Изобретение относится к способу изготовления консервной банки, при котором корпус банки получают способом глубокой вытяжки из плоского материала, в частности алюминиевой полосы или полосы из луженой жести, имеющий по меньшей мере в зоне его плоского края покрытие, в частности запечатывающий слой, и в котором на фланце плотно запечатывается с применением давления и/или тепла крышка из пленочного материала, в частности алюминиевой фольги, с дополнительным покрытием, в частности с дополнительным запечатывающим слоем.
Такой способ известен из DE 3344441. При этом корпус банки и крышка герметично соединяются друг с другом посредством процесса запечатывания, при котором запечатывающий слой запечатывают посредством запечатывающего инструмента под воздействием давления и/или тепла. При этом процесс запечатывания осуществляется после заполнения корпуса банки консервирующим материалом. Однако при этом процессе заполнения не исключается, что часть консервируемого материала попадает на плоские края фланцев корпуса банки, вследствие чего запечатывающий слой нарушится и при дальнейшем процессе запечатывания могут возникнуть проблемы с герметизацией.
Поэтому из практики известен способ изготовления консервной банки, при котором дополнительно к корпусу банки изготавливают запечатывающую прокладку (так называемое "запечатывающее кольцо"), которое, со своей стороны, соединяется с крышкой или пленкой крышки соединением материалов и после заполнения консервной банки накладывается на краевой фланец корпуса банки. Недостатком этого способа является, однако, что корпус банки и запечатывающая прокладка, которая выполняется, как правило, в качестве запечатывающего кольца, должны изготавливаться отдельно друг от друга. При этом во время изготовления запечатывающего кольца возникают значительные отходы, обусловленные технологией изготовления, так как необходима только та часть поверхности, которая впоследствии накладывается на краевой фланец, в то время как внутри зоны кольца и вблизи кольца остаются неиспользованные зоны поверхности плоского материала.
Другой способ вышеуказанного типа известен из выложенной заявки ФРГ DE-OS 1586288. При этом применяется дополнительно выкладываемая запечатывающая прокладка, выполненная из термопласта.
Исходя из этого в основу изобретения положена задача улучшить способ вышеуказанного типа, повысив его экономичность. Эта задача решается за счет того, что для изготовления консервной банки с запечатывающей прокладкой, дополнительно вкладываемой в процессе запечатывания, сначала из плоского материала штампуют совместно заготовку для корпуса банки и запечатывающей прокладки, затем запечатывающую прокладку отделяют в зоне краевого фланца от корпуса банки и затем после процесса раздачи корпуса банки глубокой вытяжкой запечатывающую прокладку накладывают на краевой фланец корпуса банки и/или после уменьшения размеров запечатывающей прокладки ее накладывают на краевой фланец.
Изобретение отличается тем, что повышается экономичность за счет того, что при совместном изготовлении запечатывающей прокладки и корпуса банки значительно снижаются обрезки материала (отходы), потому что из материала получают общую заготовку для корпуса банки и запечатывающей прокладки. За счет увеличения краевых зон, там могут совместно выполняться краевой фланец и запечатывающее кольцо. При последующем отделении запечатывающего кольца, с одной стороны, и зоны краевого фланца, с другой стороны, отходов при изготовлении заготовки не получается. Повторное соединение корпуса банки, с одной стороны, и запечатывающей прокладки, снабженной крышкой, с другой стороны, может затем осуществляться очень просто путем либо раздачи корпуса банки в сторону его краевого фланца, либо уменьшением запечатывающей прокладки по ее размерам. Возможна также комбинация обоих указанных процессов припасовки.
Является предпочтительным выполнение запечатывающей прокладки в виде запечатывающего кольца, контур которого соответствует контуру краевого фланца.
Раздача корпуса банки глубокой вытяжкой может осуществляться как с конусной формой, например на 3 - 10%, так и со ступенчатой формой с поперечным сечением корпуса банки, расширяющимся в сторону краевого фланца.
Отделение запечатывающей прокладки от корпуса банки может целесообразно осуществляться как перед, так и предпочтительно после глубокой вытяжки последнего.
Если припасовка корпуса банки и запечатывающей прокладки осуществляется путем уменьшения размеров запечатывающей прокладки, например, за счет того, что уменьшается диаметр запечатывающей прокладки, выполненной в виде запечатывающего кольца, это может осуществляться простым образом путем притягивания внешнего края ко внутреннему краю до диаметра корпуса банки. При этом является предпочтительным прикладывать соответствующее давление, благодаря чему предотвращается образование складок.
Ниже изобретение поясняется более подробно с помощью чертежей.
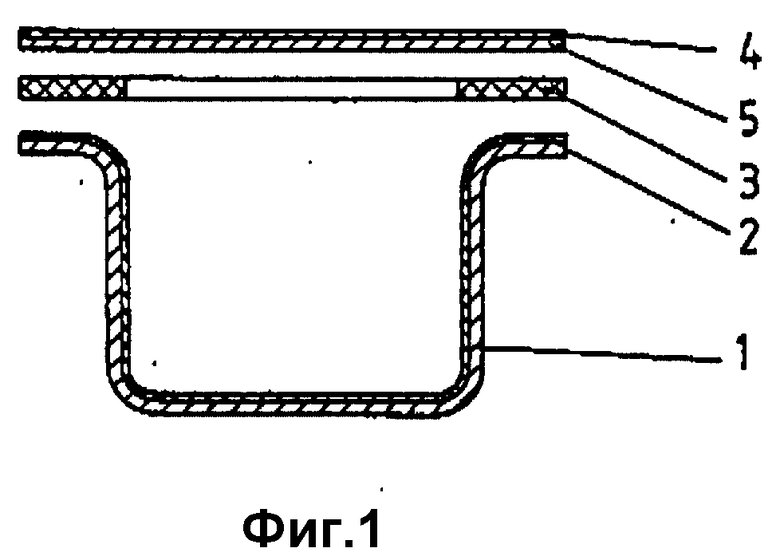
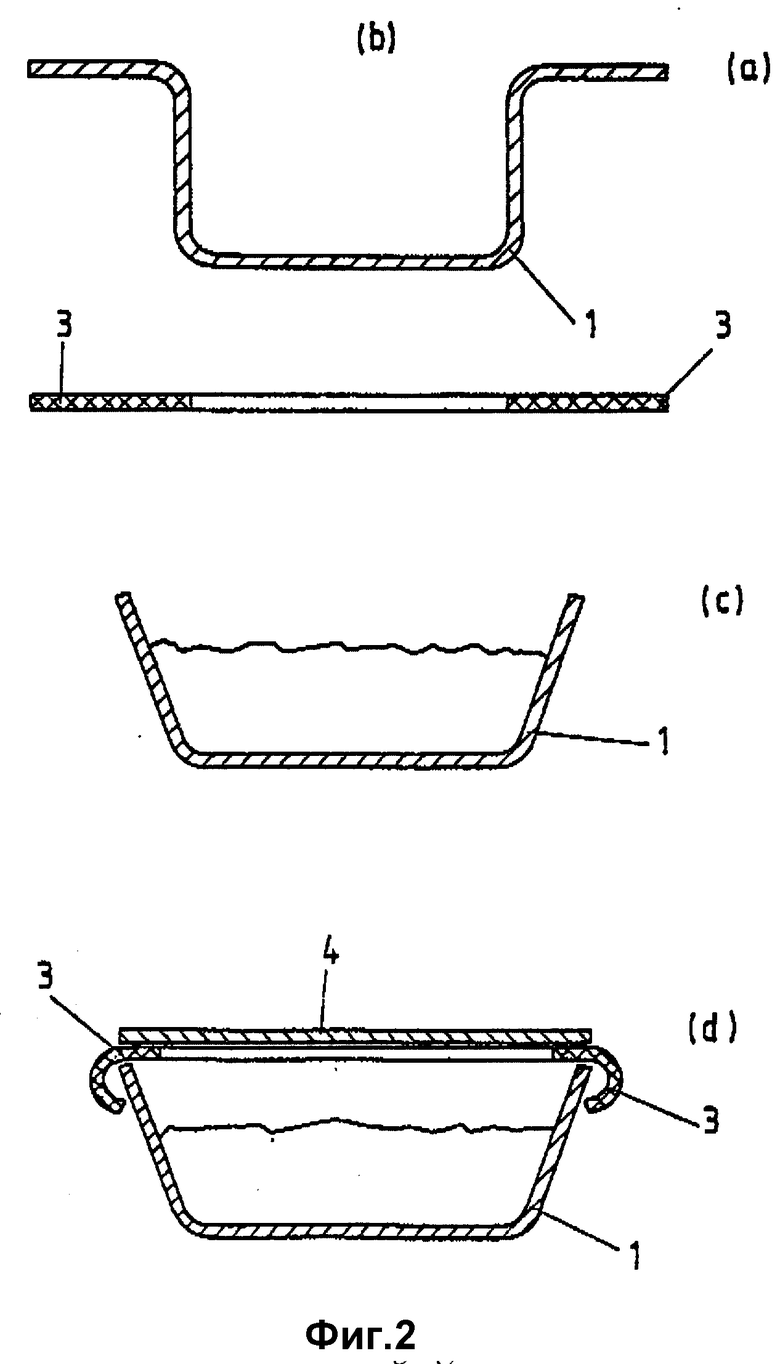
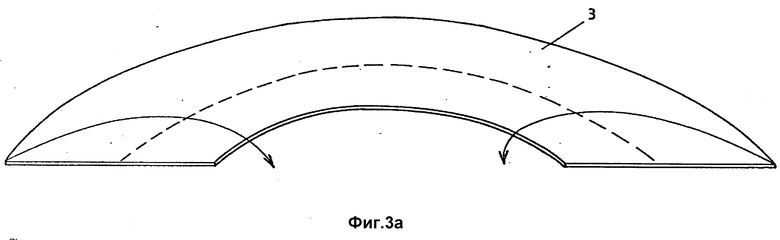
На фиг. 1 показан эскиз, поясняющий известный из практики процесс изготовления корпуса банки с запечатывающей прокладкой, дополнительно вкладываемой в процессе запечатывания; на фиг. 2(a - d) - операции процесса изготовления согласно примеру выполнения изобретения; на фиг. 3 - эскиз, поясняющий уменьшение диаметра запечатывающей прокладки, выполненной в виде запечатывающего кольца.
В известном из практики и представленном на чертеже способе изготовления корпуса банки с запечатывающей прокладкой, дополнительно вкладываемой в процессе запечатывания, сначала глубокой вытяжкой из плоского материала, в частности алюминиевой полосы, получают корпус 1 банки с профилем, показанным на чертеже. При этом корпус 1 банки снабжен запечатывающим слоем 2.
Отдельно от корпуса 1 банки штампуется запечатывающее кольцо 3, служащее в качестве запечатывающей прокладки. Верхняя часть выполненного таким образом корпуса банки образует пленочную крышку 4, на нижней стороне которой имеется дополнительный запечатывающий слой 5. Запечатывающее кольцо 3 и пленочная крышка 4 соединяются друг с другом, например, термосваркой или склеиванием. Соединение корпуса 1 банки с одной стороной запечатывающего кольца 3 и пленочной крышки 4 с другой стороной осуществляется после заполнения обычным процессом запечатывания с воздействием давления и/или тепла и альтернативно или дополнительно к этому отбортовкой запечатывающего кольца 3 и корпуса 1 банки в зоне его краевого фланца.
Согласно способу, представленному на фиг. 2, в соответствии с рассматриваемым изобретением сначала в процессе операции, не показанной на чертеже, штампуется заготовка из плоского материала, в частности алюминиевой полосы, которая выполняется таким образом, что она включает в себя с одной стороны корпус банки и также с другой стороны поверхность, необходимую для запечатывающего кольца. Затем, как показано на фиг. 2a, корпус 1 банки подвергается глубокой вытяжке, а оставшаяся часть материалов отгибается с образованием плоской зоны.
Затем в краевой зоне между плоской частью и частью, подвергшейся глубокой вытяжке, вдоль линии, показанной штрихпунктирными линиями, осуществляется процесс резки. За счет этого запечатывающее кольцо, получающееся позже, отделяется от остающегося корпуса банки.
Затем корпус 1 банки растягивается, как показано на фиг. 2c, настолько, что получается поперечное сечение, расширяющееся конусно вверх.
После этого корпус 1 банки заполняется консервируемым материалом.
Во время следующей операции (фиг. 2d) запечатывающее кольцо 3 вместе с пленочной крышкой 4 снова накладываются на плоскую часть краевого фланца корпуса 1 банки. Затем запечатывающее кольцо или пленочная крышка 4 жестко соединяются с корпусом банки путем отбортовки зоны краевого фланца корпуса 1 банки.
Альтернативно или дополнительно к конусной раздаче корпуса 1 банки, показанной на фиг. 2c, может осуществляться ступенчатое увеличение корпуса 1 банки к зоне краевого фланца.
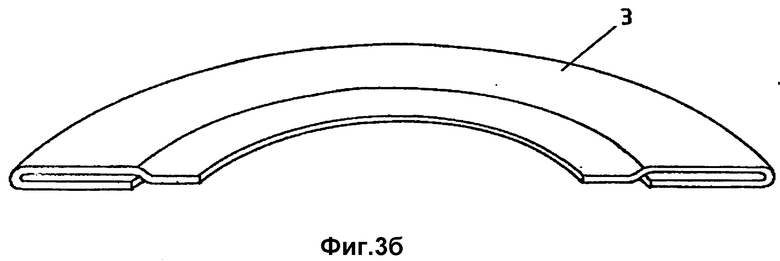
Вместо процесса изготовления, поясненного выше, с операциями способа согласно фиг. 2c и 2d соединение между запечатывающим кольцом 3 и корпусом 1 банки может осуществляться таким образом, что запечатывающее кольцо 3 так изменяется по своему диаметру, что запечатывающее кольцо 3 припасовывается к зоне краевого фланца корпуса 1 банки. Это осуществляется, как показано на фиг. 3a и 3b, за счет того, что запечатывающее кольцо 3, показанное на фиг. 3a, в расплавленном состоянии отгибается с частичным перехлестом по штриховой линии, при котором внешний край запечатывающего кольца 3 притягивается в направлении стрелки к внутреннему краю. За счет этого получается выполнение, представленное на фиг. 3b, в котором внутреннее кольцо имеет внутренний диаметр, уменьшенный по сравнению с тем, что показано на фиг. 3a. Для предотвращения образования складок после притягивания внешнего края к внутреннему краю прикладывается давление.
Изобретение относится к способу изготовления консервных банок из листа холодной штамповкой. Корпус консервной банки получают глубокой вытяжкой из плоского материала, например алюминиевой полосы, который может иметь в зоне краевого фланца запечатывающий слой. В этом слое запечатывают крышку из пленочного материала, например алюминиевой фольги, снабженную дополнительным запечатывающим слоем. Крышку запечатывают с приложением давления и/или тепла. В процессе запечатывания дополнительно вкладывают запечатывающую прокладку. Заготовку для прокладки штампуют совместно с заготовкой для корпуса. После раздачи корпуса банки, который получен глубокой вытяжкой, и/или после уменьшения размеров запечатывающей прокладки на фланец банки накладывают запечатывающую прокладку. Отделение заготовки для корпуса банки от заготовки для запечатывающей прокладки может происходить и до и после глубокой вытяжки заготовки. Изобретение повышает экономичность процесса за счет снижения расхода материала. 2 с. и 7 з.п.ф-лы, 3 ил.