Изобретение относится к блоку цилиндров из легкого сплава по меньшей мере с одной износостойкой и трибологически оптимизированной рабочей поверхностью цилиндра, содержащему матричный сплав легких металлов и содержащий твердый сплав порошковый материал, который расположен на матрице из легких металлов в виде тонкодисперсного поверхностного слоя, содержащего выделения первичного кремния.
Из европейской заявки ЕР 0837152 А1 ("Байерише Моторен-верке АГ") известен способ нанесения покрытия на состоящую из алюминиевого сплава деталь ДВС. При этом лазерный луч отклоняют так, что он попадает на поверхность покрываемой детали не сразу, а сначала на струю порошка. За счет энергии лазерного луча порошок полностью переходит из твердой фазы в жидкую, в результате чего при попадании на поверхность детали он осаждается на ней в качестве слоистого материала в виде мелких капель, которые на основе условий затвердевания частично аморфно затвердевают.
У известного способа не происходит поэтому вплавления порошка в поверхностный слой детали, а происходит фазовое превращение материала покрытия на пути к поверхности, причем алюминиево-кремниевый порошок в лазерном луче разжижается. При затвердевании на поверхности должен освобождаться тонкодисперсный кремний, так называемый первичный кремний.
В зависимости от скорости охлаждения при этом должны образоваться кремниевые кристаллы размером порядка 1-5 мкм. Необходимого для этого быстрого охлаждения на практике добиться, однако, невозможно, поскольку энергия лазерного луча воздействует на покрываемую деталь. Поверхность подложки становится, тем самым, очень горячей и поэтому не может достаточно быстро отводить тепло попадающего кремниевого расплава, так что возникают не кристаллическая фаза и первичные кристаллы, а аморфные фазы.
Согласно примеру выполнения в патенте фирмы БМВ, при толщине нанесенного слоя 3 мм для достижения гладкой плоской поверхности слоистого материала снимают примерно 50% (столбец 6, строки 10-15). Это означает высокие потери при съеме, к которым в качестве недостатка следует еще отнести неиспользованную краевую зону из-за высокой волнистости каплеобразно нанесенного материала.
Из европейской заявки ЕР-А-0221276 далее известно выполнение алюминиевого сплава более износостойким за счет расплавления его краевых слоев лазерной энергией. При этом на поверхность наносят слой связующего, порошкообразного кремния, меди и карбида титана, а затем вплавляют в поверхность лазером. Добавки TiC составляют в примерах выполнения 5-30% и вызывают значительное возрастание твердости поверхности.
С трибологической точки зрения, у этого способа за счет предельно высокой скорости охлаждения при лазерном расплавлении достигается, правда, высокая мелкозернистость, однако не достигается получение достаточного количества первичного кремния. Поэтому лазерное расплавление непригодно для изготовления рабочих поверхностей цилиндров поршневых двигателей из сплавов AlSi с несущими площадками из первичного кремния и смещенными назад, содержащими смазку участками.
В европейской заявке ЕР 0411322 А1 описан способ изготовления износостойких поверхностей деталей из сплава AlSi, исходящий из упомянутой выше публикации ЕР 0221276, причем, однако, к слою перед лазерным расплавлением добавляют затравку (зародышеобразователь) для кристаллов первичного кремния. В качестве затравки или зародышеобразователя применяют следующие материалы: нитрид кремния, карбид кремния, карбид титана, нитрид титана, карбид бора и борид титана.
В предпочтительном примере выполнения покрытие изготовляют методом трафаретной печати в виде отделяемой пленки и наносят на поверхность соответствующей детали. Толщина слоя может составлять преимущественно 200 мкм, а глубина вплавления - 400-600 мкм. Для осуществления вплавления на глубину 400 мкм используют линейно фокусированный лазерный луч в инертной атмосфере. Доля кремния в легированной зоне составляла в примере 25% при доле никеля 8% (твердость свыше 250 HV).
Как уже сказано, в последних способах расплавления или вплавления требуется производить охлаждение во время нанесения слоя на матричный сплав с тем, чтобы достичь нужных тонкодисперсных выделений первичного кремния. За счет добавления затравки могут происходить реакции с поверхностью алюминия. Кроме того, способы покрытия не всегда применимы для криволинейных поверхностей.
Из европейской заявки ЕР 0622476 А1 известна металлическая подложка с полученным посредством лазера ММС-покрытием. ММС-слой имеет толщину между 200 мкм и 3 мм и содержит однородно распределенные частицы SiC, причем в ММС-слое содержатся предпочтительно до 40 мас.% SiC в виде однородно распределенных частиц SiC. Для изготовления порошковую смесь, содержащую порошок SiC и предварительно легированный порошок AlSi, нагревают лазерным лучом, причем теплосодержания, необходимого для изготовления однородного сплава из порошковой смеси, достигают за счет попадающего на подложку порошка. Изделия с твердыми сплавами, такими как SiC, имеют очень высокую твердость, неблагоприятную для характера износа поршневых колец. Кроме того, обработка очень сложна, поскольку для достижения функционально пригодной, свободной от осколков рабочей поверхности приходится снимать самый верхний слой керамических частиц.
Задачей настоящего изобретения является поэтому разработка блока цилиндров из легкого сплава по меньшей мере с одной износостойкой, трибологически нагружаемой рабочей поверхностью, у которой поверхностный слой состоит из 5-20% тонкодисперсного первичного кремния, который на переходе к матричному сплаву имеет небольшую ширину краевой зоны и в переходной зоне свободен от дефектных участков и оксидных включений. Применяемый для изготовления блока цилиндров из легкого сплава способ должен обходиться небольшим числом этапов, причем следует полностью отказаться от химической доработки.
Поставленная задача решается с помощью блока цилиндров из легкого сплава по меньшей мере с одной износостойкой и трибологически оптимизированной рабочей поверхностью цилиндра, выполненного из матричного сплава на основе алюминия с тонкодисперсным поверхностным слоем, содержащим кремний. Тонкодисперсный поверхностный слой содержит равномерно распределенные зерна первичного кремния круглой формы со средним диаметром 1-10 мкм в количестве 5-20%, эвтектику AlSi - 10-14%, составляющие сплава - остальное, при этом минимальная твердость поверхности составляет 160 HV.
Первичные зерна кремния распределены в поверхностном слое на расстоянии 1-5-кратного диаметра первичных фаз.
Первичный кремний расположен в матричном сплаве в полосообразной зоне легирования шириной, по меньшей мере, 2 мм и средней толщиной слоя 150-650 мкм, причем полосы проходят по рабочей поверхности цилиндра спиралеобразно и ширина полос составляет 2-4 мм, причем у нескольких расположенных рядом зон легирования предусмотрен нахлест полос, ширина которого составляет 5-10%.
Задача решается, кроме того, также с помощью блока цилиндров из легкого сплава по меньшей мере с одной износостойкой и трибологически оптимизированной рабочей поверхностью цилиндра, выполненного из матричного сплава на основе алюминия с тонкодисперсным поверхностным слоем, содержащим кремний, при этом поверхностный слой содержит выделения первичного кремния и является диффузионным слоем, содержащим зоны легирования, богатые выделениями и бедные выделениями, образованными равномерно распределенными зернами первичного кремния круглой формы средним диаметром 1-10 мкм, а зона легирования содержит 10-14% эвтектики AlSi, 5-20% первичного кремния, остальное - составляющие сплава, при этом минимальная твердость поверхности составляет 160 HV.
Для изготовления блока цилиндров из легкого сплава по меньшей мере с одной износостойкой и трибологически оптимизированной рабочей поверхностью цилиндра, выполненного из матричного сплава на основе алюминия с тонкодисперсным поверхностным слоем, содержащим кремний, предусмотрен способ, включающий нанесение на поверхность цилиндра порошка кремния и обработку поверхности лазерным лучом, при этом используют блоки цилиндров, изготовленные гравитационным методом, методом низкого давления или методом литья под давлением, при этом лазерный луч и порошок кремния, подаваемый в виде струи, направляют параллельно друг другу, причем лазерный луч направляют поперек направления подачи поверхности матрицы из легкого сплава полосой шириной по меньшей мере 2 мм для обеспечения нагрева порошка в течение времени контакта 0,1-0,5 с до температуры плавления и его диффундирования только в точке попадания лазерного луча на поверхность матрицы из сплава на основе алюминия.
Матричный сплав на основе алюминия полностью расплавляют в точке попадания лазерного луча на глубину по меньшей мере 350 мкм и на поверхности матрицы из легкого сплава переводят его в состояние плазмы.
Порошок расплавляют для обеспечения образования диффузионной зоны легирования, имеющей толщину слоя 500-1000 мкм.
Порошок, незадолго до попадания на металлический матричный сплав, имеющий зернистую структуру, расплавляют и вплавляют только в контакте с металлическим матричным сплавом в зоне попадания лазерного луча в течение времени контакта 0,1-0,5 с.
В соответствии с изобретением осуществляют управление скоростями подачи лазерного луча и струи порошка для обеспечения диффузии в металлический матричный сплав с глубиной проникновения 350-850 мкм, с образованием зерен первичного кремния круглой формы размером менее 10 мкм, расстояния между которыми составляют 1-5-кратную величину диаметра первичных фаз и получением выделений твердых фаз при твердости слоя 110-160 HV. При этом порошок подают со скоростью 0,8-4,0 м в минуту при фокусированной площади попадания лазерного луча 1-10 мм2 и мощности лазерного излучения 3-4 кВт.
Лазерный луч с линейным фокусом спиралеобразно вращают по внутренней рабочей поверхности полого цилиндра и за счет добавки кремниевого порошка образуют полосообразную зону легирования, содержащую первичный кремний. Обработку в зоне легирования осуществляют на среднюю глубину, составляющую 750 мкм. Твердые фазы зоны легирования освобождают механической обработкой, причем съем самого верхнего слоя составляет менее 30% общей толщины слоя. Зону легирования непосредственно хонингуют без промежуточной обработки.
Согласно изобретению для осуществления способа предусмотрено устройство, используемое преимущественно для изготовления блока цилиндров из легкого сплава по меньшей мере с одной износостойкой и трибологически оптимизированной рабочей поверхностью цилиндра, содержащее трубопровод, подающий порошок, источник лазерного излучения и фокусирующую систему с отклоняющим зеркалом. Трубопровод, подающий порошок, и источник лазерного излучения размещены параллельно друг другу в радиальном и осевом направлениях полого цилиндра, фокусирующая система имеет линейный выход лучей шириной 2,0-2,5 мм, а трубопровод, подающий порошок, снабжен дозирующим устройством, посредством которого обеспечивается регулирование объемного потока порошка в зависимости от скорости подачи лазерного луча.
Фокусирующая система имеет Х-, I- или 8-образную форму фокуса, обеспечивающую в верхних и нижних краевых зонах повышенный выход энергии по сравнению со средней зоной фокуса.
Ниже приведены несколько примеров выполнения, причем речь идет о предпочтительных случаях применения лазерного легирования согласно изобретению.
Прежде всего, дается описание устройства для нанесения покрытия на внутреннее пространство блока цилиндров двигателя, выполненных из алюминия или магниевого сплава, причем в цилиндр блока цилиндров двигателя опускают зонд, и одновременно можно подавать чистый кремниевый порошок. Зонд содержит подающий трубопровод для порошка и источник лазерного излучения.
Посредством расположенного на зонде привода вращения сопло для выдачи порошка и луч энергии направляют на внутреннее пространство или рабочую поверхность блока цилиндров из легкого сплава.
С помощью этого устройства должно происходить вплавление частиц твердого сплава в виде кремния посредством спиралеобразно вращающегося по рабочей поверхности лазерного луча с параллельно подаваемыми кремниевыми частицами. Для того, чтобы лазерная энергия распределялась на поверхности матрицы по широкому следу лазерный луч имеет линейный фокус с шириной следа преимущественно 2-4 мм. По сравнению с полученной точечным лазером поверхностью у фокуса образуется не волнообразный профиль, а плоская полоса с тонкодисперсными частицами первичного кремния. Полосу называют зоной легирования, причем она имеет лишь узкую переходную зону (краевую зону) между легированной зоной и матричным металлом (фиг.1).
Поскольку порошок в момент времени незадолго до попадания на металлический матричный сплав имеет зернистую структуру и расплавляется и вплавляется только в контакте с металлическим матричным сплавом в зоне лазерного луча в течение времени контакта 0,1-0,5 с, у линейного фокуса достигается небольшая доля краевой зоны около 10%. Лазерный след спиралеобразно опускают в расточке цилиндра, причем в случае необходимости можно отказаться от нахлеста, так что полезные доли практически взаимостыкуются. Таким образом, возникает гладкий, совершенно однородный поверхностный слой, который необходимо окончательно обработать только путем тонкой обработки для устранения легкой волнистости.
В качестве примера обработки, согласно изобретению, при изготовлении блока цилиндров из легкого сплава по меньшей мере с одной износостойкой, трибологически оптимизированной рабочей поверхностью цилиндра исходят из следующих этапов обработки:
cначала в матричном сплаве создают содержащую первичный кремний зону легирования средней толщиной слоя 300-750 мкм. Точные значения толщины слоя зависят от различных влияющих величин, таких как параметры способа, точность позиционирования устройства и допуски размеров отливки. Поэтому ниже у всех данных толщины речь идет о "средней" толщине слоя, причем поле допусков может выдерживаться очень узким, поскольку устройство может быть центрировано на детали.
Исходную толщину слоя 300-750 мкм доводят затем на следующем этапе до нужной окончательной толщины слоя до 150 мкм тонкой обработкой со съемом материала, например хонингованием. Достигнутая способом согласно изобретению окончательная толщина слоя лежит в пределах 150-650 мкм. При этом речь идет о чисто диффузионном слое, отличающемся особой, охарактеризованной в пп. 1 и 2 структурой.
С помощью управления подачей порошка, подачи лазерного луча и соответствующей лазерной энергии можно регулировать величину выделения твердых фаз. При величинах выделения менее 10 мкм уменьшается глубина разрушения при механической окончательной обработке твердых фаз, так что требовавшиеся до сих пор припуски на обработку для удаления разрушенных твердых фаз можно заметно уменьшить. (Глубина разрушения определяется содержащимися в самом верхнем слое, прочно не связанными твердыми фазами).
За счет вплавления лазерным лучом поверхность закаляется, причем достигаются значения твердости поверхностного слоя по меньшей мере 160 HV. Вследствие хорошей закалки лазерные поверхности можно подвергнуть непосредственному хонингованию. Необходимых до сих пор дополнительных механических или химических операций по высвобождению твердых фаз также больше не требуется. Таким образом, необходимого до сих пор растачивания покрытий цилиндров больше не требуется, поскольку волнистостью поверхности в зависимости от нахлеста полосообразной зоны легирования можно пренебречь, так как она очень мала.
Достигаемая согласно изобретению поверхностная структура на рабочей поверхности блока цилиндров двигателя более подробно поясняется ниже с помощью сравнительного примера.
На чертежах изображают:
- фиг. 1: принципиальную схему выполненного согласно изобретению устройства для нанесения покрытия, частично в сечении;
- фиг. 2: принципиальную схему образованного согласно изобретению поверхностного слоя;
- фиг.3: сравнительный пример с другой поверхностной структурой;
- фиг.4: сечение отливки в области легированной лазером зоны.
На фиг. 1 выполненное согласно изобретению устройство для нанесения покрытия состоит из подающего трубопровода 1 для порошка, содержащего на своем конце 1а направленное на рабочую поверхность 5 сопло 1b.
Подача энергии происходит через источник 2 лазерного излучения, фокусирующую систему 3 и отклоняющее зеркало 4, которое обеспечивает попадание лазерного луча 6 на поверхность 7 рабочей поверхности только вместе с порошком.
Согласно известным оптическим законам, лазерный луч 6 фокусируют линейно, преимущественно Х-, I- или 8-образно, а затем отображают на поверхности 7 рабочей поверхности, например путем опрокидывания зеркала. За счет формы отображения можно управлять вводом энергии, благодаря чему можно воздействовать на выделенную структуру в ее проявлении на краях.
За счет вращения зеркала 4 лазерный луч 6 движется по поверхности 7 рабочей поверхности, в результате чего возникает полосообразная лента. Если при этом одновременно происходит движение подачи в направлении оси 8 цилиндра, то в результате наложения обоих движений возникает спиралеобразное покрытие поверхности 7 рабочей поверхности. Вращательное и поступательное движения в направлении оси 8 цилиндра следует при этом согласовать между собой так, чтобы витки спирали плотно прилегали друг к другу, благодаря чему возникает замкнутая зона легирования.
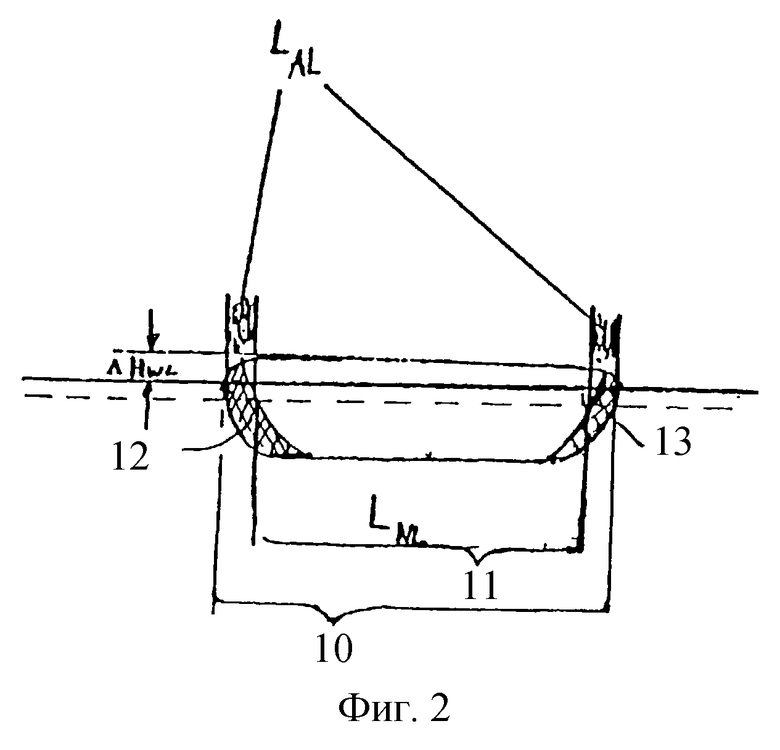
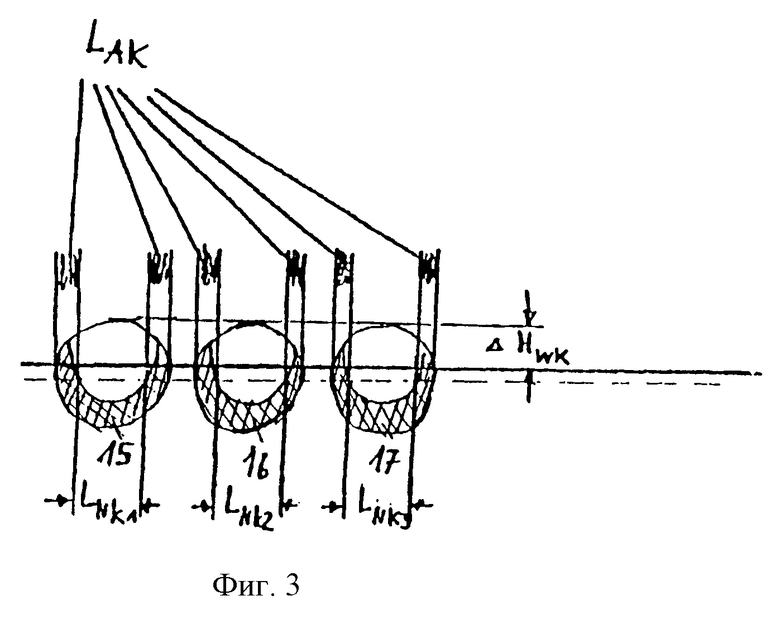
На фиг. 2 изображена созданная согласно изобретению с помощью линейного фокуса зона 10 легирования, состоящая из одной богатой выделениями зоны 11 и двух расположенных по бокам, бедных выделениями зон 12, 13. На фиг.2 показано состояние зоны легирования непосредственно после лазерного осаждения, причем видно, что доля LAL бедной выделениями зоны относительно мала по отношению к полезной длине LNL богатой выделениями зоны. Соответствующие области, относящиеся к краевым зонам 15, 16, 17, на фиг.3 обозначены LAK.
На фиг. 3 изображены в качестве сравнительного примера три зоны легирования, образованные с помощью обычного кругового фокуса, причем ширина покрытия при способе с линейным фокусом и при способе с круговым фокусом приблизительно совпадает. Видно, что полезная длина LNK богатой выделениями структуры при способе с круговым фокусом значительно меньше, чем полезная длина LNL при линейном фокусе. Кроме того, полезная глубина отвержденного поверхностного слоя при круговом фокусе значительно меньше, чем при линейном фокусе, поскольку при круговом фокусе бедная выделениями структура доходит до более глубоких зон структуры блока цилиндров. Это показано на фиг.3 в сечении через широкие краевые зоны 15, 16, 17.
Поскольку при равной глубине проникновения полезная глубина в сравнительном примере на фиг.3 меньше, чем в примере согласно изобретению на фиг. 2, качество покрытия в сравнительном примере хуже. Далее необходимый съем ΔHWK в сравнительном примере при равной глубине обработки существенно выше, чем в примере изобретения (ΔHWL), поскольку круговой фокус создает волнистый поверхностный слой, который в области рабочей поверхности имеет меньшую полезную долю Мк материала, чем соответствующий отрезок (LNL) рабочей поверхности на фиг.2.
Полезной долей материала в примере изобретения является LNL, тогда как Мк является суммой отдельных значений LNK1 LNK2, LNK3.
Блок цилиндров из легкого сплава согласно изобретению имеет поэтому более износостойкую рабочую поверхность цилиндра, трибологически оптимизированную за счет равномерного распределения тонких выделений первичного кремния и изготовляемую со значительно меньшей трудоемкостью за счет линейной фокусировки и покрытия с нахлестом.
Это поясняется с помощью микрофотографиии структуры на фиг.4. Речь идет о микрофотографии шлифа с увеличением 200:1, причем в правой части А виден литейный сплав марки AlSi9Cu3, а в левой части В - трибологически оптимизированный поверхностный слой с тонкодисперсными выделениями первичного кремния. Доля первичного кремния составляет в данном примере 10%, диаметр первичных фаз - 4,4 мкм, а расстояние между первичными фазами кремния - 13 мкм.
Для нагружаемости нового материала особое значение имеет связывание зоны В легирования со структурой А матрицы. На микрофотографии шлифа видно, что в переходной зоне С отсутствуют оксиды или иные дефектные участки. Это основано на том, что зона легирования была образована почти "в нужном месте" из структуры матрицы и тем самым в областях А и В возник единый материал разного состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА В УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЯ | 1996 |
|
RU2100137C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ | 1994 |
|
RU2082544C1 |
| КРИСТАЛЛИЗАТОР | 2002 |
|
RU2220021C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ И ОБЛАДАЮЩИХ ВЫСОКОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ НА ДЕТАЛЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2005 |
|
RU2407822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВНОЙ БАНКИ | 1996 |
|
RU2120831C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА АЛЮМИНИЯ В УСТАНОВКУ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1994 |
|
RU2091193C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО АРМИРОВАННОГО ПОРОШКОВОГО МАТЕРИАЛА | 2014 |
|
RU2573309C1 |
| Способ получения износостойкого покрытия из высокоэнтропийного сплава с поверхностно науглероженным слоем | 2021 |
|
RU2782498C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТОВ ГАЛЛИЯ С АТОМНЫМ ОТНОШЕНИЕМ Si/σa ≥ 20 | 1991 |
|
RU2041860C1 |

Изобретение относится к износостойким и трибологически оптимизированным рабочим поверхностям цилиндров. В предложенном блоке цилиндров из легкого сплава, выполненном из матричного сплава на основе алюминия с тонкодисперсным поверхностным слоем, содержащим кремний, согласно изобретению тонкодисперсный поверхностный слой содержит равномерно распределенные зерна первичного кремния круглой формы со средним диаметром 1-10 мкм в количестве 5-20%, эвтектику AlSi 10-14%, составляющие сплава остальное, при этом минимальная твердость поверхности составляет 160 HV. В предложенном способе, включающем нанесение на поверхность цилиндра порошка кремния и обработку поверхности лазерным лучом, лазерный луч и порошок кремния, подаваемый в виде струи, направляют параллельно друг другу, причем лазерный луч направляют поперек направления подачи поверхности матрицы полосой шириной по меньшей мере 2 мм для обеспечения нагрева порошка до температуры плавления и его диффундирования только в точке попадания лазерного луча на поверхность матрицы. Предложенное устройство содержит трубопровод, подающий порошок, источник лазерного излучения, размещенные параллельно друг другу в радиальном и осевом направлениях полого цилиндра, и фокусирующую систему с отклоняющим зеркалом. Полученная поверхность блока свободна от дефектных участков и оксидных включений. 4 с. и 14 з.п. ф-лы, 4 ил.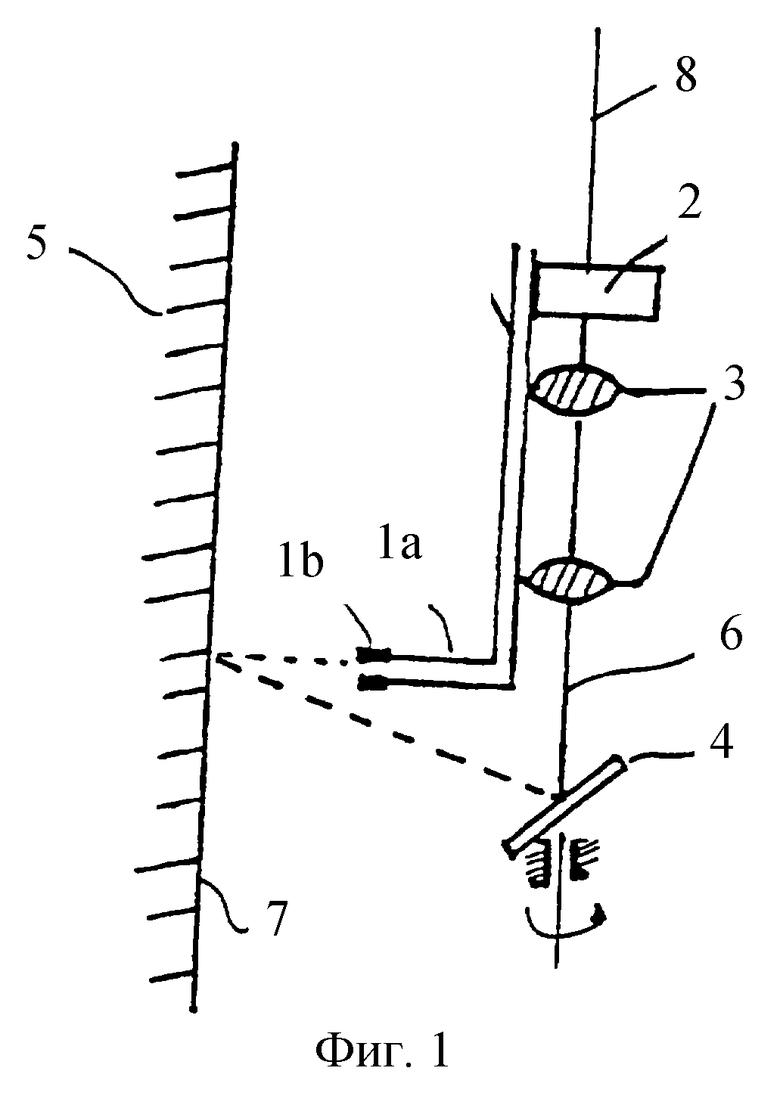
| Способ лазерной химико-термической обработки деталей из сплавов на основе алюминия | 1989 |
|
SU1680471A1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2104135C1 |
| СПОСОБ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С ДВУХСОПЛОВОЙ ПОДАЧЕЙ ПОРОШКА | 1996 |
|
RU2100479C1 |
| ЛЕОНТЬЕВ П.А | |||
| и др | |||
| Лазерная поверхностная обработка металлов и сплавов | |||
| - М.: Металлургия | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| US 4300474, 17.11.1981. | |||

