Изобретение относится к устройству для приклеивания заднего конца материала к намотанному рулону с использованием вакуумной системы для отвода конца материала от рулона, а также к способу его приклеивания.
Известны устройства для склеивания концов рулонов (патенты US-A-4 475 974, US-A-4 963 223, US-A-5 259 910 и US-A-5 242 525). Во всех известных склеивающих устройствах и, в частности, в устройствах по вышеприведенным патентам размотка заднего конца рулонного материала перед нанесением клея производится при удержании рулона в положении для размотки и с помощью потоков воздуха, выходящего из сопел, установленных в соответствующем положении и в подходящей ориентации. Эти воздушные струи поднимают задний конец рулонного материала и накрывают его, укладывая на поддерживающую поверхность. Затем рулон вращают для частичной размотки заднего конца так, чтобы на поддерживающей поверхности оставался задний конец заранее определенной и ограниченной длины. После этого необходимо перенести рулон с задним концом, остающимся в этом положении, на устройство нанесения клея. В известных склеивающих устройствах, раскрытых, например, в US-A-4 963 223 или US-A-4 475 974, рулон переносится поступательным перемещением пары валков, на которые опирается рулон, выполненный заодно с валками опорной поверхности, на которую размотан задний конец. Это необходимо, поскольку клей подается через сопла, непосредственно на задний конец, который после этого вновь наматывается на рулон. В патенте US-A-5 259 910 раскрыто новое склеивающее устройство, существенно упрощающее процесс склеивания и в которых после того, как конец рулона размотан, рулон перекатывается через щель, по которой непрерывно подается клей, поднимаясь вверх.
Известно устройство для приклеивания заднего конца материала намотанного рулона, содержащее транспортирующее средство для перемещения рулона, средства для разматывания и позиционирования заднего конца рулонного материала, устройство для нанесения клея на материал и средство для намотки заднего конца материала после нанесения клея (патент США N 5 242 525, кл. B 05 B 1/00, 07.09.93).
Такое устройство позволяет значительно снизить потребность в обслуживании, если не устранить ее совсем. Тем не менее, даже в этом усовершенствованном склеивающем устройстве требуется средство для перенесения рулона из положения разматывания в положение нанесения клея. Это необходимо, поскольку задний конец рулона разматывается воздушными струями и укладывается на поверхность, где конец вытягивается на требуемое расстояние для частичной намотки обратно на рулон. Таким образом, существует необходимость в последующем перемещении рулона из положения, в котором находится поверхность разматывания, в положение склеивания.
Техническим результатом изобретения является создание упрощенного склеивающего устройства, в котором можно использовать меньшее количество станций и, следовательно, более простые и более компактные системы транспортировки рулона.
Это достигается тем, что в устройстве для приклеивания заднего конца материала намотанного рулона, содержащем транспортирующее средство для перемещения рулона, средства для разматывания и позиционирования заднего конца рулонного материала, устройство для нанесения клея на материал и средство для намотки заднего конца материала после нанесения клея, средства для разматывания и позиционирования содержат вакуумное устройство, выполненное с возможностью создания разрежения вокруг рулона, отсоединения и отматывания заднего конца рулонного материала с рулона и позиционирования заднего конца перед нанесением клея на рулон устройством для нанесения клея.
Вакуумное устройство может быть выполнено с вакуумным зазором, проходящим вниз под траекторию движения рулона, для всасывания заднего конца рулона в вакуумный зазор.
Устройство может иметь датчики для определения длины заднего конца материала, отмотанного с рулона, которые содержат чувствительный элемент, установленный в вакуумном зазоре, между устьем зазора и вакуумным устройством.
Датчик может быть выполнен с возможностью регулирования для определения длины заднего конца, подлежащего разматыванию.
Устройство для нанесения клея может быть расположено рядом с вакуумным зазором, непосредственно за ним относительно направления транспортировки рулона, а средство для разматывания может содержать средство для удержания рулона в положении разматывания и по меньшей мере один валок для сообщения вращения рулону вокруг собственной оси.
Устройство может содержать установленную над валком подвижную поверхность, размещенную на расстоянии от валка, выбранном из условия остановки рулона между валком и противолежащей подвижной поверхностью, выполненной с возможностью перемещения в точке контакта с рулоном со скоростью, равной и направленной в противоположную сторону относительно окружной скорости валка в точке его контакта с рулоном, а противолежащая поверхность может быть образована участком гибкого привода, находящегося между концевыми валками.
Транспортирующее средство может иметь опорную поверхность, выполненную с отверстием для подачи клея, размещенным после средства для разматывания, при этом устройство для нанесения клея расположено в указанном отверстии, а гибкий привод, размещенный над опорной поверхностью приблизительно параллельно ей, имеет нижнюю ветвь, расположенную на расстоянии от опорной поверхности, приблизительно равном диаметру рулона.
За устройством для нанесения клея относительно направления движения рулона может быть расположен прижимной валок, размещенный над нижней ветвью гибкого привода для обжатия рулона после нанесения на него клея и наматывания заднего конца.
Гибкий привод или концевые валки могут быть установлены на подвижном узле для регулирования расстояния между гибким приводом и опорной поверхностью, расположенной под ним, а прижимной валок может быть установлен на узле, выполненном с возможностью регулировки его положения для изменения положения прижимного валка относительно устройства для нанесения клея.
Устройство может содержать подвижный выступ для удержания заднего конца материала на позиции размотки рулона, а также крышку, которая закрывает устройство для нанесения клея во время размотки заднего конца материала.
Устройство для нанесения клея может содержать емкость для клея с верхним отверстием для подачи клея, которая может иметь подвижный элемент, погруженный в клей, находящийся в емкости и выполненный с возможностью перемещения к указанному верхнему отверстию для нанесения клея на рулон при его прохождении над отверстием.
Устройство может также содержать средство отсечки для прекращения подачи вакуума при переносе рулона с разматывающего устройства на устройство для нанесения клея.
Транспортирующее средство может содержать транспортирующий элемент для транспортировки рулона с разматывающего средства на устройство для нанесения клея и для управления средством отсечки, при этом движение транспортирующего элемента определяет закрывание и открывание средства отсечки, причем транспортирующий элемент может быть выполнен с возможностью качания.
Средство для разматывания может содержать пару разматывающих валков для установки рулона, а транспортирующий элемент может быть выполнен с возможностью качания вокруг оси одного из разматывающих валков для снятия рулона с них и перекатывания его к устройству для нанесения клея.
Средство отсечки может содержать клапан с качающимся отсекающим элементом, удерживаемым в открытом положении одним или более пальцем, соединенным с транспортирующим элементом, а между устройством для нанесения клея и отверстием вакуумного зазора может быть установлен деформируемый барьер для предотвращения засасывания клея в зазор, при этом деформируемый барьер может быть выполнен с возможностью опускания во время переноса рулона на устройство для нанесения клея и представлять собой полосу пластикового, резинового или эквивалентного материала.
Устройство может содержать нагнетательное средство для облегчения начального разматывания заднего конца рулонного материала.
Средство для разматывания может содержать пару разматывающих валков, один из которых выполнен с возможностью качания вокруг оси вращения второго из них для переноса рулона на устройство для нанесения клея.
Техническая задача достигается также тем, что в способе приклеивания заднего конца материала намотанного рулона, при котором задний конец отсоединяют от поверхности рулона и отматывают от него на заранее определенную длину, наносят клей на участок рулонного материала для приклеивания заднего конца и обратно наматывают задний конец материала на рулон, задний конец отсоединяют и отматывают с рулона с использованием разрежения, генерируемого посредством всасывания в области вокруг рулона.
Клей могут наносить на участок рулонного материала, остающийся намотанным на рулон, а свободный конец материала - помещать на этот участок в процессе намотки.
На фиг. 1 показан вид сбоку первого варианта устройства по настоящему изобретению; на фиг. 2 - 6 последовательные этапы работы устройства по фиг. 1; на фиг. 7 - продольное сечение усовершенствованного устройства по фиг. 1; на фиг. 8 - устройство по настоящему изобретению с устройством нанесения клея иного типа; на фиг. 9 - вид сбоку усовершенствованного устройства; на фиг. 10 - увеличенный вид по фиг. 9; на фиг. 11 - 14 - последовательные этапы в увеличенном виде работы устройства по фиг. 9.
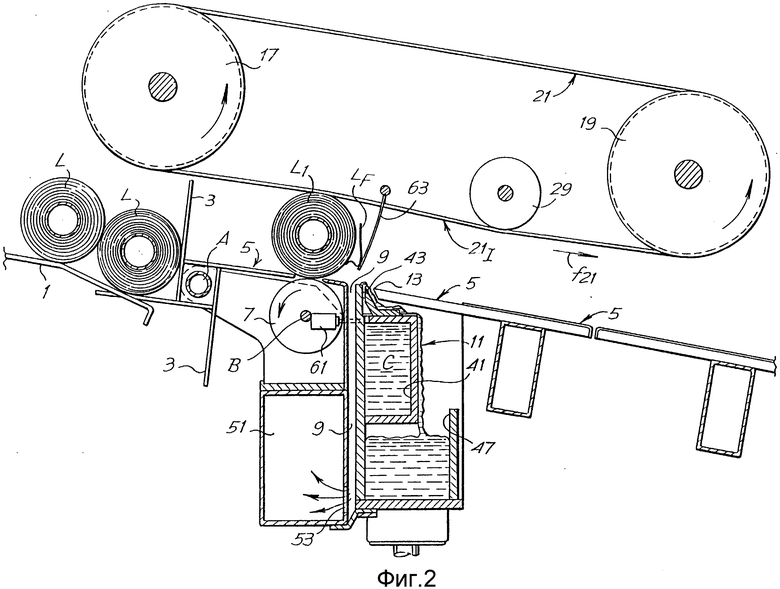
В первом варианте, показанном на фиг. 1 - 6, устройство по настоящему изобретению содержит входной лоток 1, на который последовательно подаются рулоны L от намоточной машины (не показана), расположенной вверх по технологической цепочке от настоящего устройства. На приложенных чертежах рулон L относится к типу, имеющему центральную бобину, однако очевидно, что работа устройства по настоящему изобретению не изменится, если оно будет применяться для склеивания рулонов без центральной бобины.
Позицией 3 обозначено подающее устройство, вращающееся вокруг оси A, которое подает рулоны по одному на опорную и транспортирующую поверхность, в целом обозначенную позицией 5. За подающим устройством 3 поверхность 5 содержит отверстие, из которого слегка выступает верхняя поверхность разматывающего валка 7, вращающегося вокруг фиксированной оси, обозначенной позицией B. За разматывающим валком 7 (который в иллюстрируемом примере вращается против часовой стрелки) расположен вакуумный зазор 9, ведущий вниз под поверхность 5. За устьем зазора 9 расположено устройство нанесения клея, в целом обозначенное позицией 11. Над устройством нанесения клея расположено отверстие 13 подачи клея, выполненное вдоль опорной и транспортирующей поверхности 5. Далее поверхность 5 продолжается к зоне выгрузки рулонов, где установлено собирающее средство (не показано), которое принимает склеенные рулоны и переносит их на резак, который нарезает отдельные рулоны на множество рулонов заранее определенной высоты.
Над опорной и транспортирующей поверхностью 5 расположен узел 15, подвешенный на цепи 16 на высоте, которая может регулироваться для подстройки под размеры рулона L для целей, которые поясняются ниже. Узел 15 содержит пару валков 17, 19, на которые надет гибкий привод 21, состоящий из одного или множества ремней. Гибкий привод имеет нижнюю ветвь 21I, которая проходит приблизительно параллельно опорной и транспортирующей поверхности 5. Расстояние между нижней ветвью 21I и поверхностью 5 регулируется системой, содержащей маховик 23 и редуктор 25, с помощью которой узел 15 может перемещаться вертикально, направляемый роликами 27 и соответствующими направляющими. Маховик 23 и редуктор 25 могут быть заменены редукторным электродвигателем или подобным устройством.
Между верхней и нижней ветвями гибкого привода 21 расположен прижимной валок 29, установленный в узле 31, который в свою очередь крепится на рычагах 33, 35, соединенных с подпружиненным элементом 37, который прижимает прижимной валок вниз к нижней ветви 21I гибкого привода 21. В узле 31 выполнен паз 31A, вдоль которого можно перемещать прижимной валок 29 для изменения его положения относительно устройства нанесения клея 11 для целей, которые будут описаны ниже.
Устройство нанесения клея 11 в варианте, показанном на фиг. 1 - 6, представляет собой направленный вверх колодезный дозатор, относящийся к типу, описанному в патенте US-A-5 259 910, содержание которого включено в настоящее описание путем отсылки. В настоящем описании будут кратко описаны лишь существенные части устройства 11 нанесения клея. Устройство нанесения клея 11 содержит емкость 41 для клея с верхним отверстием 43, которое расположено приблизительно заподлицо или слегка выступает из опорной и транспортирующей поверхности 5. Клей C, находящийся в емкости 41, находится под небольшим давлением и, следовательно, непрерывно - или более или менее непрерывно - выходит из верхнего отверстия 43. Позицией 45 обозначен рециркуляционный насос, который забирает клей из переливного бачка 47 и нагнетает его под небольшим давлением по трубе 49 в емкость 41. Клей, вышедший из отверстия 43 и не нанесенный на рулон, собирается в бачке 47 и подвергается рециркуляции.
В сообщении с вакуумным зазором 9 находится вакуумная емкость 51, соединенная с вакуумной линией (не показано). Вакуумная емкость 51 проходит по существу по всей ширине устройства под прямым углом к плоскости чертежа и имеет отверстие или множество отверстий 53, обеспечивающих сообщение между емкостью 51 и вакуумным зазором 9. Отверстия 53 расположены в нижней части вакуумного зазора 9.
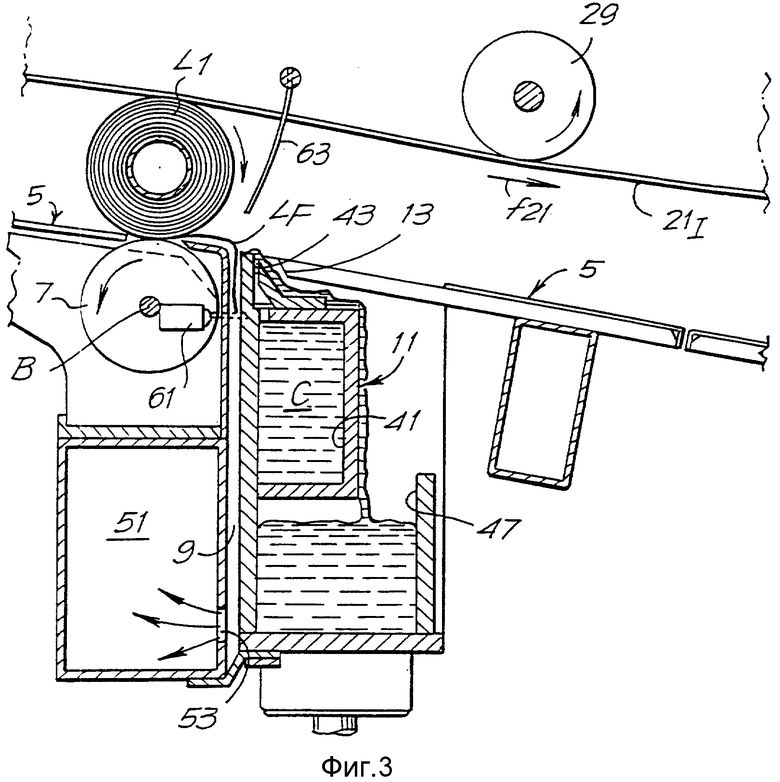
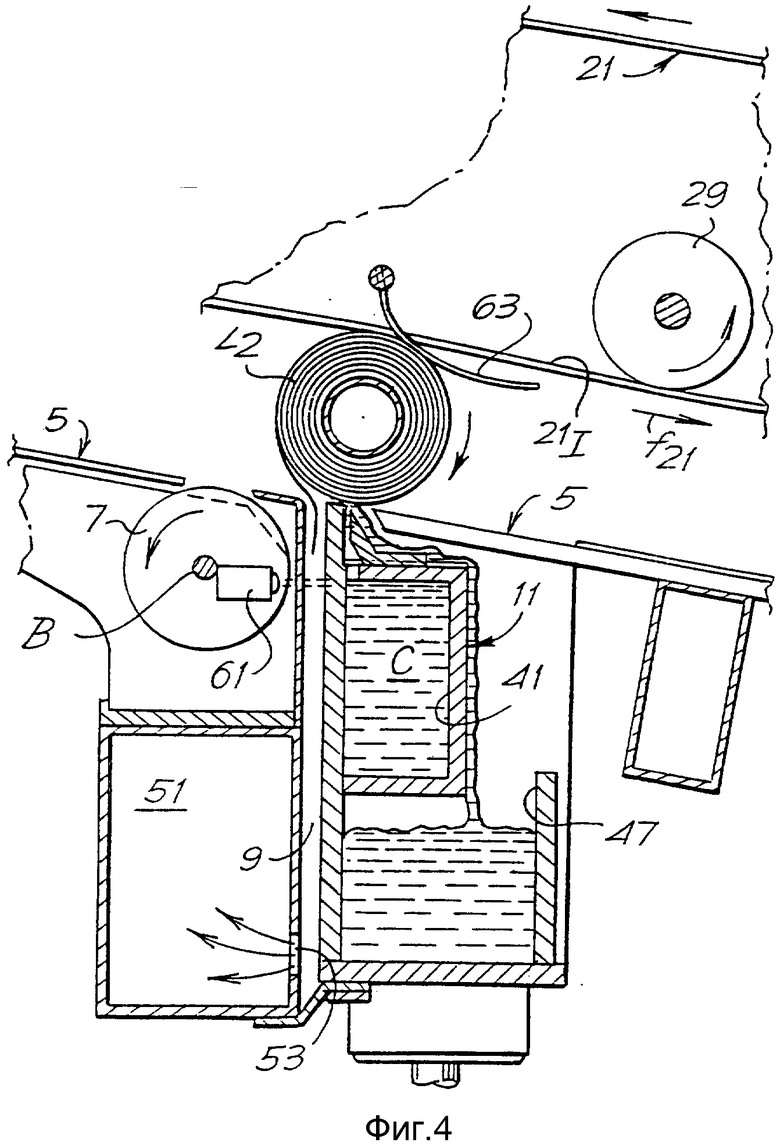
Вышеописанное устройство работает следующим образом. Каждый отдельный рулон L забирается из лотка 1 вращающимся подающим устройством 3 и выгружается на опорную и транспортирующую поверхность 5. Вращение подающего устройства 3 вокруг оси A вталкивает рулон в пространство между опорной и транспортирующей поверхностью 5 и нижней ветвью 21I гибкого привода 21. Этот привод приводится в движение в направлении, показанном стрелкой f21, одним из шкивов 17, 19, которые для данной цели имеют какой-либо привод. Таким образом, рулон L катится управляемым образом по первому участку опорной и транспортирующей поверхности 5. Следует отметить, что этот первый участок опорной и транспортирующей поверхности 5 имеет гребенчатую конструкцию, позволяющую вращаться подающему устройству 3. После качения на некоторое расстояние по поверхности 5 рулон L приходит в контакт с верхней частью разматывающего валка 7, которая выступает над поверхностью 5. Это положение показано на фиг. 2, где рулон, контактирующий с разматывающим валком, обозначен позицией L1. Когда рулон приходит в положение L1, он начинает вращаться вокруг своей оси (на чертеже по часовой стрелке), оставаясь в положении L1. Одновременно в вакуумном зазоре 9 возникает разрежение благодаря всасыванию, осуществляемому вакуумной емкостью 51. Следовательно, когда задний конец LF оказывается на правой стороне (фиг. 2) рулона L1, он отсоединяется от внешней поверхности рулона L1, разматывается с него и засасывается в вакуумный зазор 9. На фиг. 2 показан задний конец LF, когда он отсоединяется от внешней поверхности рулона L1, а на фиг. 3 показано положение, которое принимает задний конец LF после засасывания в вакуумный зазор 9. Валок 7 продолжает вращаться даже когда задний конец LF находится в вакуумном зазоре 9 и поэтому этот конец LF постепенно вытягивается из вакуумного зазора и наматывается обратно на рулон пока край конца LF не достигнет чувствительного элемента 61, который может быть оптическим или иным элементом. Положение чувствительного элемента 61 может регулироваться для изменения размотанной длины заднего конца. Альтернативно (или в комбинации) регулировка длины заднего конца может осуществляться соответствующей задержкой остановки вращения валка 7 относительно сигнала от чувствительного элемента 61. Этот элемент при обнаружении положения заднего конца останавливает вращение валка 7, заставляя тем самым рулон управляемо переместиться в положение L2, показанное на фиг. 4. В положении L2 рулон прокатывается по поверхности 5 над отверстием 43 устройства 11 нанесения клея. Таким образом, клей наносится на рулон в месте, открытом за счет частичного разматывания заднего конца LF.
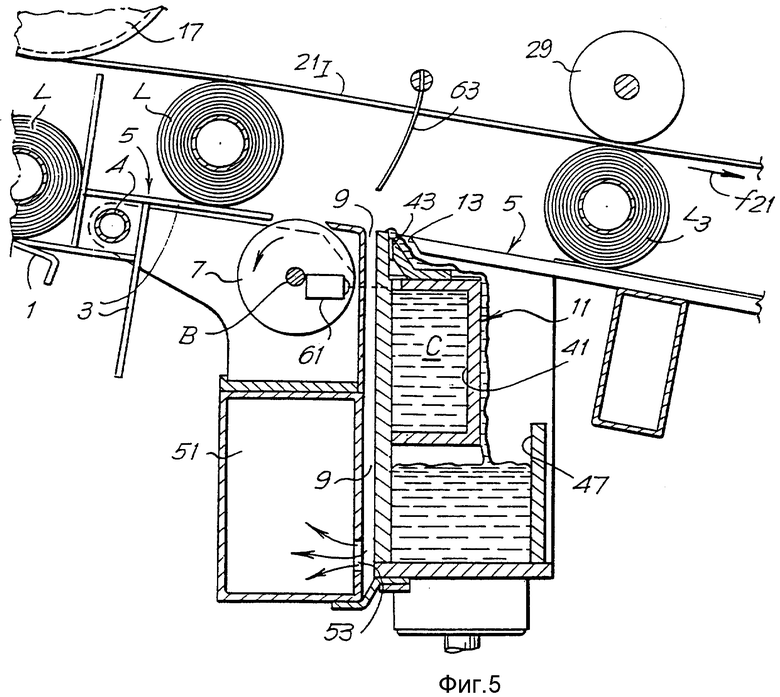
По мере того, как поступательное движение нижней ветви 21I гибкого привода 21 продолжается, рулон управляемо катится по опорной и транспортирующей поверхности 5 из положения L2 на фиг. 4 в положение L3 на фиг. 5, где рулон оказывается под прижимным валком 29, который прижимается к поверхности рулона в той точке, где должен приклеиваться задний конец. Положение прижимного валка 29 регулируется так, чтобы воздействовать на рулон в той точке, куда был нанесен клей, чтобы обеспечить лучшее склеивание без необходимости удерживать рулон в положении L3, заставляя его совершать в этом положении полный оборот.
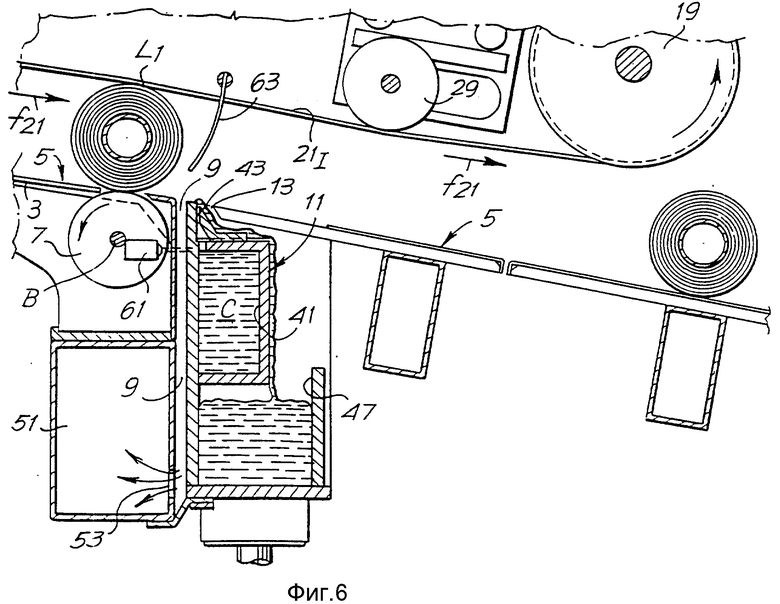
На фиг. 6 показан следующий этап, на котором склеенный рулон находится в зоне выгрузки, а новый рулон - в положении L1, где освобождается его задний конец.
Как показано, в частности на фиг. 2, задний конец LF, всосанный в вакуумный зазор 9, теоретически может при отсоединении от рулона случайно коснуться отверстия 43 устройства 11 нанесения клея и запачкаться клеем снаружи. Чтобы исключить такие случаи, в варианте, показанном на фиг. 1 - 6, применяется легко деформируемое упругое лезвие 63, которое в положении, показанном на фиг. 2, предотвращает падение заднего конца LF на раздающее отверстие 43 при отсоединении от рулона, но свободно позволяет рулону, приводимому гибким приводом 21 по поверхности 5, проходить через него.
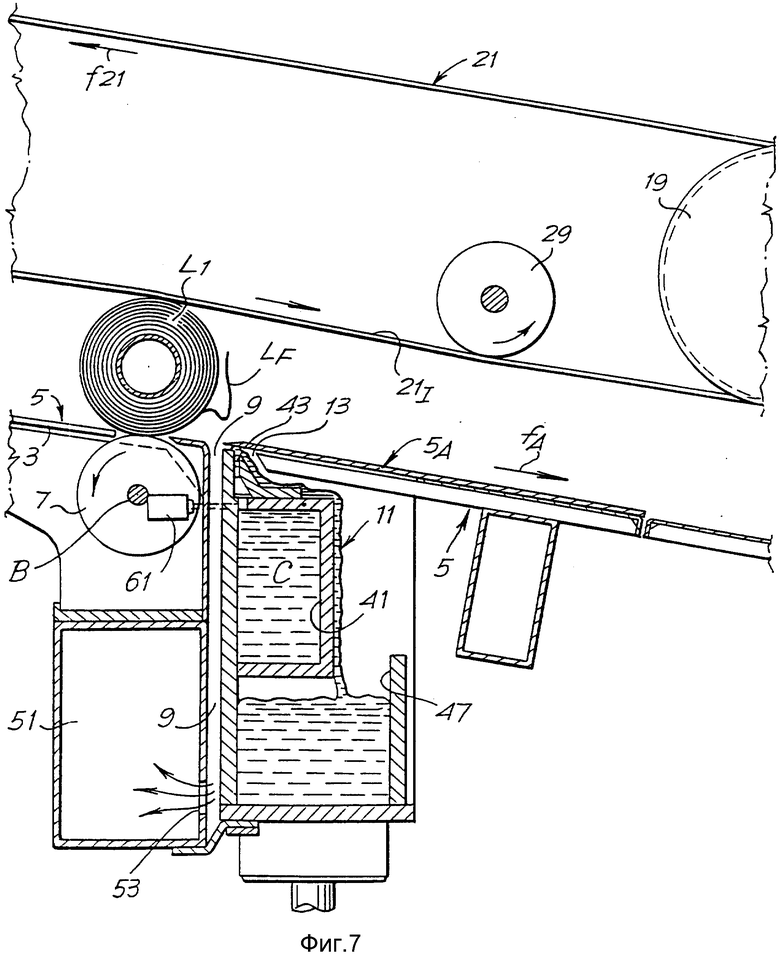
Вместо упругого лезвия 63 можно использовать систему закрывания отверстия 43, например схематически показанную на фиг. 7, где одинаковые детали обозначены теми же позициями, что и на фиг. 1 - 6. В этом случае участок поверхности 5 образован подвижной пластиной 5A, которая может принимать закрытое положение, показанное на фиг. 7, в котором эта пластина лежит на отверстии 43 нанесения клея до тех пор, пока задний конец LF не окажется в зазоре 9. После этого пластину 5A можно убрать (соответствующим не показанным приводом) в направлении по стрелке fA, показанной на фиг. 7, с тем, чтобы открыть отверстие нанесения клея и тем самым обеспечить возможность нанесения клея на рулон, когда он перекатывается через отверстие при движении к выходному участку.
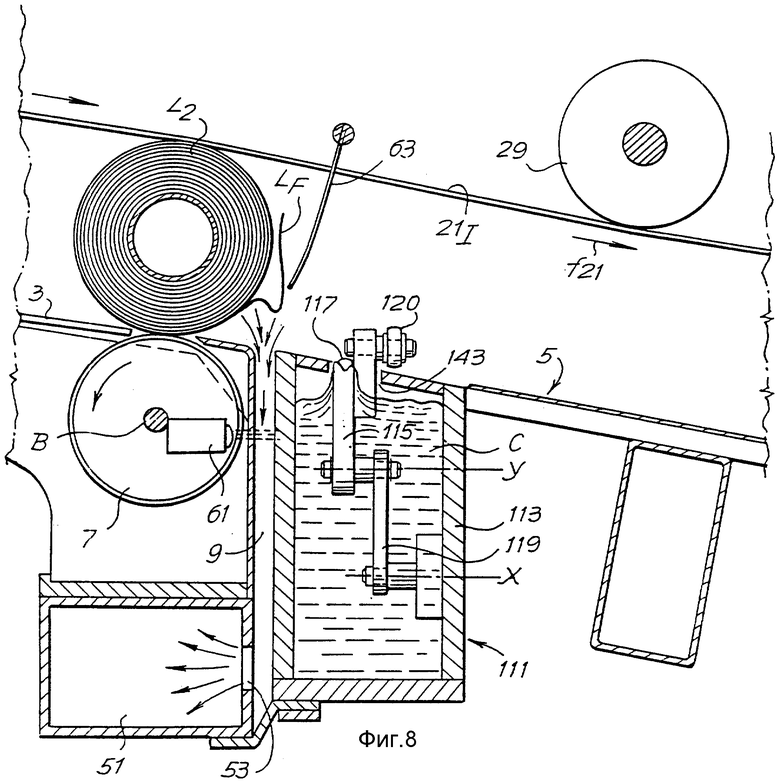
Следует понимать, что устройства, позволяющие отсоединять и частично разматывать задний конец рулона с помощью всасывания или разрежения, можно использовать и с несколько иными устройствами нанесения клея. На фиг. 8 схематически показано то же разматывающее устройство, соединенное с устройством нанесения клея, в целом обозначенным позицией 111 и имеющим некоторые незначительные конструктивные отличия. Коротко говоря, устройство 111 нанесения клея содержит емкость 113, содержащую клей C. Внутри емкости 113 установлен подвижный элемент 115, состоящий из поперечной штанги с вогнутой верхней поверхностью 117. Подвижный элемент 115 смонтирован по меньшей мере на двух качающихся рычагах 119 (на фиг. 8 показан лишь один из них), каждый из которых шарнирно установлен на шпинделе X, выполненном заодно с емкостью 113, и на шпинделе Y, выполненном заодно с подвижным элементом 115. Позицией 120 обозначен шарнир, соединяющий подвижный элемент 115 с поршневым или подобным приводом, который генерирует качающиеся перемещения рычагов 119 вокруг шпинделя X и, следовательно, поступательное перемещение подвижного элемента 115, который попеременно занимает верхнее положение, показанное на фиг. 8, и нижнее положение, в котором вогнутая поверхность 117 находится ниже поверхности клея C. В верхнем положении вогнутая поверхность 117 расположена на таком уровне, чтобы часть клея, собравшаяся на вогнутой поверхности 117, находилась приблизительно на одном уровне с поверхностью 5 в отверстии 143. Рулон L катится по поверхности 5 над раздающим отверстием 143, когда подвижный элемент находится в верхнем положении. После прохода каждого рулона подвижный элемент 115 опускается для захвата новой порции клея C для нанесения на следующий рулон. Придавая вогнутой поверхности 117 необходимые размеры, можно менять количество клея, наносимое в каждый конкретный момент.
Устройство нанесения клея, показанное на фиг. 8, имеет то преимущество, что оно способно отводить подвижный элемент 115 от опорной и транспортирующей поверхности 5 при разматывании заднего конца LF рулона. Таким образом, хотя на фиг. 8 задний конец показан на начальном этапе отсоединения от внешней поверхности рулона L и подвижный элемент показан в верхнем положении, можно задержать подъем элемента 115 до тех пор, пока задний конец LF рулона не будет полностью засосан в вакуумный зазор 9. Благодаря этому можно отказаться от лезвия 63 или любой другой системы, закрывающей дозирующее отверстие 143 при разматывании заднего конца LF.
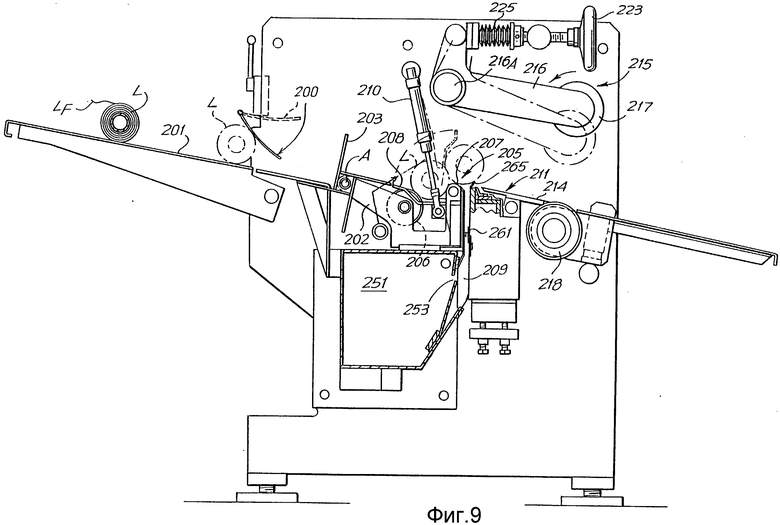
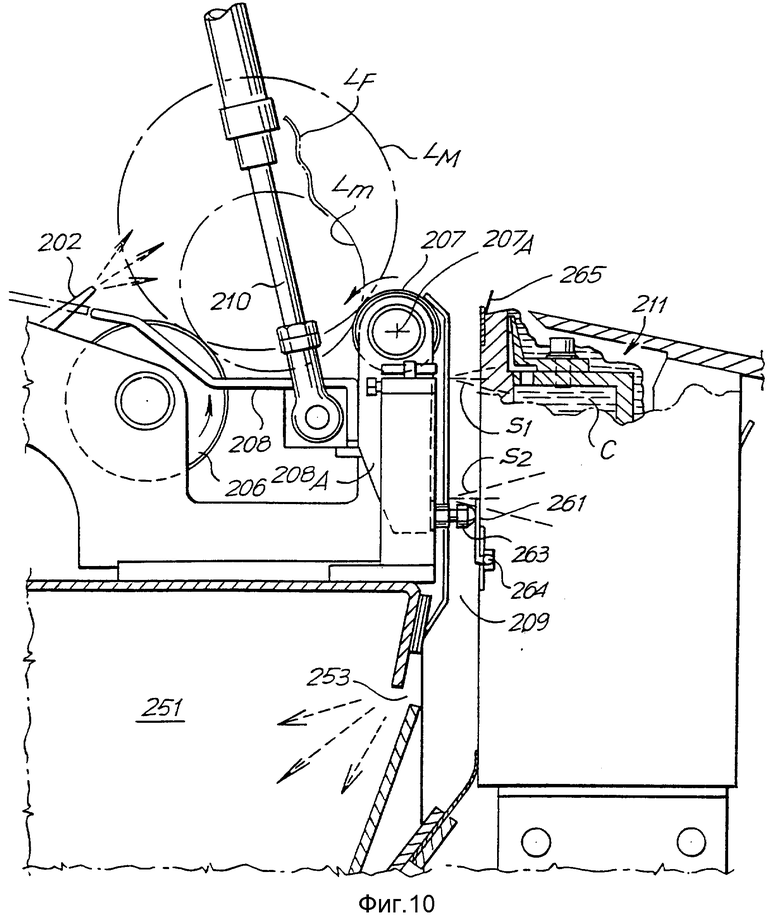
На фиг. 9 - 14 показан улучшенный вариант устройства по настоящему изобретению. В этом варианте устройство содержит лоток 201, на который с намоточной машины (не показана) последовательно поступают рулоны. Позицией 203 обозначено подающее устройство, вращающееся вокруг оси A и которое подает рулоны по одному с лотка 201 на участок размотки, в целом обозначенный позицией 205. Участок 205 имеет пару разматывающих валков 206 и 207, которые в показанном варианте имеют разные диаметры. Вместе с разматывающими валками 206, 207 установлен качающийся транспортирующий элемент 208, подвижно установленный на оси 207A, вокруг которой вращается и разматывающий валок 207. Этот качающийся транспортный элемент 208 имеет поршневой привод 210.
За разматывающим участком 205 расположено вакуумное пространство 209, приемное отверстие которого расположено непосредственно за валком 207.
За приемным отверстием вакуумного пространства 209 расположено устройство нанесения клея, в целом обозначенное позицией 211, за которым установлена обкатывающая поверхность 214, по которой катятся склеенные рулоны прежде, чем они выйдут из склеивающего устройства.
Над устройством 211 нанесения клея и над обкатывающей поверхностью 214 установлен качающийся узел 215, содержащий Г-образный рычаг 216, который качается вокруг оси 216A. На рычаге 216 установлен валок 217, расположенный приблизительно над другим валком 218, который слегка выступает из поверхности 214 для целей, которые поясняются ниже. Расстояние между валками 217 и 218 может регулироваться маховиком 223 и эластичной системой 225.
В показанном примере устройство 211 нанесения клея относится к типу вертикальных колодцев с подачей вверх и раздающее отверстие 243 аналогично описанному со ссылками на фиг. 1 - 6.
С вакуумным пространством 209 сообщается вакуумная емкость 251, подключенная к вакуумной линии (не показана). Вакуумная емкость 251 проходит приблизительно по всей ширине устройства под прямым углом к плоскости чертежа и имеет отверстие или множество отверстий 253, обеспечивающих сообщение с вакуумным пространством 209.
Внутри вакуумного пространства 209 расположен отсекающий клапан 261, подвешенный на оси 264, который под воздействием собственного веса, в сочетании с разрежением внутри емкости 251 и, по желанию, упругого средства (не показано) стремится сместиться в закрытое положение. Он удерживается в открытом положении одним или более пальцами 263, установленными на рычаге 208A качающегося транспортного элемента 208. Положение этого клапана, таким образом, определяется угловым положением качающегося транспортного элемента 208.
Между щелью 243 нанесения клея устройства 211 и отверстием вакуумного пространства 209 расположен язычок 265, выполненный из эластичного материала, например резины или пластмассы, который в ненагруженном состоянии принимает приблизительно вертикальное положение, показанное на фиг. 11 - 13.
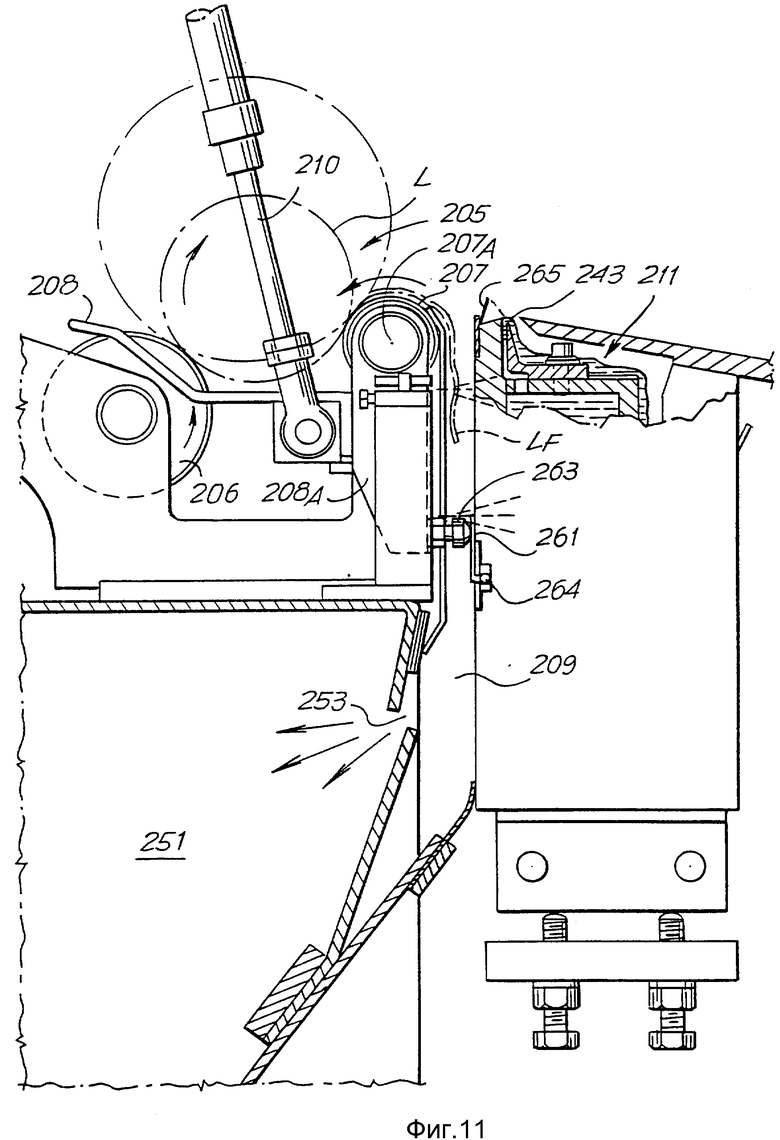
Описанное выше устройство работает следующим образом. Рулоны поступают от расположенной вверх по технологической цепочке намоточной машины (не показана) и катятся по лотку 201. Подпружиненная заслонка 200 предотвращает чрезмерную скорость поступающего на подающее устройство 203 рулона L. Каждый отдельный рулон L забирается с лотка вращающимся подающим устройством 203 и подается на два разматывающих валка 206, 207, а качающийся транспортный элемент 208 в это время находится в нижнем положении (фиг. 9 и 11). Когда рулон находится на разматывающих валках 206, 207, они вращаются против часовой стрелки и заставляют рулон L вращаться вокруг своей оси по часовой стрелке. Вращение разматывающих валков может начинаться непосредственно до или непосредственно после прихода рулона L. В этом положении давление в вакуумном пространстве падает. Следовательно, когда задний конец LF находится справа (фиг. 9 и 11) от рулона L, он отсоединяется от внешней поверхности рулона, разматывается с него и засасывается в вакуумный зазор 209. Разматывание заднего конца LF с рулона облегчается благодаря наличию системы воздушных сопел 202 (см., в частности, фиг. 9 и 10), которые поднимают задний конец LF с рулона, когда он вращается на разматывающих валках 206 и 207. Это приводит к ускорению попадания конца LF в вакуумный зазор 209. Кроме того, используя систему сопел 202, можно отмотать большую длину рулонного материала, что позволяет проводить более точные и легкие регулировки, когда задний конец принимает положение для склеивания.
Когда задний конец LF находится внутри вакуумного зазора 209, вращение разматывающих валков 206, 207 продолжается и, следовательно, этот конец постепенно вытягивается и наматывается обратно на рулон L пока его кромка не достигнет оптического или подобного датчика, который останавливает вращение валков 206, 207. Положение чувствительного элемента может регулироваться и/или остановка валков 206, 207 может задерживаться на регулируемый промежуток времени для получения требуемой длины заднего конца LF. На фиг. 10 крайние положения, которые может принимать чувствительный элемент, показаны позициями S1 и S2.
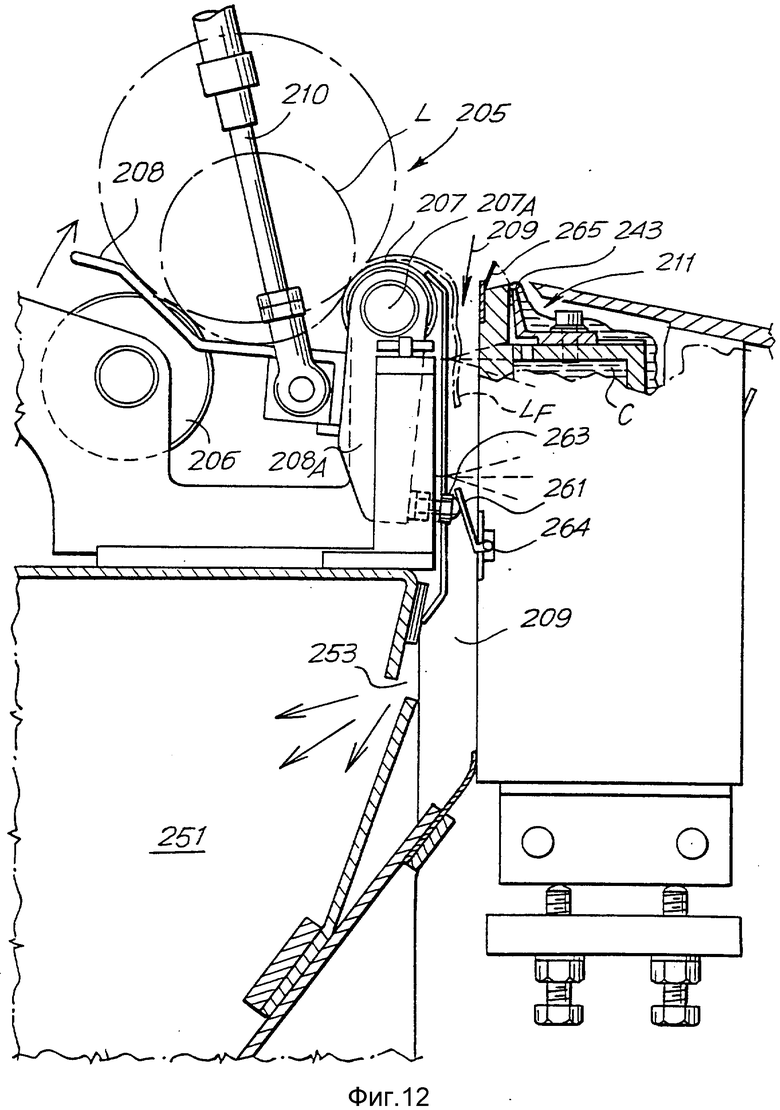
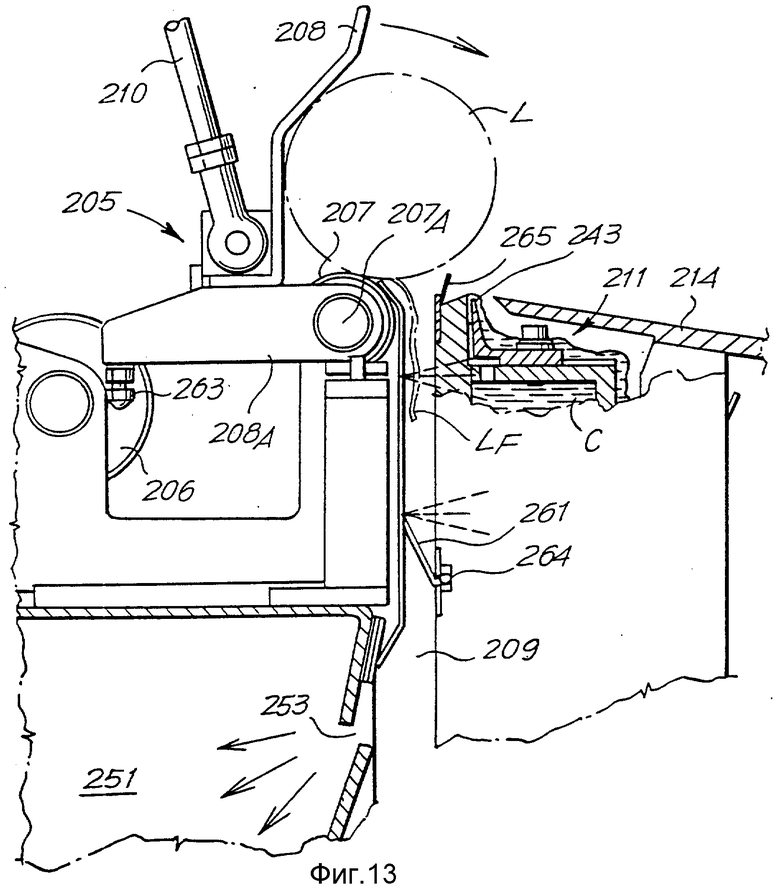
В этот момент, качающийся транспортирующий элемент 208 поворачивается вокруг оси 207A по часовой стрелке, чтобы постепенно перенести рулон L над щелью 243 устройства 211 нанесения клея. На фиг. 12 - 14 показаны последовательные этапы переноса рулона, который катится по поверхности валка 207 и, следовательно, над щелью 243 и, в итоге, достигает поверхности 214 обкатки. Как ясно показано на фиг. 10, качающийся транспортирующий элемент 208 имеет такую форму, чтобы обеспечивать перенос рулонов различных диаметров. На фиг. 10 позициями Lm и LM показаны минимальный и максимальный диаметры рулона.
Перенос рулона с разматывающих валков 206, 207 на детали, расположенные ниже по технологической цепочке, может осуществляться и без применения транспортирующего элемента 208, например, за счет установки валка 206 на рычаге, качающемся вокруг оси разматывающего валка 207. В этом случае пальцы 263 могут выполняться заодно с этим рычагом.
Во время поворота по часовой стрелке транспортирующего элемента 208 палец 263, выходя из вакуумного пространства, позволяет клапану 261 перекрыть это пространство и отсечь вакуум. Таким образом поток воздуха через устье вакуумного зазора 209 прекращается. Это предотвращает случайное засасывание клея из участка, расположенного вокруг щели 243 нанесения клея, особенно когда рулон L начинает приближаться к устью зазора 209. В этих условиях, если поток воздуха не перекрыть клапаном 261 или не отсечь вакуум, клей может попасть в зазор 209 из-за высокой скорости воздуха в области устья вакуумного зазора, частично перекрытого рулоном L.
Как ясно видно на фиг. 14, рулон L катится по эластичной заслонке 265, которая отклоняется, позволяя рулону перекатиться на устройство нанесения клея. В выдвинутом положении заслонка 265 предотвращает возможное случайное попадание клея в вакуумный зазор 209, когда он не перекрыт клапаном 261. Это позволяет абсолютно надежно предотвратить попадание клея в вакуумный зазор 209 даже без циклического отсекания вакуума в емкости 251, которое снижает скорость машины из-за инерции в связи с большим объемом камеры 251.
Транспортировка рулона через машину очень проста и легко достижима, поскольку траектория движения наклонена и перемещению рулона способствует сила тяжести.
Эластичная заслонка 265 может быть также заменена металлическим лезвием, оснащенным соответствующим упругим средством, например пружиной.
Когда рулон достигает обкатывающей поверхности 214, он начинает катиться к выходу и проходит между валками 217, 218, по меньшей мере один из которых (предпочтительно валок на фиксированной оси 218) является приводным. Давление, создаваемое верхним валком 217, обеспечивает приклеивание свободного конца к рулону, на который устройство 211 нанесло клей.
Транспортирующий элемент 208, клапан 261 и заслонка 265, описанные выше, могут использоваться также отдельно друг от друга и/или в одном из вариантов, описанных со ссылками на фиг. 1 - 8.
Следует понимать, что чертежи показывают только иллюстративный вариант, приводимый исключительно для практической демонстрации настоящего изобретения, которое может быть изменено в отношении формы и расположения деталей, не выходя за рамки концепции, лежащей в основе изобретения. Любые ссылочные позиции на прилагаемых чертежах предназначены исключительно для облегчения чтения формулы изобретения, в которой приведены ссылки на описание и чертежи, и не ограничивают объем изобретения, определяемый формулой.

Способ и устройство для приклеивания заднего конца свернутого в рулон материала используются в бумажной промышленности для запечатывания рулонов. Для приклеивания заднего конца материала намотанного рулона задний конец отсоединяют от поверхности рулона и отматывают на заранее определенную длину. Наносят клей на участок рулонного материала для приклеивания заднего конца и обратно наматывают задний конец материала на рулон. Задний конец отсоединяют и отматывают с рулона с использованием разрежения, генерируемого посредством всасывания в области вокруг рулона. Клей наносят на участок рулонного материала, остающийся намотанным на рулон, а свободный конец материала помещают на этот участок в процессе намотки, что позволяет упростить процесс склеивания и использовать более компактные системы транспортировки рулонов. 2 с. и 26 з.п. ф-лы, 14 ил.
Приоритет по пунктам:
10.12.93 по пп. 1 - 17, 27 - 28;
26.05.94 по пп. 18 - 26.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 5242525 A, 07.09.93 2 | |||
| Устройство для склейки лент на ротационных печатных машинах | 1987 |
|
SU1468837A1 |
| US 4475974 A, 09.10.84 4 | |||
| US 4963223 A, 16.10.90 5 | |||
| US 5259910 A, 09.11.93. | |||

