированно получалась при резе на малой мощности. На фиг.3а показан образец реза для энергии в импульсе 12 мкДж, на фиг.3б - 20 мкДж, на фиг.3в - 20 мкДж с 2 слоями нанесенных дефектов. Область повреждений и отклонения поверхности раскола от линии реза не превышала 10 мкм при резке по направлениям, не совпадающим с кристаллографическими осями, при совпадении линии реза с кристаллографической осью отклонение определялось точностью позиционирования фокального пятна.
Для управления ростом трещины был проведен второй дополнительный рез на некотором расстоянии от задней поверхности. Такой рез создавал дополнительные трещины в заданном направлении внутри объема образца, что приводило к резкому снижению механического порога при разломе и контролируемому направлению разлома.
Использовалась двухлучевая геометрия пучка зоне реза с помощью половины положительной линзы 10 с фокусным расстоянием около 2 м. При этом в стекле пучки расходились по высоте на 120 мкм для объектива с F=15 мм, а в сапфире расхождение составляло 180 мкм из-за большего показателя преломления. Созданная таким методом структура трещин позволили получить удовлетворительное разламывание сапфировой пластины на микроэлементы с стороной 400 мкм мм путем прокатывания специальным валиком. На фиг.4 показаны скрайбированные образцы с дефектами, нанесенными с помощью двойной фокусировки на разных глубинах слоев дефектов в толще образца.
При скрайбировании образцов с полупроводниковым покрытием был использован короткофокусный объектив с F=8 мм. Он позволил полностью устранить выжигание нанесенного покрытия при энергии импульса 12 мкДж, длительности импульса 30 пс вследствие создания плотности энергии излучения на поверхности образца меньше порога разрушения покрытия.
Механизмы возникновения лазерного пробоя в диэлектриках подробно изучались в последнее десятилетие в связи с развитием фемтосекундной лазерной техники. В работе As-Chun Tien at al (Phys. Rev. Letters, 1999, v.82, N.19, pp.3883-3886) исследован вклад различных механизмов ионизации в возникновение лазерного пробоя в зависимости от длительности лазерного импульса в диапазоне от сотен пикосекунд до десятков фемтосекунд.
Пробой в прозрачных средах связывается с быстрым нарастанием плотности электронов в зоне проводимости до критического уровня, необходимого для возникновения сильного поглощения лазерного излучения возникающей плазмой. В результате разрушение среды происходит под действием образующейся ударной волны в плазме. Исходя из приведенных в статье графиков пороговой плотности энергии пробоя как функции длительности импульса можно рассматривать механизм инициирования в используемом нами диапазоне около 30 пс следующим образом. В зоне проводимости твердых тел благодаря наличию примесей всегда находится некоторое количество свободных электронов. Под действием очень сильного электрического поля лазерной волны порядка сотен МВ/см происходит ускорение электронов до энергии, достаточной для ударной ионизации атомов решетки. В результате развивается электронная лавина, которая быстро достигает критической плотности. В пользу механизма ударной ионизации свидетельствует значительное уменьшение порога пробоя на неоднородной шероховатой поверхности из-за возросшего количества дефектов решетки.
Помимо ударного, при длительности импульса в единицы пикосекунд начинает работать механизм многофотонной ионизации, однако, он дает основной вклад в области длительностей короче 1 пс. При этом величина плотности энергии пробоя пропорциональна квадратному корню из длительности импульса вплоть до значений длительности порядка 10 пс, а при дальнейшем укорочении импульса ведет себя нелинейно, но близка к постоянному значению (например, около 1 Дж/см2 для плавленого кварца).
Рассматриваемый ударный механизм может приводить к зависимости геометрии пробоя в твердом теле от направления поляризации лазерного луча. Поскольку электроны ускоряются вдоль направления электрического поля, т.е. вектора поляризации, то и преимущественное направление разрастания электронной лавины должно располагаться вдоль этого направления. Таким образом, плазменное облако и возникающая ударная волна должны иметь форму, вытянутую вдоль направления поляризации. Следовательно, и форма трещины будет более узкой и длинной при расположении последовательных точек лазерных ударов вдоль направления поляризации и соответственно более раздутой и неровной поперек этого направления. Это должно также приводить к уменьшению механического порога разлома пластин вдоль реза, направленного по поляризации луча.
На этом основании можно пояснить выбранный диапазон длительностей импульса. При длительности импульса меньше 10 пс, как видно из вышеуказанной статьи, действующим механизмом пробоя, наряду с ударной, становится многофотонная и туннельная ионизация. Как известно из практики, при длительности импульса порядка сотен фемтосекунд и короче возникают сильные нелинейные эффекты, которые приводят, с одной стороны, к невозможности сфокусировать лазерный пучок в пятно необходимого малого размера, а, с другой - к модификации показателя преломления и помутнению прозрачного материала. Эти механизмы практически исключают возможность лазерного пробоя в объеме подложки и, поэтому, непригодны для резки. В свою очередь, диапазон длительностей импульса примерно от 500 фс до единиц пикосекунд чрезвычайно трудно реализовать практически, получив при этом приемлемые частотные параметры в диапазоне от десятков Гц до десятков кГц (режим синхронизации мод дает частоты повторений в десятки и сотни МГц). Наконец, при длительностях импульсов больше 100 пс вследствие возрастающего энерговвода область дефекта значительно увеличивается, также начинают сказываться термический градиент, что в итоге ведет к снижению заявленной точности.
Таким образом, использование механизма ударной ионизации позволило создать способ скрайбирования особо твердых неметаллических материалов с полупроводниковым покрытием, обеспечивающий точность резки этих материалов до 10 мкм.
Изобретение относится к способам резки и скрайбирования прозрачных неметаллических материалов, преимущественно особо твердых с полупроводниковым покрытием и без него, и может использоваться в электронной промышленности. При резке прозрачных неметаллических материалов используют импульсное лазерное излучение с длиной волны, лежащей в области прозрачности материала, длительностью импульса 10-100 пс и энергией в импульсе, достаточной для образования пробоя в зоне фокуса. Определяют размер дефекта и формируют дефекты в точках образца, отстоящих друг от друга на расстоянии, определяемом 50% перекрыванием дефектов до двукратного расстояния между дефектами. При резке прозрачных неметаллических материалов с полупроводниковым дополнительно формируют пучок таким образом, чтобы плотность мощности на поверхности не превышала порог разрушения полупроводникового покрытия. За счет такой технологии обработки обеспечиваются условия для механизма пробоя материала за счет ударной и многофотонной ионизации, вследствие чего создается дефект очень малого размера. 2 с. и 2 з.п.ф-лы. 4 ил.
| US 5961852, 05.10.1999 | |||
| Устройство для лазерной обработки материалов | 1990 |
|
SU1738559A1 |
| СВЕТОРАССЕИВАЮЩАЯ ЛИНЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ПУАНСОНА ДЛЯ ПРЕССОВАНИЯ СВЕТОРАССЕИВАЮЩЕЙ ЛИНЗЫ | 1990 |
|
RU2029323C1 |
| US 5961852 A, 05.10.1999. | |||

