Изобретение относится к металлическим контейнерам, и в особенности к торцевым крышкам банок для газированных напитков, снабженным отверстиями, удобными для открывания.
Газированные напитки часто помещают в цилиндрические металлические контейнеры, имеющие верхнюю торцевую крышку из листового материала, снабженную вытяжным кольцом или ушком для удобного открывания отверстия, намеченного в крышке. В процессе производства цилиндрические контейнеры заполняют и устанавливают на них сверху торцевые крышки, закрывая содержащийся в них напиток, после чего контейнеры могут быть нагреты для пастеризации содержимого. Это нагревание вызывает временное повышение давления в контейнерах. Кроме того, если контейнер хранят в теплом месте или подвергают сильному встряхиванию, давление в нем значительно возрастает. Чтобы контейнер выдерживал повышенное внутреннее давление его крышку обычно выполняют с круговой впадиной или круговым коническим углублением вблизи периферии. Хотя контейнеры могут быть рассчитаны на стандартное давление 700 кПа (100 psi), коническое углубление может подвергнуться местному выгибанию наружу под действием давления в контейнере. Патент США 409 3102 предлагает выполнение конического углубления с особым профилем поперечного сечения, так что противоположные стенки углубления под действием внутреннего давления перемещаются, формируя новый профиль, обеспечивающий повышенное сопротивление выгибанию. Другое решение предложено в патенте США 4832223 и относится к воздействию на крышку пуансоном вокруг кольцевой зоны соединения конического углубления с центральной панелью торцевой крышки.
Предлагаемая торцевая крышка контейнера имеет улучшенную конструкцию для противодействия внутреннему давлению в нем.
Согласно изобретению в одном из его аспектов предлагается торцевая крышка контейнера, выполненная из листового материала, имеющая центральную панель, которая может быть снабжена средствами удобного открывания, круговое коническое углубление, сформированное вокруг центральной панели вблизи периферии крышки и сгиб, который сформирован в месте соединения конического углубления и центральной панели, и противоположные боковые стенки которого, близко прилегая друг к другу или находясь в контакте друг с другом, выдаются из крышки вверх, или который сформирован у основания конического углубления, при этом сгиб образует в крышке кольцевую жесткую зону.
Согласно изобретению сгиб образует кольцевую жесткую зону в области потенциальной деформации путем повышения объема металла, деформируемого при выгибании конического углубления наружу. Таким образом, сгиб обеспечивает эффективное сопротивление выгибанию конического углубления, в том числе и в отдельных местах по его окружности.
В случае выполнения сгиба в месте соединения конического углубления и центральной панели, сгиб может быть оставлен в положении, в котором он выдается вверх из центральной панели. В другом варианте выполнения он может быть загнут радиально внутрь и расположен под острым углом к центральной панели или прижат к ней вплотную. В еще одном варианте выполнения сгиб может быть загнут наружу, например с прижатием его вплотную к внутренней относительно радиуса боковой стенке конического углубления.
На обращенные друг к другу поверхности сгиба может быть нанесен клей для скрепления противоположных боковых стенок сгиба между собой. В другом варианте выполнения листовой материал, из которого изготовлена крышка, может иметь покрытие из термопласта, и в этом случае для скрепления между собой противоположных боковых стенок сгиба они могут быть подвергнуты нагреванию.
Благодаря тому сопротивлению выгибанию конического углубления, которое оказывает сгиб, крышка может быть изготовлена из листового материала меньшей толщины, чем прежде. В ином варианте может быть использован листовой материал, обладающий меньшей прочностью. Такой материал может иметь большую толщину, но меньшую стоимость, чем используемый обычно.
Использование более толстого листового материала имеет ряд преимуществ, например облегчает формирование заклепки для вытяжного ушка из материала центральной панели и кроме того, облегчает выполнение наметки требуемого отверстия в центральной панели без чрезмерного ее ослабления в этом месте.
Однако при использовании более толстого материала для выполнения торцевой крышки возникают затруднения с установкой ее на заполненные контейнеры с помощью той же машины, которая используется для установки крышек обычной толщины. Дело в том, что при установке крышек на заполненный контейнер внешний периферийный обод крышки загибают внутрь выступающей наружу периферийной закраины в верхней части контейнера, после чего посредством вальцевания формируют шов, и поскольку при этом вальцуют три слоя материала крышки и два слоя материала контейнера, изменение толщины материала крышки без изменения профилей и усилий прижатия вальцов возможно лишь в относительно небольших пределах.
Предлагаемое приспособление позволяет осуществлять установку на контейнер торцевой крышки из более толстого материала без модификации используемой для этой машины.
Согласно второму аспекту изобретения предлагается торцевая крышка контейнера, выполненная из листового материала и имеющая периферийный край или другую кольцевую зону уменьшенной толщины.
Крышка может быть выполнена из более толстого, чем обычно материала, однако периферийный край позволяет осуществлять ее установку на контейнер с использованием машины для установки крышек обычной толщины.
Кроме того, согласно третьему аспекту изобретения предлагается способ выполнения торцевой крышки контейнера с периферийным краем или с другой кольцевой зоной уменьшенной толщины, включающий штамповку пуансоном заготовки торцевой крышки из листового материала в матрице, причем толщина зазора между пуансоном и по меньшей мере некоторой частью матрицы меньше толщины этого листового материала, а размер заготовки превышает размер отверстия в матрице.
При использовании этого способа выполнения заготовки торцевой крышки с краем уменьшенной толщины, при начале перемещения пуансоном заготовки в матрице периферийный край заготовки загибается вверх вокруг пуансона. Затем, по мере дальнейшего перемещения пуансоном заготовки в матрице толщина периферийного края уменьшается, так как зазор между матрицей и пуансоном меньше, чем изначальная толщина крышки. Таким образом получается предварительно отформованная заготовка в форме чашки. Этот процесс может быть организован так, чтобы сохранить целостность любого покрытия заготовки. Аналогичный процесс может быть использован для уменьшения толщины металла в кольцевой зоне, расположенной не на кромке, а в другом месте готового торца, в особенности в стенке центральной панели, поскольку центральную панель формируют путем поднятия средней части дна предварительно отформованной заготовки в форме чашки.
После такой обработки торцевой крышки выполняют дальнейшую ее обработку формованием для получения готовой крышки, имеющей требуемый профиль и, при необходимости, отверстие, удобное для открывания.
При вытяжке листовой металлической заготовки с приданием ей формы чашки, например, как описано выше, ее толщина может зачастую уменьшаться преимущественно в определенных зонах. Это явление известно как "фестонообразование", и возникает оно из-за осей относительно более легкого сдвига, образующихся в металле при формировании листового материала методом проката. Таким образом, при вытяжке круглой заготовки с приданием ей формы чашки ее кромка будет не плоской, а волнистой, причем вершины волн называются "фестонами". Чрезмерная волнистость кромки готовой крышки является нежелательной, так как она ведет к неприемлемой неравномерности количества металла в шве готового контейнера. Для компенсации этого явления часто первоначально используют некруглую заготовку с уменьшенными первоначальными диаметрами по направлениям фестонообразования.
Настоящим изобретением предлагается иное решение, направленное на компенсацию фестонообразования и повышение прочности крышки.
Так, согласно изобретению в его четвертом аспекте предлагается способ формирования предмета в форме чашки из круглой заготовки из листового материала, имеющего по меньшей мере одно преимущественное направление сдвига, включающий вытяжку заготовки с использованием пуансона, носовая часть которого выполнена профилированной и так ориентирована по отношению к заготовке, что кромка формируемого при этом предмета в форме чашки является по существу плоской.
Далее описаны варианты выполнения настоящего изобретения со ссылками на прилагаемые чертежи, на которых
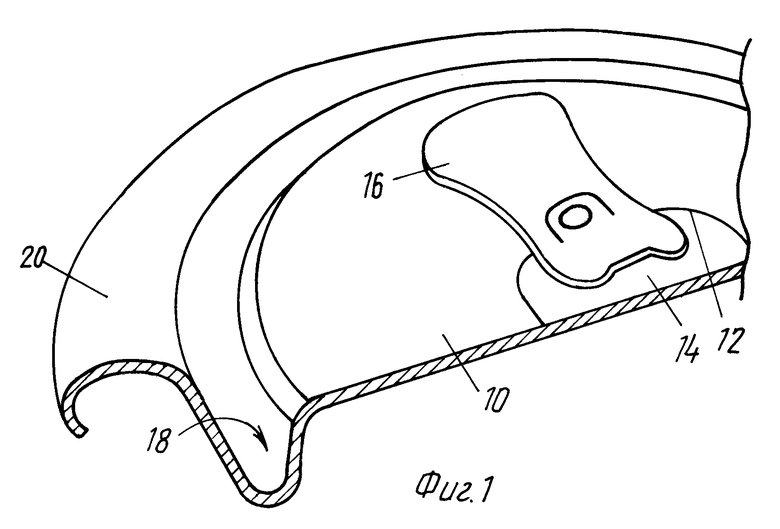
фиг. 1 изображает частичный вид известной торцевой крышки контейнера,
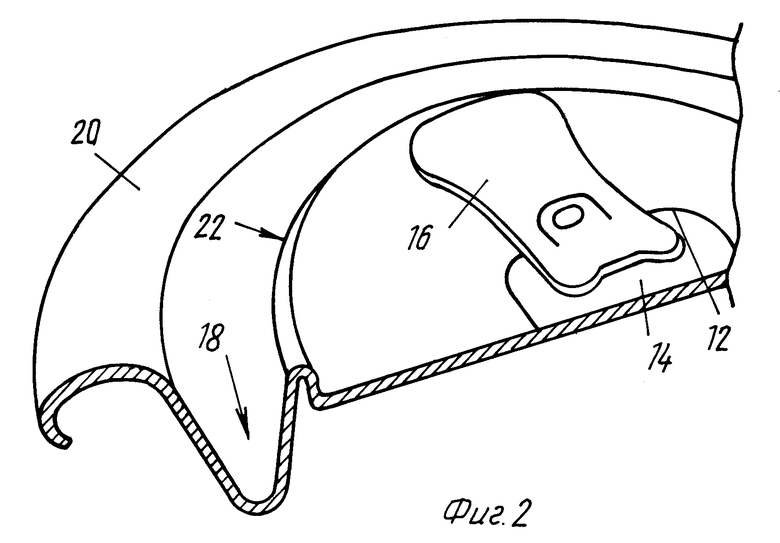
фиг. 2 изображает аналогичный вид одного варианта выполнения предлагаемой торцевой крышки,
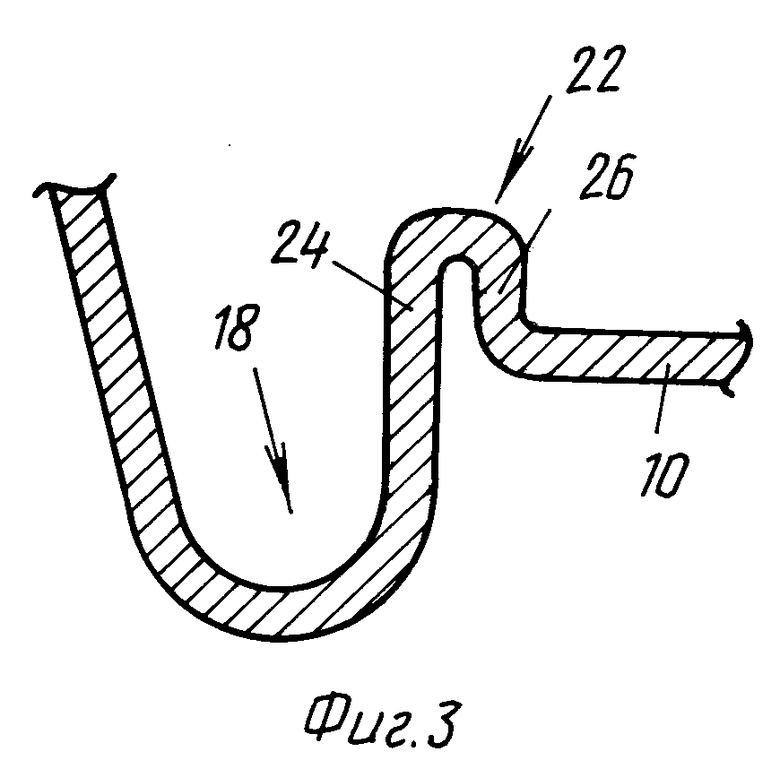
фиг. 3 изображает в увеличенном масштабе разрез углубления и зоны сгиба торцевой крышки, изображенной на фиг. 2,
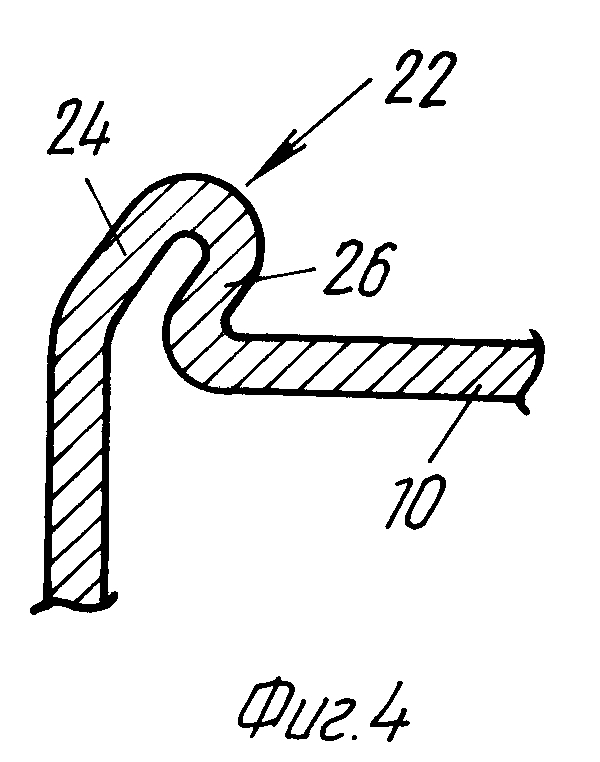
фиг. 4 изображает аналогичный разрез второго варианта выполнения торцевой крышки,
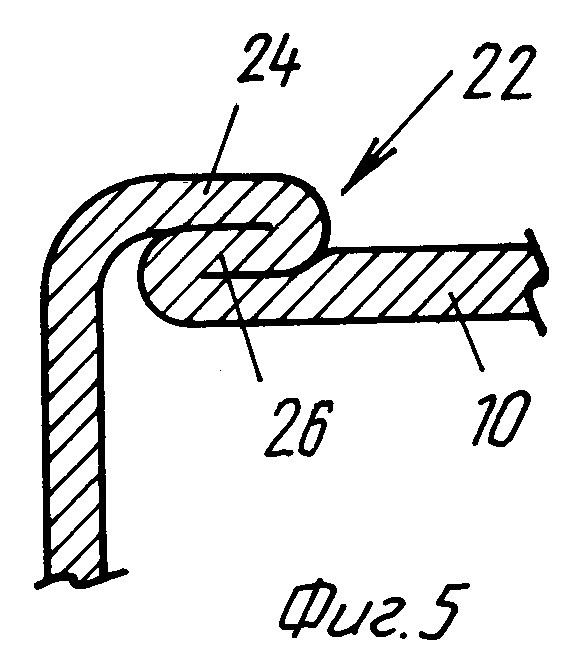
фиг. 5 изображает аналогичный разрез третьего варианта выполнения торцевой крышки,
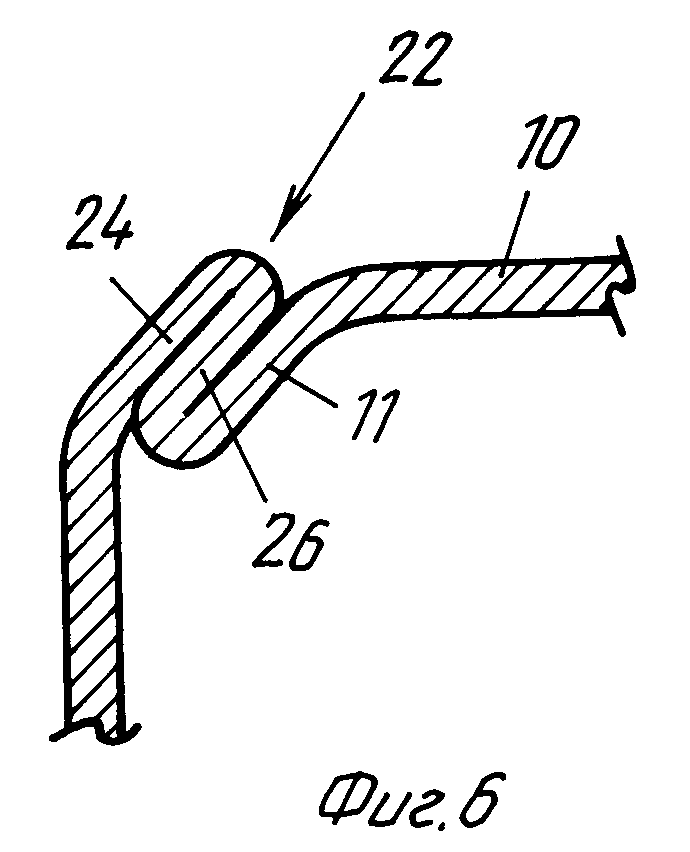
фиг. 6 изображает аналогичный разрез четвертого варианта выполнения торцевой крышки,
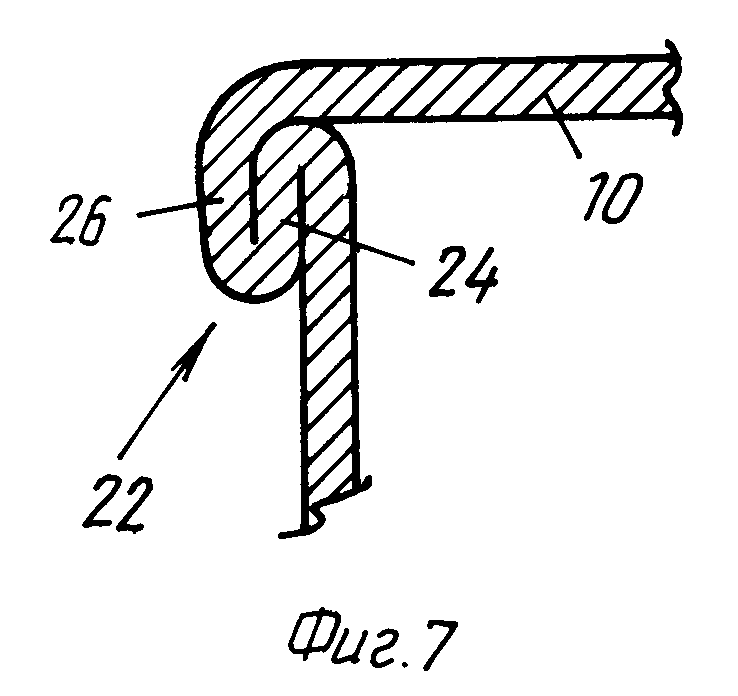
фиг. 7 изображает аналогичный разрез пятого варианта выполнения торцевой крышки,
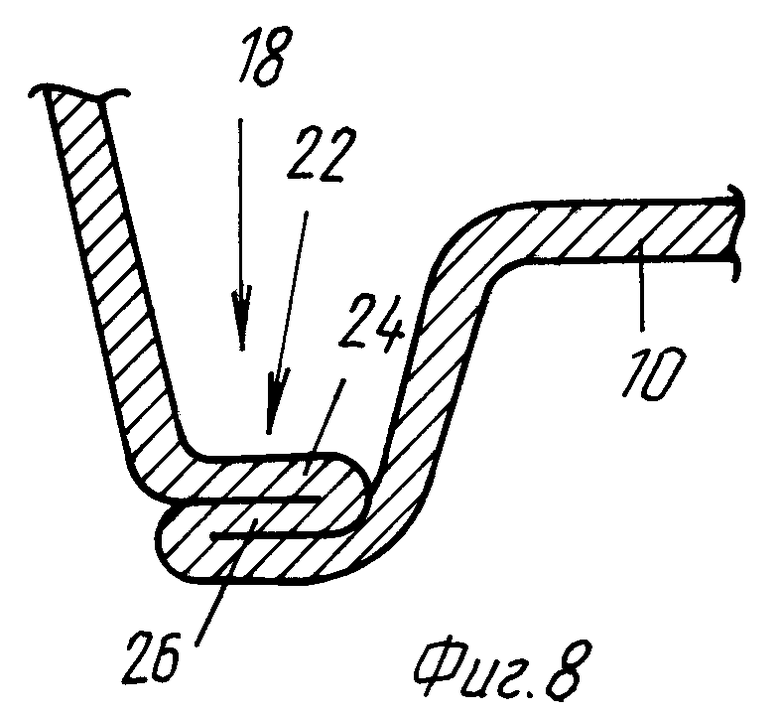
фиг. 8 изображает аналогичный разрез шестого варианта выполнения торцевой крышки, в котором сгиб сформирован у основания углубления.
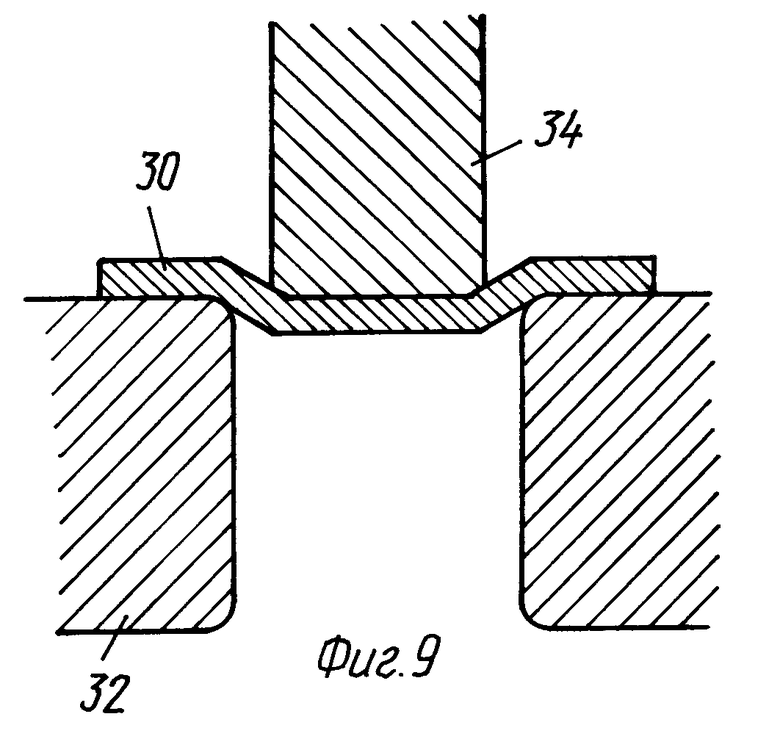
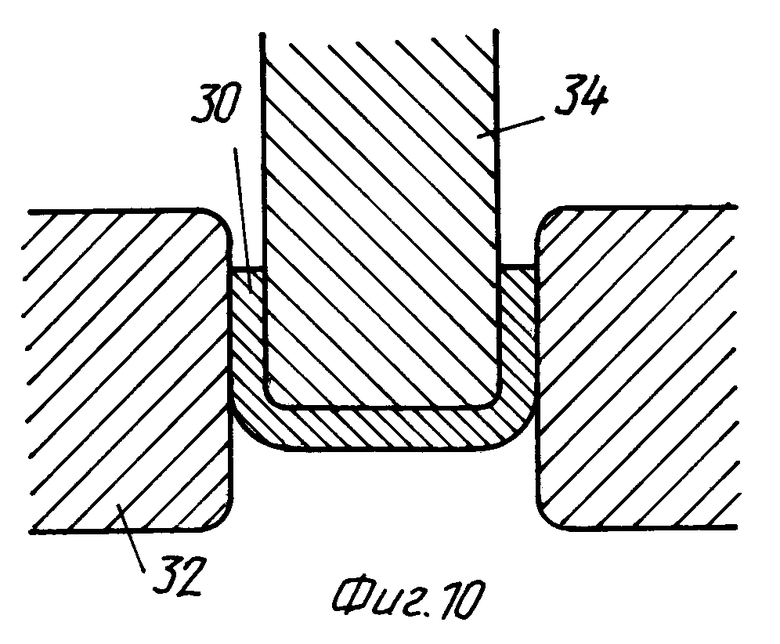
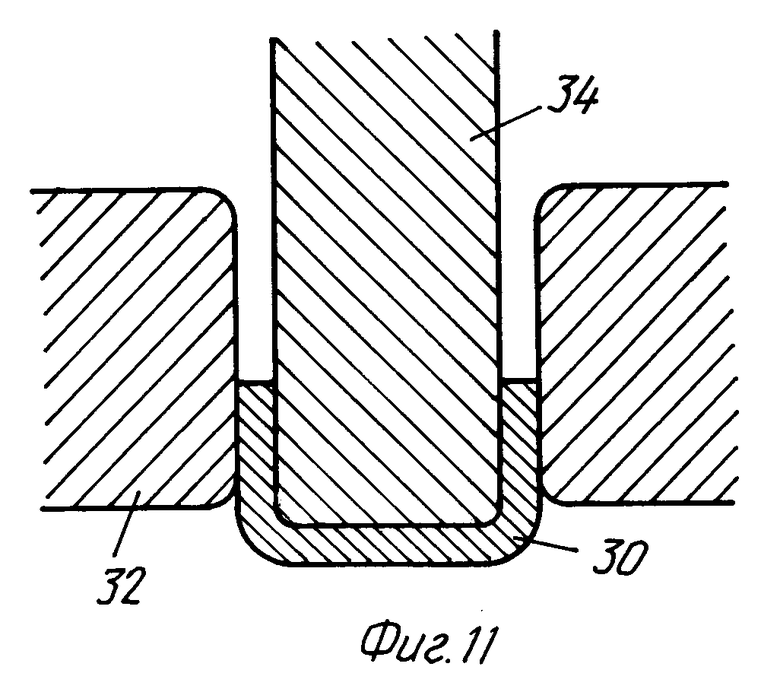
фиг. 9-11 схематично изображают в разрезе приспособление для вытяжки на трех последовательных стадиях его работы по формированию заготовки крышки с периферийным краем уменьшенной толщины,
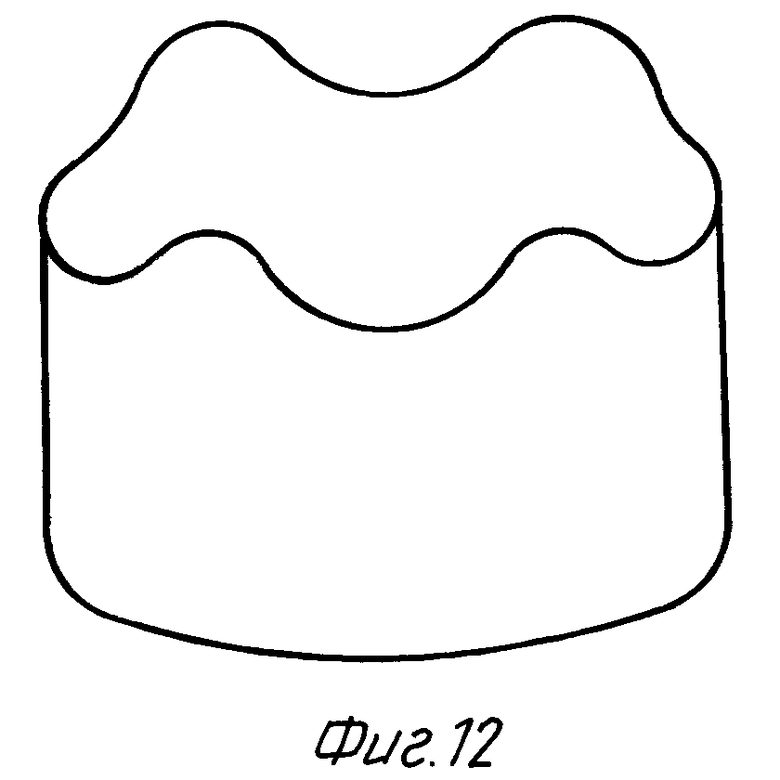
фиг. 12 изображает предварительно отформованную чашеобразную заготовку торцевой крышки, выполненную посредством вытяжки круглой заготовки из листового материала, имеющего преимущественные направления сдвига, и
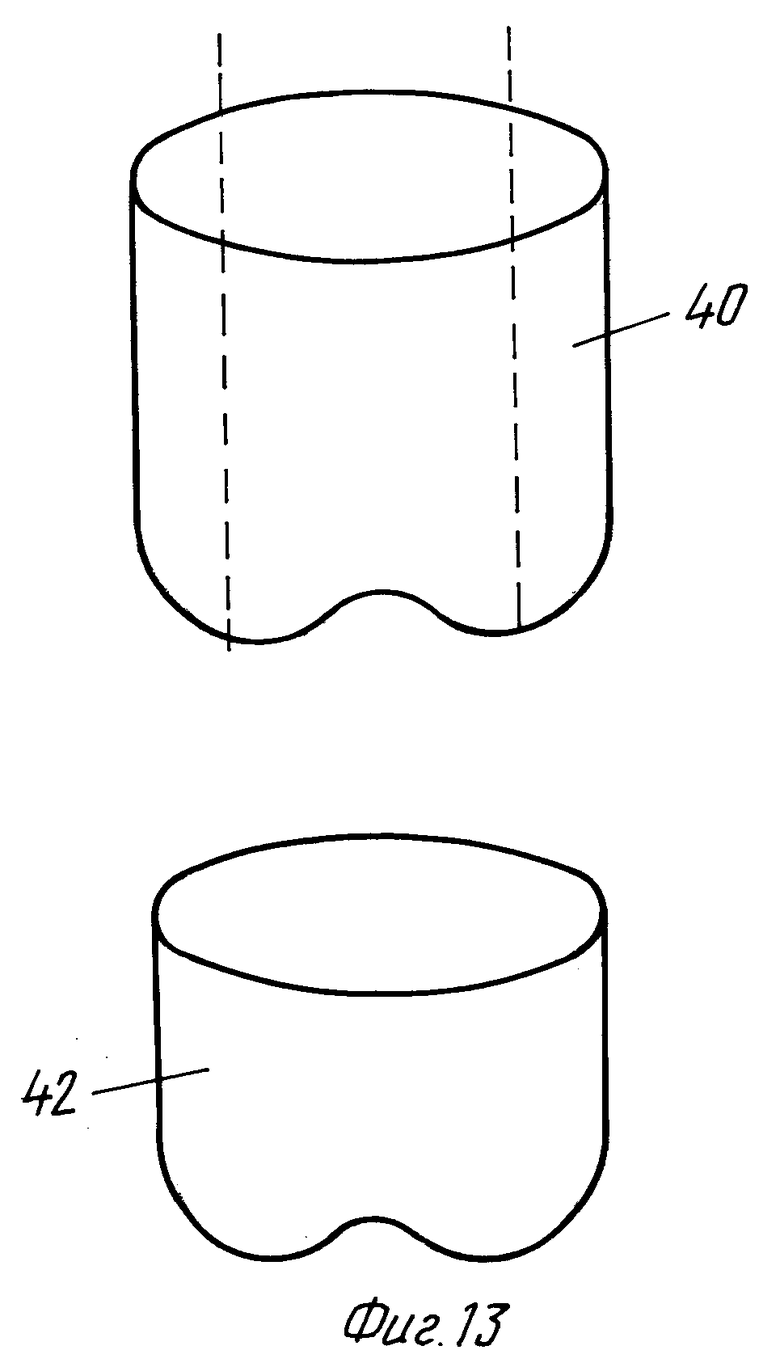
фиг. 13 схематично изображает пуансон, используемый для вытяжки предварительно отформованной заготовки крышки без "фестонообразования".
На фиг. 1 чертежей изображена известная алюминиевая торцевая крышка цилиндрического металлического контейнера для газированных напитков. Крышка выполнена из листового материала и имеет круглую центральную панель 10, выполненную с линией 12 уменьшенной прочности, окружающей участок 14, на котором посредством заклепки установлено ушко. Когда пользователь отводит пальцем вверх ушко 16, участок 14 отрывается от панели по линии 12 с образованием в торце контейнера отверстия, небольшого по сравнению с предельным размером центральной панели. Торцевая крышка выполнена с кольцевым коническим углублением 18 у периферии центральной панели 10 и с кольцевым периферийным участком или краем 20, проходящим вокруг выемки 18 и загибающимся внутрь у внешней кромки. При изготовлении каждый цилиндрический контейнер заполняют газированным напитком, а затем устанавливают на него сверху крышку, такую как показана на чертеже, и герметически прикрепляют ее к нему путем загибания внешней кромки участка 20 вместе с верхней кромкой контейнера. После этого заполненные и запечатанные контейнеры нагревают для пастеризации их содержимого.
Как показано на фиг. 2 и 3, предлагаемая крышка выполнена со сгибом 22 в месте соединения выемки 18 и центральной панели 10. Противоположные боковые стенки 24, 26 сгиба 22 находятся в непосредственной близости друг к другу или, в идеальном случае, в поверхностном контакте друг с другом, выполнены в целом плоскими и проходят параллельно друг другу. Боковые стенки 24, 26 сгиба 32 выступают вверх по отношению к центральной панели 10.
В варианте выполнения, показанном на фиг. 5, сгиб 22 отогнут радиально внутрь и приплюснут к верхней части центральной панели 10. В этом варианте противоположные стенки 24, 26 сгиба 22 находятся в поверхностном контакте друг с другом, а стенка 26 находится в поверхностном контакте с верхней частью центральной панели.
В варианте выполнения, показанном на фиг. 6, центральная панель 10 выполнена приподнятой, а ее периферийный край 11 наклонен вниз. Противоположные стенки сгиба 22 сжаты вместе, а он сам приплюснут к наклонному краю 11 центральной панели.
В варианте выполнения, показанном на фиг. 7, сгиб 22 отогнут радиально наружу и вниз до вступления стенки 24 в поверхностный контакт с радиальной внутренней стенкой углубления.
Сгиб 22, показанный на фиг. 8, выполнен в основании углубления 18. В этом примере противоположные стенки 24, 26 находятся в поверхностном контакте друг с другом, а сгиб 22 отогнут так, что его боковые стенки 24, 26 расположены горизонтально, причем стенка 26 находится в контакте с частью основания выемки.
Сгибы 22, показанные на фиг. 5-8, могут быть получены путем сжатия с приложением силы перпендикулярно плоскости сгиба 22 и с уменьшением толщины листового материала по всему сгибу или его части.
На сгибы 22 крышек, показанных на фиг. 2-8, может быть нанесен клей для склейки их противоположных стенок 24, 26 между собой. В другом варианте листовой материал, из которого изготовлена крышка, может иметь покрытие из термопласта, и тогда для склеивания боковых стенок 24, 26 сгиба 22 между собой он может быть подвергнут нагреванию.
Во всех вариантах выполнения, показанных на фиг. 2-8, сгиб 22 образует жесткую кольцевую зону в выемке 18 крышки. Это обеспечивает эффективное предотвращение выгибания выемки наружу, даже на отдельных участках по ее окружности, под действием давления в контейнере, особенно если контейнер подвергается тряске или нагреву. Кроме того, это позволяет выполнять крышку из более тонкого листа например, алюминия, или из материала, обладающего меньшей конструкционной прочностью, чем тот, что использовался до сих пор. В последнем случае материал может быть более толстым, но вместе с тем менее дорогостоящим, чем обычный.
Как уже отмечено выше, если крышка выполнена из более толстого чем обычно материала, желательно присоединять крышку к заполненному контейнеру с использованием той же машины, которая используется для присоединения крышек из материала обычной толщины, без необходимости ее модификации. Для этого крышка выполнена с периферийным краем уменьшенной толщины, как показано на фиг. 9-11. Круглую заготовку 30 крышки подвергают штамповке в матрице 32 с помощью пуансона 34, причем разность радиусов пуансона 34 и по меньшей мере некоторой части матрицы меньше, чем первоначальная толщина заготовки 30. Когда начинается протяжка пуансоном заготовки 30 через матрицу, диаметр отверстия которой меньше диаметра заготовки 30, внешний край заготовки загибается вокруг пуансона. Затем по мере дальнейшей протяжки пуансоном заготовки 30 через матрицу толщина этого внешнего края уменьшается, так как зазор между пуансоном и матрицей меньше первоначальной толщины заготовки. Таким образом получают предварительно отформованную заготовку, которая в целом имеет форму чашки и вертикальный край которой имеет уменьшенную толщину и подвергают ее дальнейшей обработке для получения готовой крышки требуемой формы, например, как показано на фиг. 2-8, но с краем 20 уменьшенной толщины. При желании аналогичный процесс может быть использован при формировании центральной панели путем подъема центральной части дна чашеобразной предварительно отформованной заготовки для формирования боковых стенок центральной панели уменьшенной толщины.
Как описано выше и показано на фиг. 12, у круглой заготовки из листового металла при вытяжке часто образуется волнистая кромка, причем это явление называется "фестонообразованием", а вершины кромки называются фестонами. Это происходит из-за того, что при прокате в листовом металле образованы преимущественные направления сдвига, в соответствии с которыми и образуются фестоны.
Во избежании этого вытяжку круглой листовой металлической заготовки производят с использованием пуансона 40, имеющего профилированную носовую часть (фиг. 13), и получают предмет в форме чашки при предварительно сформованную заготовку 42 торцевой крышки с по существу плоской кромкой. Таким образом, периферия носовой части пуансона имеет волнистую форму, при этом каждая вершина сужается на конце носовой части по направлению к ее центру (на оси пуансона). Пуансон так ориентирован по отношению к преимущественным направлениям сдвига заготовки, что вершины на конце пуансона вытягивают ее дальше в осевом направлении, в соответствии с преимущественными направлениями сдвига листового материала, в результате чего кромка чашеобразного предмета 42 получается по существу плоской.
Предмет 42 затем подвергают дальнейшей обработке для получения готовой крышки требуемой формы, например, как показано на фиг. 2-8. Эта дальнейшая обработка требует использования других пуансонов или комплектов пуансонов, профили которых изменяются аналогично профилю указанного пуансонного пуансона 40, так что металл фестонов выжимается в область центральной панели. Увеличение толщины панели приводит к увеличению прочности крышки, так что крышка с более толстой панелью в местах наибольшего фестонообразования имеет более высокую местную прочность панели и следовательно, более высокую общую прочность; при этом существует потенциальная возможность дальнейшей экономии металла благодаря использованию первоначального материала меньшей толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦЕВАЯ КРАШКА БАНКИ, ИЗГОТОВЛЕННЫЙ ИЗ ЗАГОТОВКИ С УМЕНЬШЕННОЙ ТОЛЩИНОЙ | 2011 |
|
RU2572770C2 |
| ТОВАРНЫЙ КОНТЕЙНЕР | 1993 |
|
RU2118604C1 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| КРЫШКА БАНКИ | 2002 |
|
RU2270794C2 |
| ТОРЦОВАЯ КРЫШКА БАНКИ | 2005 |
|
RU2424166C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОЙ БУМАЖНОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2576581C1 |
| Контейнер с покрытием из термопластичного материала | 1987 |
|
SU1830032A3 |
| КАРМАННЫЙ КОНТЕЙНЕР ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2008 |
|
RU2511301C2 |
| КОРОБКА ДЛЯ СИГАРЕТ И ВНЕШНЯЯ ЗАГОТОВКА ДЛЯ НЕЕ | 2006 |
|
RU2381972C2 |
Крышка предназначена для закрывания металлических банок с газированными напитками. Для противодействия внутреннему давлению крышка имеет сгиб. Сгиб может быть распокожен либо в месте соединения центральной панели и кругового углубления, либо в основании последнего. Другой вариант крышки предполагает выполнение кольцевого периферийного участка с уменьшенной толщиной в сравнении с толщиной центральной панели. При формировании торцевой крышки по второму варианту заготовку штампуют пуансоном в отверстии матрицы. Зазор между пуансоном и частью матрицы меньше толщины материала заготовки, размер которой превышает размер отверстия матрицы. Изобретение позволяет повысить прочность торцевой крышки путем уменьшения изгиба центральной панели. 3 с. и 8 з.п.ф-лы, 13 ил.