Изобретение относится к компрессоростроению, в частности к способам изготовления рабочего колеса центробежного компрессора.
Известен способ изготовления рабочих колес центробежных компрессоров, в котором соединение основного и покрывного дисков рабочего колеса центробежного компрессора осуществляют методом пайки твердым припоем с последующей термообработкой для обеспечения механических свойств (Шнепп В.Б. Конструкция и расчет центробежных компрессорных машин. - М.: Машиностроение, 1995, стр.99, рис.3.18, стр.100).
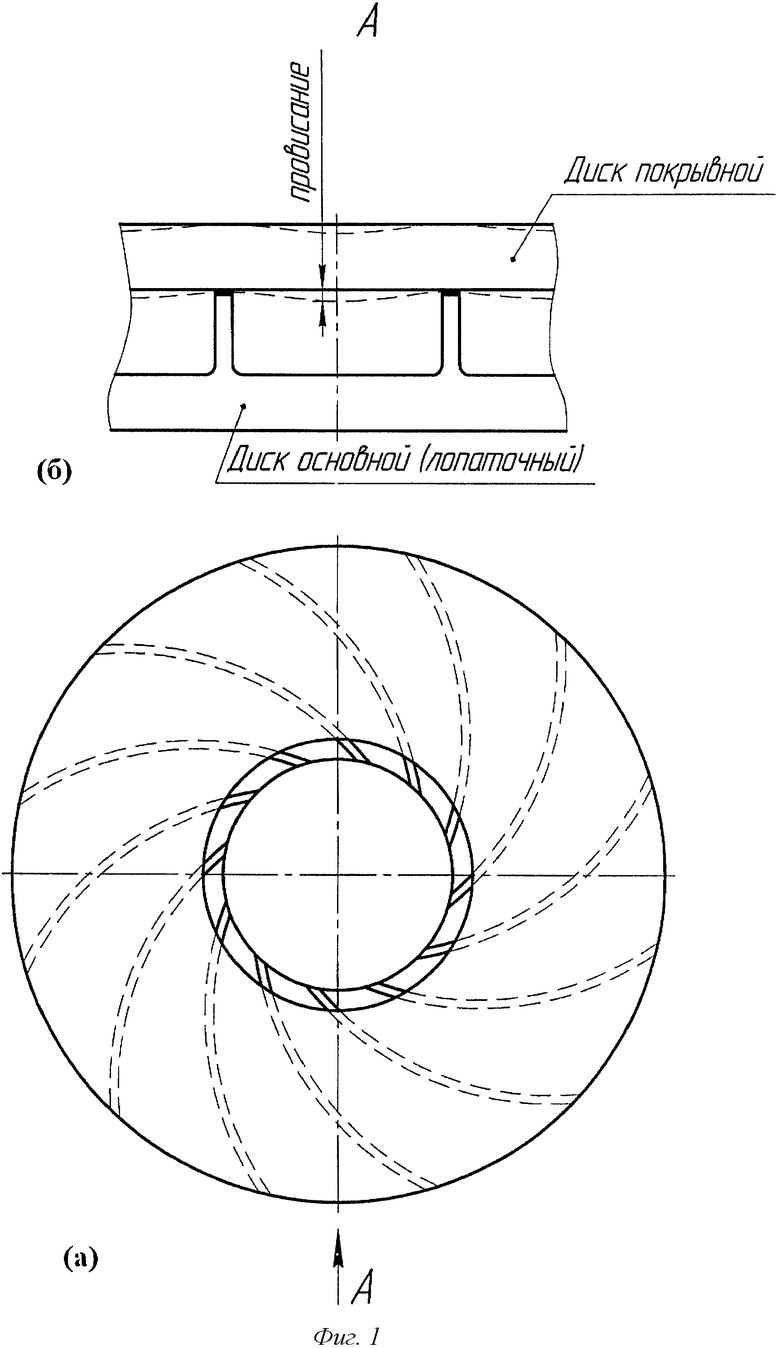
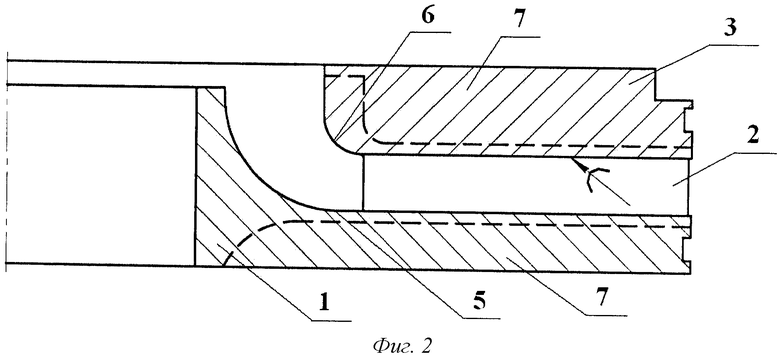
Для исключения провисания полотна покрывного диска в межлопаточном пространстве (фиг.1б) в результате снижения прочности материала под действием высоких температур (1200°С) с не спариваемой стороны основного и покрывного дисков предусматривается значительный технологический припуск (фиг.2, 3).
На рабочих колесах диаметром до 600 мм такая технология дает положительный результат.
Однако с увеличением диаметров колеса в процессе термообработки при 1200°C с закалкой в воду, в результате кратковременной разности температур по толщине дисков происходит коробление в радиальном сечении пропорционально длине радиального сечения, что приводит к отрыву дисков по паяному шву.
Задачей изобретения является устранение в процессе термообработки отрыва дисков по паяному шву на рабочих колесах диаметром свыше 600 мм.
Техническим результатом является снижение коробления дисков в радиальном сечении.
Технический результат изобретения достигается за счет того, что в способе изготовления рабочих колес центробежных компрессоров путем соединения основного и покрывного дисков методом пайки твердым припоем с последующей термообработкой согласно предложению на поверхности дисков в области технологического припуска выполняют кольцевые канавки.
Сущность изобретения поясняется чертежами, где:
- на фиг.1а схематично изображен вид сверху известного рабочего колеса центробежного компрессора;
- на фиг.1б схематично изображен фрагмент известного рабочего колеса центробежного компрессора с провисанием полотна покрывного диска в межлопаточном пространстве (вид А на фиг.1б);
- на фиг.2 схематично изображен фрагмент известного рабочего колеса центробежного компрессора, на котором показан значительный технологический припуск, предусматриваемый с не спариваемых сторон основного и покрывного дисков;
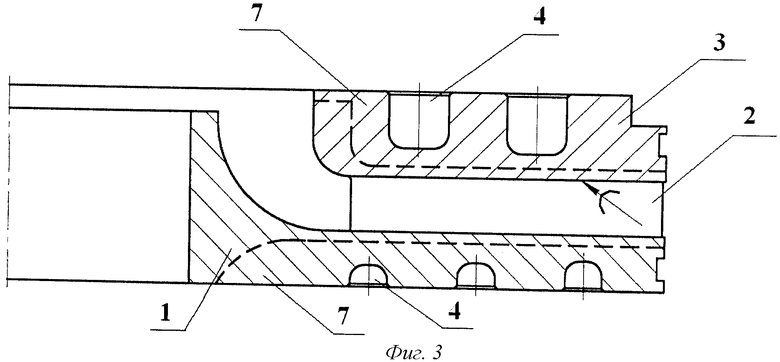
- на фиг.3 схематично изображен фрагмент рабочего колеса центробежного компрессора, изготовленного предложенным способом, на котором показаны кольцевые канавки, выполненные в зоне технологического припуска.
Способ изготовления рабочих колес центробежных компрессоров осуществляется следующим образом.
Лопатки 2 устанавливают в сборочное приспособление, которое устанавливают на металлообрабатывающий станок, например токарный, и обрабатывают по копиру сопрягаемые поверхности 5, 6 лопаток 2 под основной 1 и покрывной 3 диски. На основной диск 1 накладывают лопатки 2 в сборочном приспособлении, предварительно обработав сопрягаемые поверхности 5 лопаток 2 припоем. Затем обрабатывают сопрягаемые поверхности 6 лопаток 2 под покрывной диск 3 припоем и накладывают покрывной диск 3. Пайку производят одновременно в вакууме. После пайки сборочное приспособление демонтируют и производят механическую обработку наружной поверхности колеса начисто.
Токарным путем выполняют кольцевые канавки 4 в зоне технологического припуска 7 дисков 1, 3 (фиг.2, 3), которые делят диск в радиальном сечении на отдельные короткие зоны, коробление в каждой зоне меньше кратно количеству зон. При этом коробление отдельных зон не суммируется, так как кольцевые канавки 4 создают эффект мембраны, значительно снижающий напряжение в паяном шве.
При рассмотрении колеса в радиальном сечении тело дисков между кольцевыми канавками образуют кольцевые ребра, удерживающие полотно диска от провисания в межлопаточном пространстве (фиг.1б).
Проведенные опытные данные на колесах 3.603.995-01 диаметром 900 мм в трех случаях подряд дали положительный эффект. Четыре колеса, изготовленные до применения вышеописанного способа, забракованы из-за разрывов паяного шва на входе и на выходе.
Размеры и количество канавок для каждого типоразмера колес определяются из условия обеспечения примерно равной сопротивляемости от коробления при пайке. При этом необходимо обеспечить припуск на окончательную механическую обработку колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА И СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 1996 |
|
RU2120567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2001 |
|
RU2186261C1 |
| Способ изготовления рабочих колес центробежных машин | 1976 |
|
SU632465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2652252C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2432502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2276635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО РАБОЧЕГО КОЛЕСА ЭКСГАУСТЕРА С ДВУХСТОРОННИМ ВХОДОМ "СТИЛ-ВОРК" | 2013 |
|
RU2545120C2 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2015 |
|
RU2618372C2 |
| Способ изготовления рабочего колеса центробежного компрессора из аустенитно-мартенситной стали | 2024 |
|
RU2837205C1 |
| Способ изготовления рабочих колес центробежных машин | 1981 |
|
SU948527A2 |
Изобретение относится к компрессоростроению, в частности к способам изготовления рабочего колеса центробежного компрессора. Техническим результатом является снижение коробления дисков в радиальном сечении. Указанный технический результат достигается тем, что в способе изготовления рабочих колес центробежных компрессоров путем соединения основного и покрывного дисков методом пайки твердым припоем с последующей термообработкой согласно изобретению на поверхности дисков в области технологического припуска выполняют кольцевые канавки. 3 ил.
Способ изготовления рабочих колес центробежных компрессоров путем соединения основного и покрывного дисков методом пайки твердым припоем с последующей термообработкой, отличающийся тем, что на поверхности дисков в области технологического припуска выполняют кольцевые канавки.
| Способ крепления покрывного диска рабочего колеса центробежной турбомашины | 1976 |
|
SU578478A1 |
| Способ сборки многоступенчатого компрессора с горизонтальным разъемом статора | 1985 |
|
SU1343112A1 |
| СПОСОБ СБОРКИ МНОГОСТУПЕНЧАТОЙ ВИХРЕВОЙ МАШИНЫ | 1991 |
|
RU2006683C1 |
| ЦЕНТРОБЕЖНЫЙ КОМПРЕССОР | 2000 |
|
RU2189502C2 |
| Трансформаторный датчик угловых перемещений | 1975 |
|
SU511518A1 |
| DE 4321173 A1, 12.01.1995. | |||

