Изобретение относится к компрессоростроению и может быть использовано при изготовлении рабочих колес центробежных компрессоров, вентиляторов, насосов и радиальных турбин.
Известен из а.с. СССР N 800431, кл. F 04 D 29/28, 1979 г. [1] Способ изготовления рабочего колеса центробежного компрессора, включающий изготовление основного и покрывного дисков и изготовление методом штамповки заготовок лопаток, имеющих вспомогательные припуски с технологическими базами, установку по технологическим базам заготовок лопаток в сборочное приспособление с образованием лопастной решетки, обработку в сборочном приспособлении лопаток с получением поверхностей, сопрягающихся с соответствующей поверхностью основного диска, обработку лопаток с получением поверхностей, сопрягающихся с соответствующей поверхностью покрывного диска, соединение основного и покрывного дисков по соответствующим сопрягающимся поверхностям с лопатками методом пайки или сварки.
Недостатками известного способа изготовления центробежного колеса компрессора являются недостаточная точность изготовления в связи с погрешностями, связанными с упругими свойствами материала лопаток, которые проявляются как в процессе получения заготовок методом штамповки, так и в процессе механической обработки лопаток с получением поверхностей, соприкасающихся соответствующими поверхностями основного и покрывного дисков из-за недостаточной точности ориентации лопаток относительно оси колеса, а также дороговизна получения заготовок из-за дороговизны штамповочного оборудования.
Из [1] известно сборочное приспособление для изготовления колеса центробежного компрессора, содержащее кольцевой элемент с поверхностью для установки заготовок лопаток и прижимные элементы.
Недостатками известного сборочного приспособления является его сложность из-за наличия дополнительных средств фиксации и сложной конфигурации опорного кольцевого элемента, поверхность которого должна соответствовать поверхности сопряжения основного диска.
Настоящее изобретение направлено на устранение указанных выше недостатков, как способа изготовления колеса центробежного компрессора, так и сборочного приспособления.
В способе изготовления рабочего колеса центробежного компрессора, включающего изготовление основного и покрывного дисков и заготовок лопаток, имеющих вспомогательные припуски с технологическими базами, установку по технологическим базам заготовок лопаток в сборочное приспособление с образованием лопастной решетки, обработку в сборочном приспособлении заготовок лопаток с получением поверхностей, сопрягающихся с соответствующей поверхностью основного диска, обработку заготовок лопаток с получением поверхностей, сопрягающихся с соответствующей поверхностью покрывного диска, соединение основного и покрывного дисков с лопатками по соответствующим сопрягающимся поверхностям методом пайки или сварки, предлагается изготовление каждой заготовки лопатки осуществлять вырезанием кольцевого сектора из предварительно изготовленного кольца, выполненного с поверхностями, соответствующими боковым поверхностям лопатки и с вспомогательным припуском в виде внешнего или внутреннего буртов, расположенных со стороны, с которой выполняют поверхность, сопрягаемую с покрывным диском, и имеющих общую торцевую поверхность, установку заготовок лопаток в сборочное приспособление осуществляют по вышеуказанной торцевой поверхности с закреплением их с помощью прижимных элементов, воздействующих на бурты, соединение основного диска с лопатками выполняют непосредственно после обработки заготовок лопаток с получением поверхностей, сопрягающихся с поверхностью основного диска, в далее отделяют сборочное приспособление от основного диска с лопатками и обработку лопаток с получением поверхностей сопряжения с покрывным диском производят на металлообрабатывающем оборудовании с использованием технологических баз основного диска.
В сборочном приспособлении для изготовления колеса центробежного компрессора, содержащего кольцевой элемент с поверхностью для установки заготовок лопаток и прижимные элементы, предлагается поверхность для установки заготовок лопаток выполнить плоской и заключенной между кольцевыми буртами, а прижимные элемента расположить на кольцевом элементе в пределах поверхности для установки заготовок лопаток, при этом расстояние между буртами выбрано с возможностью обеспечения соответствующей ориентации заготовок лопаток с ограничением их перемещения в радиальном направлении относительно оси сборочного приспособления.
На фиг. 1 представлены варианты поперечных сечений колец, из которых выполняют заготовки лопаток;
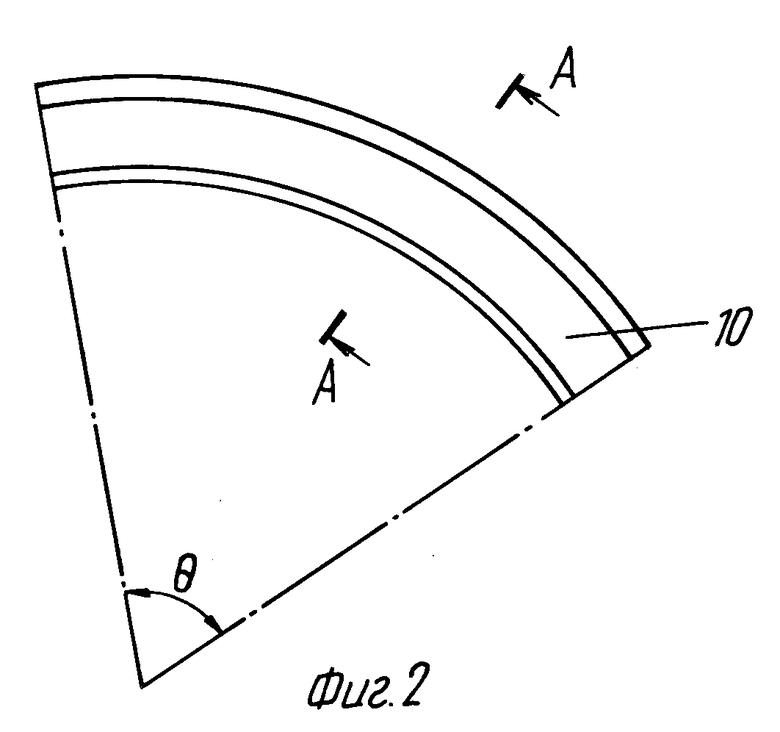
на фиг. 2 представлен вид сверху заготовки лопатки;
на фиг. 3 представлены варианты поперечных сечений заготовки лопатки;
на фиг. 4 - поперечное сечение сборочного приспособления с закрепленными заготовками лопаток;
на фиг. 5 - вид сборочного приспособления по сечению Б-Б;
на фиг. 6 - поперечное сечение рабочего колеса центробежного компрессора в сборе.
Способ изготовления колеса центробежного компрессора включает изготовление основного и покрывного дисков 1 и 2 (фиг. 6) и заготовки 10 (фиг. 2) лопаток 3 (фиг. 6) с вспомогательными припусками с технологическими базами, установку по технологическим базам заготовок 10 лопаток 3 в сборочное приспособление 11 с образованием лопастной решетки (см. фиг. 5), обработку в сборочном приспособлении 11 заготовок 10 лопаток 3 с получением поверхностей 17, сопрягающихся с соответствующей поверхностью основного диска 1, обработку заготовок 10 лопаток 3 с получением поверхностей 18, сопрягающихся с соответствующей поверхностью покрывного диска 2, соединение основного и покрывного дисков 1 и 2 с лопатками 3 по соответствующим поверхностям методом пайки или сварки, причем изготовление каждой заготовки 10 лопатки 3 осуществляют вырезанием кольцевого сектора из предварительно изготовленного кольца 4 (см. фиг. 1), выполненного с поверхностями 5 и 6, соответствующими боковым поверхностям лопатки 3, и с вспомогательным припуском в виде внешнего и/или внутреннего буртов, расположенных со стороны, с которой выполняют поверхность 18, сопрягаемую с диском 2, и имеющих общую торцевую поверхность 7, установку заготовок 10 лопаток 3 в сборное приспособление 11 осуществляют по вышеуказанной торцевой поверхности 7 с закреплением их с помощью прижимных элементов 12, воздействующих на бурты 8 и 9, соединение основного диска 1 с лопатками 3 выполняют непосредственно после обработки заготовок 10 лопаток 3 с получением поверхностей 17, сопрягающихся с поверхностью основного диска, а далее вынимают из избыточного приспособления 11, основной диск 1 с лопатками 3 и обработку лопаток 3 с получением поверхностей 18 сопряжения с покрывным диском 2 производят на металлообрабатывающем оборудовании с использованием технологических баз основного диска 1, а далее отделяют сборочное приспособление 11 от основного диска 1 с лопатками 3.
Сборное приспособление 11 (см. фиг. 4 и 5) содержит кольцевой элемент 13 с поверхностью 14 для установки заготовок 10 лопаток 3 и прижимные элементы 12, причем поверхность 14 для установки заготовок 10 лопаток 3 выполнена плоской и заключенной между кольцевыми буртами 15 и 16, а прижимные элементы расположены на кольцевом элементе 13 в пределах поверхности 14 для установки заготовок 10 лопаток 3, при этом расстояние между кольцевыми буртами 15 и 16 выбраны с возможностью обеспечения соответствующей ориентации заготовкой 10 лопаток 3 с ограничением их перемещения в радиальном направлении относительно оси сборочного приспособления 11.
Сборочное приспособление 11 функционирует следующим образом.
На поверхность 14 устанавливаются поверхностями 7 заготовки 10 лопаток 3, который ограничиваются в перемещении в радиальном направлении кольцевыми буртами 15 и 16. За бурты 8 и 9 заготовки 10 лопаток 3 крепятся прижимными элементами 12 к кольцевому элементу 13.
Сборочное приспособление с закрепленными заготовками 10 лопаток 3 устанавливается на металлообрабатывающее оборудование, на котором в результате обработки получают поверхности сопряжения лопаток 3 с основным диском 1, который потом накладывают на лопатки 3 и присоединяют методом пайки или сварки. После этого основной диск 1 с лопатками 3 снимают с сборочного приспособления и дальнейшая обработка лопаток 3 ведется с использованием технологических баз основного диска 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ КОЛЕС ЦЕНТРОБЕЖНЫХ КОПРЕССОРОВ | 2011 |
|
RU2459980C1 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 1996 |
|
RU2120568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ КОЛЕС ЦЕНТРОБЕЖНЫХ МАШИН | 2004 |
|
RU2270935C2 |
| Рабочее колесо центробежного компрессора | 1991 |
|
SU1815430A1 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2010 |
|
RU2450165C1 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2012 |
|
RU2503854C1 |
| Рабочее колесо центробежного компрессора | 1989 |
|
SU1633161A1 |
| Рабочее колесо центробежного компрессора | 1990 |
|
SU1703863A1 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2010 |
|
RU2449179C1 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА (ВАРИАНТЫ) | 2010 |
|
RU2445516C1 |




Изобретения могут быть использованы при изготовлении рабочих колес центробежных компрессоров, вентиляторов, насосов и радиальных турбин. Способ изготовления рабочего колеса центробежного компрессора включает изготовление основного и покрывного дисков и заготовок лопаток с вспомогательными припусками и технологическими базами. Заготовку лопатки получают вырезанием кольцевого сектора из кольца, выполненного с поверхностями, соответствующими боковым поверхностям лопатки, и с внешним и/или внутренними буртами, расположенными на конце колеса со стороны, с которой получают поверхность сопряжения с покрывным диском, и имеющими общую торцевую поверхность. Заготовки лопаток устанавливают в сборочное приспособление по торцевой поверхности с образованием лопастной решетки и закрепляют с помощью прижимных элементов и ведут обработку с получением поверхностей с сопряжения с основным диском. Основной диск накладывают на лопатки и соединяют с ними методом пайки или сварки. Далее основной диск с лопатками вынимают из сборочного приспособления и устанавливают на металлообрабатывающее оборудование с использованием технологических баз основного диска. Ведут обработку лопаток с получением поверхностей сопряжения с покрывным диском, который после соединяют с лопатками. Сборочное приспособление содержит кольцевой элемент с плоской установочной поверхностью, заключенной между кольцевыми буртами, и прижимные элементы, установленные на кольцевом элементе. При этом расстояние между кольцевыми буртами выбрано с возможностью обеспечения соответствующей ориентации заготовок лопаток с ограничением их перемещения в радиальном направлении относительно оси сборочного приспособления. Использование изобретений позволит упростить изготовление колеса и конструкцию сборочного приспособления. 2 с.п. ф-лы, 6 ил.
| SU, авторское свидетельство, 800431, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

