Изобретение относится к станку для изготовления рулонов из намотанного рулонного материала, например бумаги, папиросной бумаги, нетканых материалов и подобных изделий.
Более конкретно, настоящее изобретение относится к станку для одновременного изготовления нескольких рулонов на соответствующих трубчатых намоточных сердечниках, размещенных с аксиальным выравниванием в намоточной раме, образованной вращающимися цилиндрами.
Настоящее изобретение относится также к способу изготовления рулонов из рулонного материала, намотанного на трубчатых сердечниках.
Уровень техники
В бумагоперерабатывающей промышленности зачастую необходимо изготавливать относительно большие по диаметру рулоны из бумаги, намотанной на трубчатых намоточных сердечниках. Эта потребность возникает, например, при изготовлении рулонов из туалетной бумаги, бумажных полотенец и тому подобного для промышленного использования или общественного потребления, то есть там, где имеется потребность в рулонах, содержащих большое количество намотанной бумаги.
Для изготовления таких рулонов были разработаны различные типы станков, в которых один или несколько трубчатых намоточных сердечников размещены в раме, образованной двумя вращающимися намоточными валиками. Патент GB-А-2050317 описывает станок, который за один раз производит один рулон на трубчатом сердечнике. Сердечник размещается в боковом захвате, который в начале цикла намотки устанавливает в намоточной раме сердечник (на который уже был нанесен слой клея).
Аналогичный станок описан в патенте US-А-4456190.
Патент US-А-3727854 описывает станок, в котором намоточные сердечники последовательно вставляются в намоточную раму при помощи цепных талей и поворотных установочных средств.
В некоторых случаях в намоточной раме размещаются два или более сердечника с их аксиальным выравниванием. Затем рулонный материал нарезается в длину на его траектории перемещения к намоточным валикам. Результатом является одновременная намотка параллельно двух или более рулонов. Это дает возможность осуществлять намотку рулонов значительных диаметров и с аксиальными размерами, равными желательному окончательному размеру, тем самым избегая необходимости разрезания рулонов после их намотки. Такой станок производится компанией "Jagenberg Aktiengesellschaft", Дюссельдорф, Германия, и он известен под названием "Vari-Dur".
Другие примеры станков, в которых намотка осуществляется одновременно на два или более аксиально выравненных трубчатых сердечника, описаны в японской заявке на полезную модель JP 54-4806 и в патенте US-А-4157794.
В этих станках трубчатые сердечники уже размещены по аксиальному размеру, при котором выполняется намотка.
Промышленный станок, принадлежащий настоящему владельцу, под названием "Rodumat" имеет также станцию продольной резки, в которой трубка из картона или другого подходящего материала нарезается на несколько трубчатых сердечников уменьшенной длины, которые затем вставляются в намоточную раму. В этом станке на станции продольной резки в трубку вставляется оправка, служащая в качестве подкладки для режущих инструментов, после чего оправка, расположенная теперь внутри трубчатых сердечников, образованных путем нарезки трубки, вставляется в намоточную зону для формирования рулонов из рулонного материала. После намотки оправка извлекается и перемещается по траектории проведения повторного цикла к станции продольной резки. Следовательно, в этих станках необходимо иметь большое число оправок, две системы для установки и извлечения оправки в двух различных точках станка и траекторию проведения повторного цикла установки оправки.
Сущность изобретения
Задачей настоящего изобретения является создание перемоточного станка для одновременного изготовления нескольких рулонов на аксиально выравненных сердечниках, который является компактным и высокоэффективным.
Другая задача настоящего изобретения заключается в создании перемоточного станка, который содержит также на линии со средствами подачи рулонного материала средство для точной и эффективной резки трубок с получением трубчатых сердечников требуемой длины для намотки.
Еще одной задачей настоящего изобретения является создание станка, в котором можно быстро и удобно модифицировать длину отдельных трубчатых сердечников в соответствии с производственными нуждами.
Эти и другие задачи и преимущества, которые будут ясны специалистам в данной области техники при прочтении последующего текста, достигаются в перемоточном станке для изготовления рулонов из рулонного материала, содержащем пару намоточных валиков, определяющих намоточную раму, средства подачи рулонного материала к этой раме, средства продольной резки в длину рулонного материала, средства установки аксиально выравненных трубчатых намоточных сердечников в намоточную раму и станцию продольной резки, расположенную в верхнем направлении относительно намоточных валиков, с инструментами для разделения, под прямыми углами к их осям, трубок большой длины на трубчатые сердечники ограниченной длины.
Более конкретно, согласно изобретению станция продольной резки содержит оправку и средства для установки оправки в трубку, подлежащую нарезке, и для извлечения оправки из трубчатых сердечников, полученных путем разделения трубки, перед тем, как сердечники извлекаются из станции продольной резки.
Результатом является получение станка со всеми преимуществами перемоточных станков, в котором трубка продольно нарезается с помощью оправки, аксиально вставляемой в нее, непосредственно над зоной намотки. При этом исключаются недостатки, связанные с извлечением оправки в конце процесса намотки и с проведением повторного цикла перемещения извлеченных оправок от станции выталкивания рулона к станции продольной резки.
Здесь и ниже для ясности термин "трубка" будет использован для обозначения трубчатого сердечника перед его разделением под прямыми углами к его оси, тогда как термин "трубчатый сердечник" будет обозначать сердечник, полученный путем разделения трубки.
Следует понимать, что в дополнение к нарезке трубки в станции продольной резки могут быть предусмотрены средства для получения физически разделенных трубчатых сердечников или просто разрезов в форме перфораций, обеспечивая трубку сериями круговых перфораций или надрезов в плоскостях под прямыми углами к оси, где позднее трубка будет разделена на отдельные трубчатые сердечники, возможно после того, как материал был впервые намотан на них. Таким путем от станции продольной резки к намоточной раме трубка поступает с сериями надрезов или перфораций, которые разделяют ее на определенные отрезки, причем каждый отрезок последовательно определяет соответствующий трубчатый сердечник после устранения надрезов и перфораций. В последующем тексте термин "продольная резка" в общем случае будет означать любое действие, приводящее к разделению трубки на серии отрезков, которые дают начало, на любой стадии производственного процесса, сериям трубчатых сердечников. Термин "трубчатые сердечники" используется для показа всех отрезков, на которые разделена трубка, даже если эти отрезки еще не были разделены один от другого, а просто определены линиями надрезов или перфорацией.
Другие положительные особенности станка и способа согласно изобретению иллюстрируются в прилагаемых пунктах формулы и будут описаны более подробно со ссылками на пример предпочтительного варианта осуществления.
Перечень фигур чертежей
Более ясное понимание изобретения будет получено путем описания и сопровождающего чертежа, показывающего практический и не ограничивающий пример варианта осуществления.
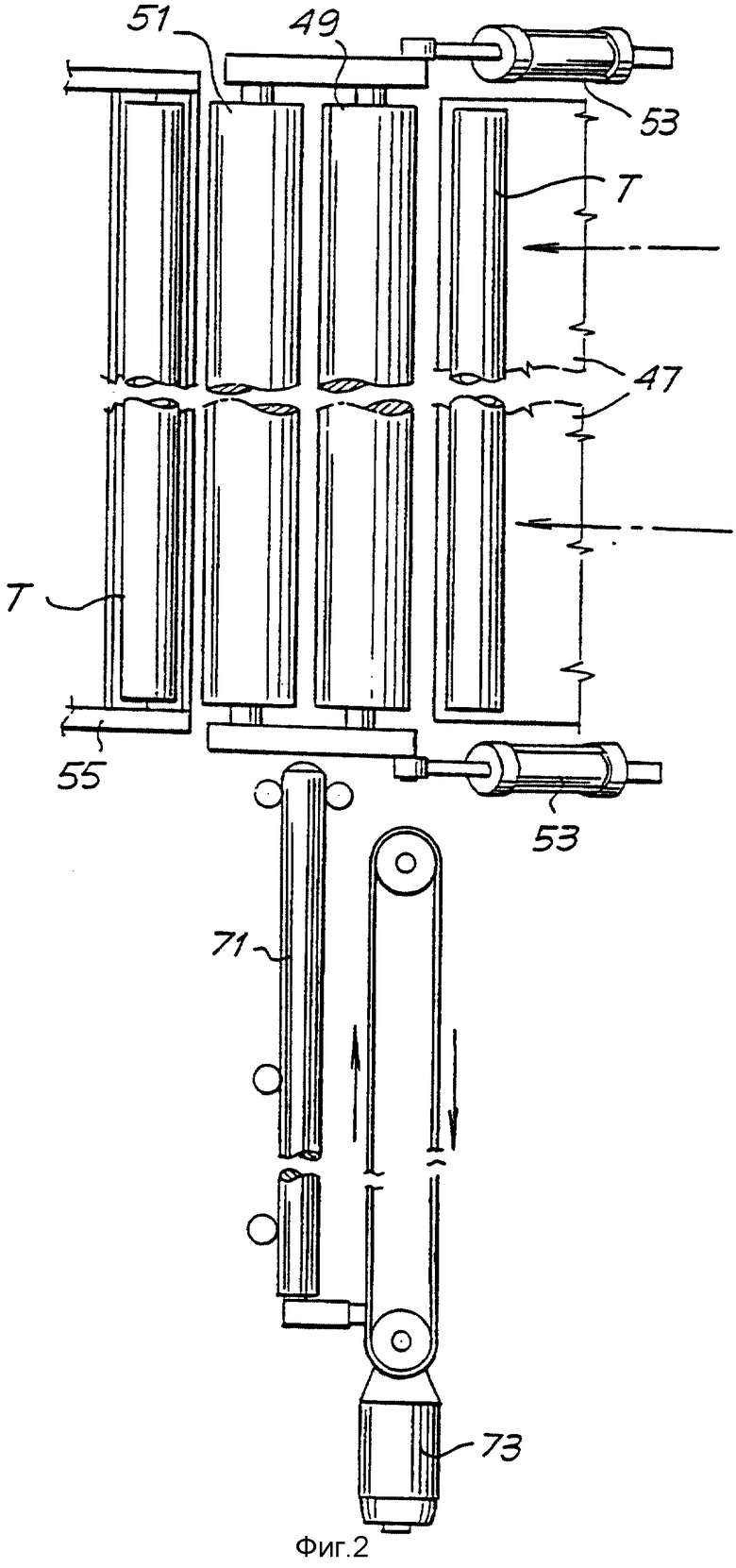
Фиг.1 показывает схематический вид сбоку станка согласно изобретению.
Фиг.2 - общий вид зоны, в которой продольно нарезаются трубчатые сердечники.
Сведения, подтверждающие возможность осуществления изобретения
Из фиг. 1 видно, что станок содержит пару намоточных валиков 1 и 3 на параллельных осях, расположенных рядом друг с другом, для формирования намоточной рамы 5. Над намоточной рамой расположен третий валик 9, который может перемещаться вертикально, как показано стрелкой f9. Три валика 1, 3, 9 образуют область намотки, в которой формируются рулоны из рулонного материала вокруг трубчатых сердечников А, которые вставляются, когда это требуется, в намоточную раму 5 способом, описанным ниже.
Рулонный материал N подается снизу через щель 11 между двумя намоточными валиками 1, 3. Вдоль траектории рулонного материала расположены разгонный валик 13 и серии резцов 14, которые действуют в комбинации с круговыми пазами, сформированными в намоточном валике 1, для продольной резки рулонного материала N на полосы, более узкие, чем общая ширина рулонного материала N. Сбоку валиков 1, 3 установлен эжекторный фартук 15, на который не оказывают воздействия законченные рулоны.
На фиг.1 серии рулонов, аксиально выравненных и готовых для извлечения, показаны как R1. Рулоны R1 перемещаются от рамы 5 к эжекторному фартуку 15 при помощи качающегося рычага 17, подвешенного на оси 19 к станку, причем это качающееся перемещение контролируется приводом 18 типа поршень/цилиндр. На свободном конце качающегося рычага 17 установлен прижимной ролик 21 для воздействия на поверхность рулонов R1 и их извлечения.
Эжекторный фартук 15 имеет небольшой наклон во внешнюю сторону и на его более низком конце расположены два цилиндра 23, 25 стороной к стороне. Цилиндр 25 установлен на фиксированной оси, тогда как ось цилиндра 23 может поворачиваться вокруг оси цилиндра 25 и ее поворотное перемещение контролируется приводом 27 типа поршень/цилиндр. Цилиндр 23 может занимать три различных положения относительно цилиндра 25, одно из которых показано сплошной линией на фиг.1, тогда как два других - пунктирными линиями и отмечены как 23Х и 23Y. Один или оба цилиндра 23, 25 моторизованы. Функция пары валиков 23, 25 более подробно будет разъяснена ниже.
В эжекторном фартуке 15 выполнена поперечная прорезь, вдоль которой продвигается каретка 31, которая может перемещать эжекторный фартук 15 в направлении, в основном перпендикулярном направлению, в котором рулоны прокатываются на фартуке 15.
Каретка 31 переносит первое сопло 33 и второе сопло 35 для подачи подходящего клея к рулонному материалу и к трубчатым намоточным сердечникам способом, описанным ниже. Каретка 31 также переносит резец 37, который разрезает рулонный материал при завершении намотки.
На противоположной от эжекторного фартука 15 стороне станка предусмотрены средства для подачи и разрезания трубок и вставки трубчатых намоточных сердечников. Эти средства содержат магазин 41 с трубками Т (изготовленными, например, из картона), подаваемыми непосредственно от машины, в которой они были изготовлены, или из большего хранилища. На нижнем конце магазина 41 вращающийся раздатчик 43, управляемый приводом 45, принимает по одной трубке Т из магазина 41 и выгружает их на пандус 47. В конце пандуса 47 расположена пара цилиндров 49, 51 стороной к стороне на параллельных осях. Цилиндр 51 установлен на фиксированной оси, тогда как цилиндр 49 может поворачиваться с его осью вокруг оси цилиндра 51. Это поворотное перемещение контролируется приводом 53 типа поршень/цилиндр. Один или оба цилиндра 49, 51 моторизованы и производят разрезание трубок Т для получения трубчатых сердечников требуемых длин способом, более подробно описанным ниже.
Ниже пары цилиндров 49, 51 расположены средства 55 установки, которые поворачиваются вокруг оси намоточного валика 3, причем поворотное перемещение контролируется приводом 57 типа поршень/цилиндр.
Выше пары цилиндров 49, 51 расположена опора 61 с направляющей 63 типа ласточкина хвоста, проходящей крестообразно относительно рулонного материала N. Ползуны 65 позиционированы и заблокированы в точках вдоль направляющей 63 и каждый из них переносит свой собственный инструмент 67 продольной резки в форме режущего диска, который может быть поднят и опущен, как показано двойной стрелкой f67. Каждый режущий диск смонтирован на своем собственном ведущем вале.
Станок, как он описан выше, работает следующим образом: раздатчик 43 принимает трубку Т из магазина 41 и выгружает ее на пандус 47; трубка Т сама позиционируется в раме между цилиндрами 49 и 51 и в этом положении при помощи привода 73 цилиндрическая оправка 71 (см. также фиг.2) вставляется в трубку Т. Диаметр оправки 71 немного меньше внутреннего диаметра трубки Т с тем, чтобы ее можно было легко вставлять и извлекать.
Как только оправка 71 вставлена в трубку Т, инструменты 67 опускаются и надавливают на трубку для проникновения по толщине картона (или другого подходящего материала, например пластмассы), формирующего трубку Т. Цилиндры 49, 51 вращаются для поворота трубки Т и оправки внутри нее, которая для этой цели поддерживается консольным образом на опорных подшипниках, обеспечивающих ее легкое вращение вокруг собственной оси.
Таким образом трубки Т разрезаются инструментами 67, которые действуют в комбинации с оправкой 71, на трубчатые сердечники А укороченной длины, соответствующей аксиальной длине рулонов, которые требуется изготовить. Присутствие оправки внутри трубки Т обеспечивает быстрое и точное разрезание, производимое без деформации трубчатого материала.
Как упоминалось выше, инструменты 67 могут производить круговые перфорации в отличие от полного разрезания по линиям разъединения трубки Т. Перфорации разделяют трубку на трубчатые сердечники, которые, однако, остаются прикрепленными один к другому по перфорациям и разделяются, как только рулонный материал наматывается на них.
В дополнение к упомянутому разрезанию инструменты 67 также производят два боковых разрезания для исключения обрезков от головной и хвостовой частей трубки. Затем обрезки удаляются, например, при помощи средств всасывания (не показаны).
Когда трубка Т разделена на серии трубчатых сердечников А (отделенных один от другого или объединенных линиями перфораций, произведенными инструментами 67), оправка 71 аксиально извлекается при помощи привода 73 для выгрузки трубчатых сердечников А. Они выгружаются на средства 55 установки, которые находятся в положении, показанном сплошными линиями на фиг.1. Выгрузка сердечников А на средства 55 установки осуществляется путем поворота цилиндра 49 от привода 53 вокруг оси цилиндра 51.
Когда разрезанные трубчатые сердечники достигают положения А1 на средствах установки, последние, в свою очередь, поворачиваются приводом 57 в направлении положения, показанного пунктирными линиями и отмеченного как 55Х, где трубчатые сердечники А выгружены в положении А2 на раму 5 между валиками 1, 3. На этом этапе валики 1 и 3 временно стационарны и валик 9 находится в поднятом положении, показанном как 9Х пунктирными линиями на фиг. 1. Рулонный материал N обматывается частично вокруг периферии намоточного валика 1 и, следовательно, трубчатые сердечники А приходят в контакт с рулонным материалом, когда они выгружены на раму 5.
Положение резцов 14 и режущих инструментов 67 таково, что каждый трубчатый сердечник А будет соответствовать одной из полос, полученных путем продольного разрезания рулонного материала N резцами 14.
Когда трубчатые сердечники А располагаются в положении А2, они обеспечивают линию клея, нанесенного соплом 35, установленным на каретке 31, которая для этой цели продвигается вдоль прорези в фартуке 15. Серии сопел 16 в эжекторном фартуке 15 подают струю воздуха, которая заворачивает полученный край материала вокруг трубчатых сердечников в положении 2. Затем валик 9 опускается до контакта с поверхностями этих трубчатых сердечников, которые таким образом контактируют в тремя валиками 1, 3, 9. Когда три валика 1, 3, 9 начинают поворачиваться в одинаковом направлении, трубчатые сердечники А поворачиваются и соответственно клей, нанесенный на них, контактирует с рулонным материалом, который в результате начинает наматываться на сердечники.
Поскольку вращение намоточных валиков 1, 3, 9 продолжается, формируются серии рулонов R1, каждый на своем собственном трубчатом сердечнике А. Поскольку рулоны формируются на сердечниках А в намоточной раме 5, новая трубка Т выгружается на цилиндры 49, 51 для разделения на новые серии трубчатых сердечников А, которые будут вставлены в раму 5 на последующем цикле намотки.
При завершении намотки валики 1, 3 и 9 останавливаются и качающийся рычаг 17 при помощи привода 18 поворачивается по часовой стрелке, как показано стрелкой fl7, для выведения серий рулонов R1 на эжекторный фартук 15. Рулоны R1 выкатываются на фартук 15 и останавливаются на краю последнего, когда они сталкиваются с цилиндрами 25, 23, причем последние находятся для этой цели в положении 23Y. R2 показывает положение рулонов R, когда они завершают выкатывание на эжекторный фартук 15.
При достижении этого положения рулонный материал N все еще связан с рулонами R2 и должен быть отрезан таким образом, чтобы намотка могла начаться на следующих сериях трубчатых сердечников А, которые доставляются в намоточную раму 5 способом, описанным выше.
В этом положении рулона каретка 31 производит крестообразное движение таким путем, чтобы выполнялись одновременно три действия:
1. для подачи при помощи сопла 33 линии клея на область рулонного материала, расположенную между траекторией каретки 31 и рулонами в положении R2,
2. для разрезания рулонного материала крест-накрест при помощи резца 37, и
3. для подачи линии клея при помощи сопла 35 на новые трубчатые сердечники, которые тем временем были помещены в раму 5 в положении А2 способом, описанным выше.
После того, как рулонный материал был разрезан резцом 37, рулоны R2 вращаются таким образом, чтобы также намотать хвостовой конец рулонного материала, образованный при операции резания резцом 37. Поскольку хвостовой конец переносит клей, поданный соплом 33, вращение рулонов R2 также вызывает приклеивание и закрывание хвостового конца этих рулонов.
Для этой цели цилиндр 23 перемещается в положение 23Х, при котором оси цилиндра 23, 25 в основном находятся в более высоком положении, выравниваясь в горизонтальной плоскости. Таким образом рулоны R2 поддерживаются только цилиндрами 23, 25, а не эжекторным фартуком 15, это означает, что вращение цилиндров 23, 25 против часовой стрелки будет закрывать свободный конец рулонов R2.
Затем рулоны, теперь законченные и приклеенные, выгружаются на конвейерную ленту или другое подходящее устройство (не показаны) путем перемещения цилиндра 23 в положение, показанное сплошными линиями на фиг.1. Альтернативно выгрузка может производиться путем аксиального толкания рулона выталкивателем, который продвигается между цилиндрами 23, 25 параллельно их осям, причем в этом случае может быть немного увеличено расстояние между цилиндрами 23, 25.
При относительно длительном времени намотки, требуемом для формирования рулонов R большого диаметра, операции намотки свободных концов рулонов в положении R2 и продольной резки трубок Т выполняются вне намотки рулонов в раме 5.
Понятно, что чертеж показывает только пример исключительно практической демонстрации изобретения, который далее может варьироваться в формах и устройствах без выхода за рамки той концепции, на которой базируется изобретение. Любые отсылочные позиции в прилагаемых пунктах формулы присутствуют для облегчения прочтения пунктов со ссылкой на описание и чертеж и не ограничивают объем защиты, представленный этими пунктами.
Станок содержит пару намоточных валиков, определяющих намоточную раму, средства подачи рулонного материала к раме, средства продольной резки в длину рулонного материала, средства установки аксиально выравненных трубчатых намоточных сердечников в намоточной раме и станцию продольной резки, расположенную в верхнем направлении относительно намоточных валиков, с инструментами для разделения под прямыми углами к их оси трубки большой длины на трубчатые сердечники ограниченной длины. Станция продольной резки содержит оправку со средствами для установки оправки в трубку и для извлечения оправки из трубчатых сердечников, полученных путем разделения упомянутой трубки. Изобретение позволяет высокоэффективно изготовлять одновременно несколько рулонов с модификацией длины трубчатых сердечников. 2 с. и 3 з.п.ф-лы, 2 ил.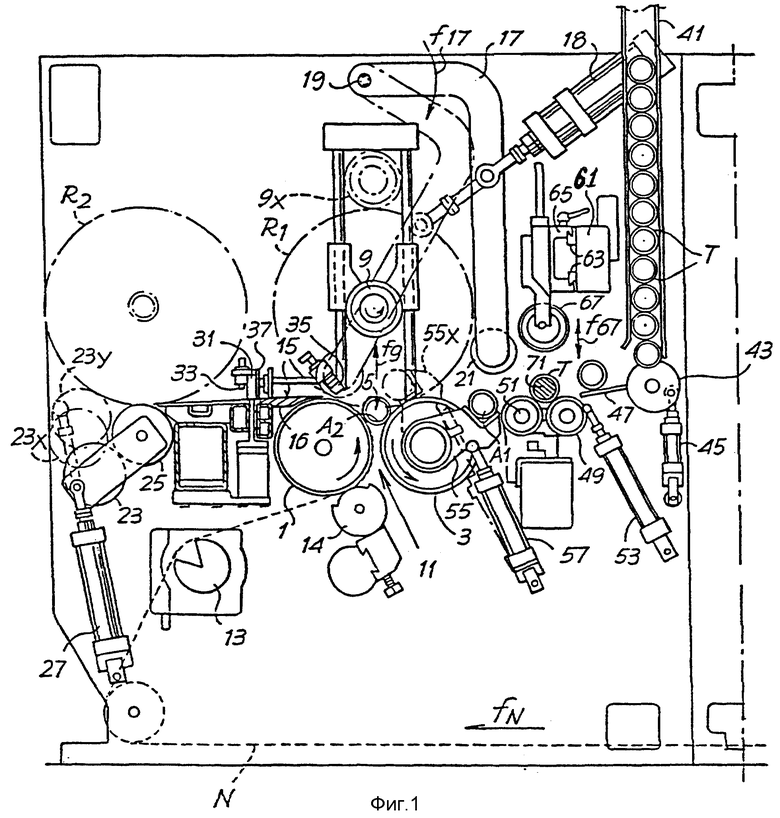
| US 4157794 А, 12.06.1979 | |||
| US 3727854 А, 17.04.1973 | |||
| Способ получения сложных эфиров целлюлозы и карбоновых кислот | 1977 |
|
SU767123A1 |
| US 4695006 А, 22.09.1987 | |||
| Линия продольного раскроя рулонного материала | 1989 |
|
SU1650543A1 |
| Машина для разделения и перемотки полотна | 1988 |
|
SU1637661A3 |
| Автомат для намотки ленточного материала | 1979 |
|
SU791577A1 |

