Изобретение относится к технике испытаний и измерений, а именно к способам определения характеристик текстильных материалов при изгибе, и может быть использовано в легкой промышленности и сфере бытовых услуг.
Известен дисковый метод [1], позволяющий оценивать драпируемость материалов по площади проекции свисающих концов образца, но не отличается объективностью и надежностью из-за малых размеров испытуемых объектов (200 мм) и ошибках при фиксации и проекции. Стандартного метода определения драпируемости нет.
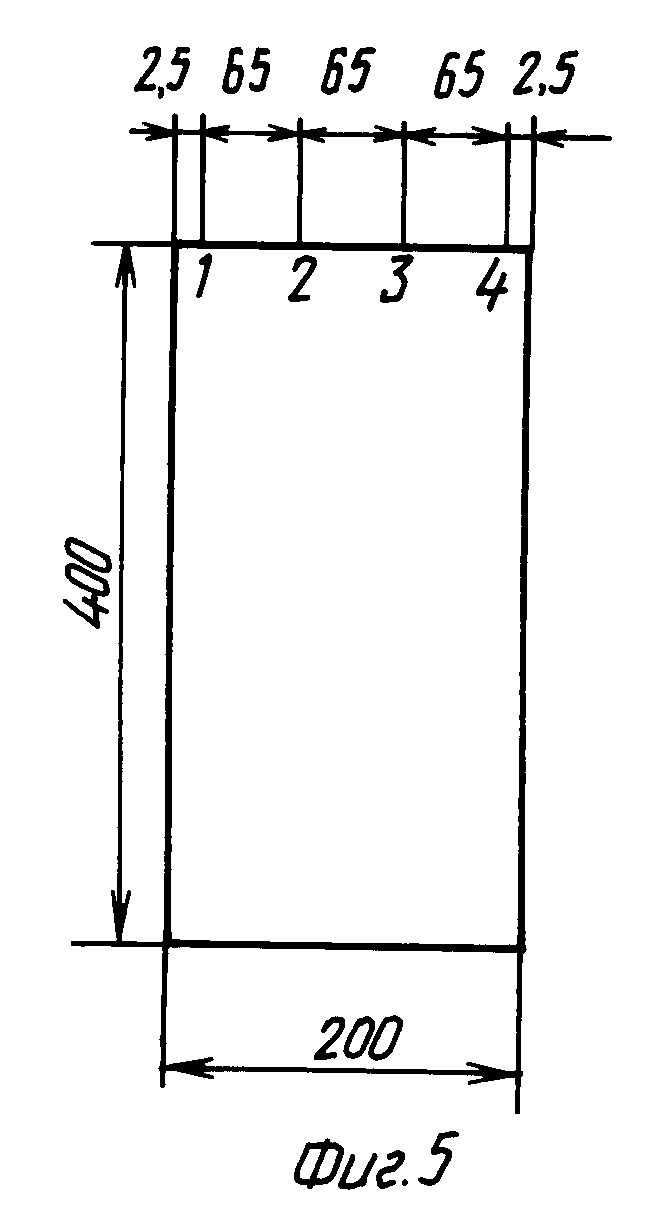
За прототип способа определения драпируемости текстильных материалов взят метод В.А.Бухаровой на приборе ЦНИИшелка [2]. Для определения драпируемости материала подготавливают испытуемый объект, который включает один, два или более образцов размером (400±1) х (200±1) мм, вырезанных в заданном направлении (продольном, поперечном или диагональном). Размечают на образце 4 точки (фиг.5, 6) прокола по ширине, делают 3 складки так, чтобы центральная была обращена к испытателю, и накалывают на иглу, закрепленную на стойке и расположенную на высоте более 400 мм от основания стойки. Если складки расходятся, то пробу сжимают на игле пробками. В подвешенном состоянии образец оставляют на 30 мин, а затем измеряют расстояние А между углами нижнего края с погрешностью 1 мм. Коэффициент драпируемости ткани (K, %) подсчитывают по формуле:
Недостатком прототипа является то, что по испытанию одного образца определяют драпируемость материала только в одном направлении. Оценка драпируемости в различных направлениях требует повышения материалоемкости испытаний за счет выкраивания образцов в заданных направлениях (в тканях под различными углами к нитям).
Техническим результатом заявляемого технического решения является приближение условий испытания к условиям изготовления и эксплуатации одежды, расширение информативности получаемых характеристик текстильных материалов при изгибе и снижении материалоемкости испытаний.
Поставленная цель достигается тем, что в способе, включающем подготовку и разметку объекта, фиксацию и измерение расстояния между углами нижнего края образца, используется образец из различных материалов, например из льняной, шерстяной, шелковой, х/б тканей, нетканых полотен, в форме развертки усеченного конуса с образующей 400 ± 1 мм и длиной малой дуги 200 ± 1 мм, размеченный линиями по разным направлениям, например 15o, 30o, 45o, 75o к продольному направлению, который фиксируется в зажиме по малой дуге. Текстильный материал драпируется под действием собственной массы. Проводят изменения расстояния между углами нижнего края образца и линейных размеров по намеченным линиям после фиксации образца и оценивают драпируемость и анизотропию изменений линейных размеров материала. Повторяя вышеуказанные измерения во времени, оценивают кинетику драпируемости и изменений линейных размеров.
Форма в виде развертки усеченного конуса позволяет определить драпируемость материала во всех направлениях по одному образцу без выкраивания нескольких образцов по прототипу, т.е. снизить материалоемкость испытаний. Фиксация образца в зажиме по малой дуге обеспечивает приближение условий испытаний к условиям изготовления одежды и дает представление о реальной драпируемости, а не искусственно организованных складок. Введение новых измерений и повторение измерений во времени позволяет оценить кинетику драпируемости и изменений линейных размеров и выявить анизотропию изменений линейных размеров.
Пример осуществления способа.
Способом определяют характеристики текстильных материалов при изгибе. Полученные при испытаниях характеристики позволяют прогнозировать формуемость различных изделий из текстильных материалов на неопорных участках одежды. Возможность прогнозирования драпируемости и анизотропии изменений линейных размеров и их кинетики позволит обосновать конструктивное решение, обеспечить точность кроя и выпуск качественных швейных изделий.
В качестве примера приведены результаты определения драпируемости х/б, льняных, шелковых и шерстяных тканей (табл.1).
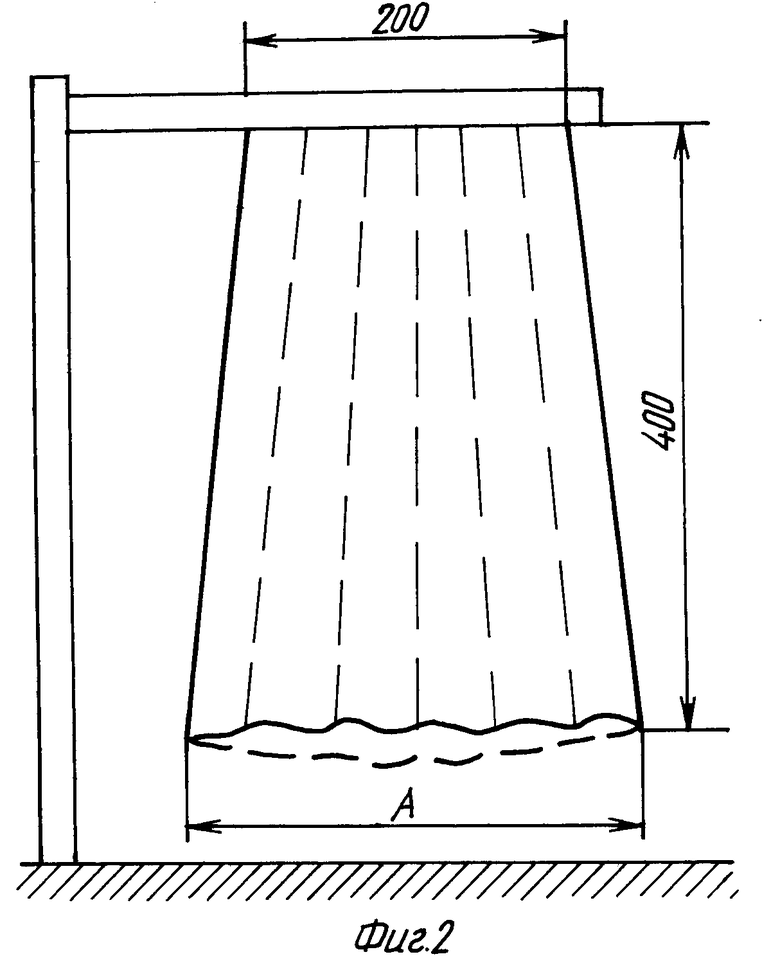
Осуществление способа: испытуемый образец (фиг.1) размельчают в форме развертки усеченного конуса с лучами под углами 15o 30o, 45o, 60o, 75o из вырезанного сектора круга (1/4 Sкр) радиусом 530 мм. Длина пробы 400 ± 1 мм (длина образующей усеченного конуса), малая дуга - 200 ± 1 мм. Закрепляют образец в зажиме на стойке по дуге 200 мм (фиг.2). Драпируемость характеризуется относительным показателем Д %, который рассчитывается по формуле:
где
A - расстояние между углами нижнего края образца через 30 мин.
Изменение линейных размеров (ε, %) фиксирует как разность между длиной образца после подвешивания и первоначальной длиной 400 мм по каждому из задаваемых направлений 15o, 30o, 45o, 60o, 75o (табл.1).
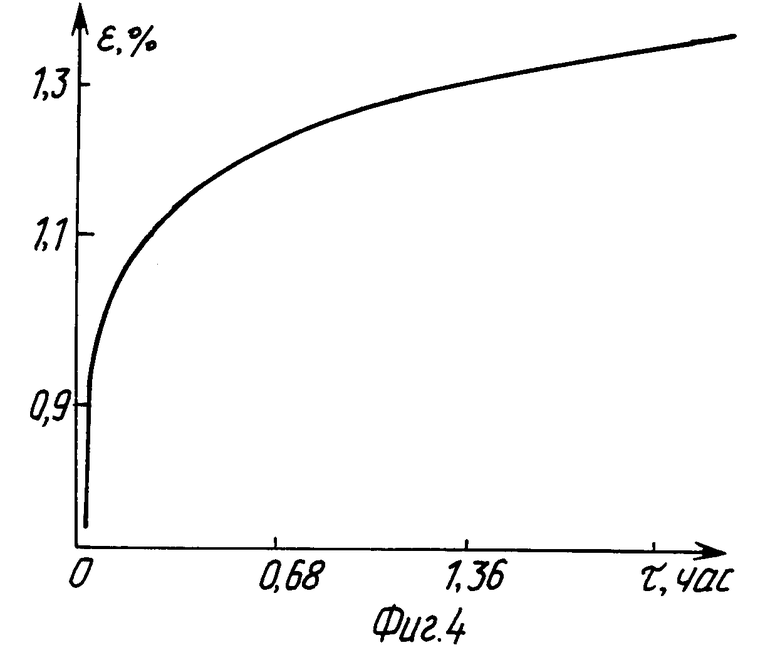
Измерения проводят известным способом, например, как в стандартном методе определения линейных размеров после мокрых обработок [3, 4]. Анализ результатов измерений показал, что ткани при образовании драпировок изменяют линейные размеры: вдоль нитей они незначительны, так как обусловлены только уменьшением изогнутости нитей под действием массы тканей, причем по основе они меньше чем по утку, что объясняется условиями формирования ткани на ткацком станке; наибольшие изменения линейных размеров в тканях происходят под углами 30o, 45o и 60o к нитям основы. Для всех тканей наблюдается анизотропия изменений линейных размеров (фиг.3). В случае необходимости расширения информации об анизотропии изменений линейных размеров материалов разметку осуществляют с меньшим угловым интервалом. Измерения повторяют во времени и определяют кинетику драпируемости и кинетику изменений линейных размеров (табл. 2). Оценить кинетику исследуемых процессов можно и графически, где по оси X откладывается время, а по оси ординат определяемая характеристика - драпируемость (Д) или изменение линейных размеров ( ε ) (фиг.4). Возможна оценка кинетики по аппроксимирующим функциям, которые легко определяются с помощью ЭВМ [5, 6]. Например, для льняной ткани (табл.2) кинетика изменений линейных размеров ( ε ) под углом 75o описывается уравнением
ε = ek•lnτ,
где
τ - время, час:
k = 0,07 - коэффициент, характеризующий кинетику процесса для каждого вида материала.
Математическое описание кинетических процессов состояния драпировок текстильных материалов позволяет объективно прогнозировать поведение материалов в процессе эксплуатации одежды.
Сведения по кинетике процессов позволяют не только сделать прогноз, но и предусмотреть деформацию деталей одежды и изделия в целом на стадии ее проектирования и раскроя.
Таким образом, способ путем изменения формы образца при сокращении материалов (вместо семи и более испытывается один) позволяет объективно оценить драпируемость, ИЛР и их кинетику за счет расширения числа измерений образца. Информация о драпируемости и анизотропии деформационнных свойств на стадии проектирования одежды дает возможность прогнозировать качество швейных изделий и обоснованно выбирать материалы в пакет одежды.
Преимуществами изобретения являются:
- приближение условий испытания к условиям формирования и эксплуатации одежды;
- расширение информативности характеристик;
- снижение материалоемкости.



Изобретение относится к технике испытаний и измерений, а именно к способам определения характеристик текстильных материалов при изгибе, и может быть использовано в легкой промышленности и сфере бытовых услуг. Способ определения драпируемости текстильных материалов приближает условия испытаний к условиям изготовления и эксплуатации одежды и дает объективную и развернутую характеристику свойств материалов при изгибе. Способ включает в подготовку и разметку объекта, фиксацию, измерение расстояния А между углами нижнего края образца. На одном образце в форме развертки усеченного конуса с образующей 400±1 мм и длиной малой дуги 200±1 мм осуществляют разметку для измерения линейных размеров по различным направлениям, например, под углами 15o, 30o, 45o, 60o и 75 o к продольному направлению. Фиксацию образца ведут в зажиме по малой дуге с образованием естественной драпировки с последующим измерением по размеченным линиям размеров, по которым судят об анизотропии изменений линейных размеров материала. При повторных измерениях расстояния А и линейных размеров образца по различным направлениям судят о кинетике драпируемости и изменений линейных размеров. 6 ил., 2 табл.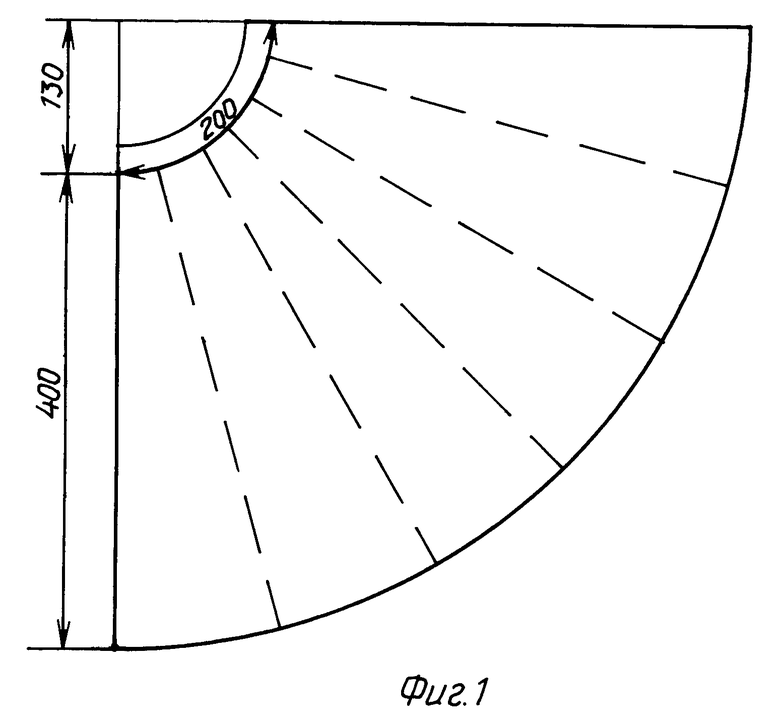
Способ определения драпируемости текстильных материалов, включающий подготовку и разметку объекта, фиксацию и измерение расстояния между углами нижнего края образца (А), по которому рассчитывают драпируемость, отличающийся тем, что на одном образце в форме развертки усеченного конуса с образующей 400 ± 1 мм и длиной малой дуги 200 ± 1 мм осуществляют разметку для измерения линейных размеров по различным направлениям, например под углами 15o, 30o, 45o, 60o и 75o к продольному направлению, а фиксацию образца ведут в зажиме по малой дуге с образованием естественной драпировки с последующим измерением по размеченным линиям размеров, по которым судят об анизотропии изменений линейных размеров материала, а при повторных во времени измерениях вышеуказанных величин - расстояния А и линейных размеров образца по различным направлениям - судят о кинетике драпируемости и изменений линейных размеров.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кукин Г.Н., Соловьев А.Н., Кобляков А.И | |||
| Текстильное материаловедение | |||
| - М.: Легпромбытиздат, 1992, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бузов Б.А., Алыменкова Н.Д., Петропавловский Д.Г | |||
| и др | |||
| Лабораторный практикум по материаловедению швейного производства | |||
| - М.: Легпромбытиздат, 1991, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления флюоресцирующей соли кремнекислого цинка | 1926 |
|
SU5012A1 |
| Ткани чистошерстяные и полушерстяные | |||
| Метод определения изменения линейных размеров тканей после мокрой обработки | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Стержневой замок с магнитным ключом | 1927 |
|
SU8710A1 |
| Материалы текстильные | |||
| Метод определения изменения размеров тканей после мокрой обработки | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Новицкий П.В., Зограф И.А | |||
| Оценка погрешностей результатов измерений | |||
| - Л.: Энергоатомиздат, 1985, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Френкель А.А | |||
| Прогнозирование производительности труда: методы и модели | |||
| - М.: Экономика, 1989, с | |||
| Солесос | 1922 |
|
SU29A1 |
