Изобретения относятся к производству текстильных нитей.
Известен способ изготовления объемной нити с ровной поверхностью, заключающийся в подготовке, по крайней мере, двух видов термопластичных синтетических невытянутых нитей, обладающих различным естественным относительным удлинением, одновременном совместном вытягивании подготовленных таким образом нитей до уровня, соответствующего или превышающего относительное удлинение нити, обладающей наименьшим естественным удлинением, и последующем снятии усилий растяжения после вытягивания этих нитей. Моноволокна этих комплексных нитей перепутываются между собой при пропускании их через сопловое устройство до или после вытягивания (EP 0037118 AI, 07.10.81).
В этом способе скорее используются различия в эластичной релаксации составляющих нитей, чем их способность к усадке. В результате получается комплексная нить, обладающая высокой объемностью и эластичностью при отсутствии каких-либо гофр.
Известен также способ изготовления текстильной нити, заключающийся в подаче двух комплексных нитей с различной скоростью к сопловому устройству, в котором моноволокна переплетаются и образуют петли, и последующей тепловой обработке, при которой петли моноволокон натягиваются и затягивают другие перепутанные моноволокна и уплотняют комплексную нить (EP 0057583 AI, 11.08.82).
Таким способом может быть изготовлена "некрученая" швейная нить. "Некрученая" в данном случае не означает, что нить не имеет крутки, так как крутка всегда может быть сообщена. Скорее это означает, что нить изготовлена без использования кручения, которое неизбежно подразумевается при производстве швейных нитей из штапельных волокон, например хлопка.
Данный известный способ позволяет варьировать свойства нитей в процессе их производства, особенно при изготовлении швейных нитей. Он может быть приспособлен для выпуска более или менее петлистой нити. Иногда предполагается, что присутствие петель в комплексной нити может способствовать охлаждению иглы швейной машины.
Все модификации указанного известного способа не давали, однако, никакого повышения экономической эффективности производства швейных нитей и какую-либо экономическую эффективность сложно усмотреть в них, так как сам этот способ исключает наиболее дорогой компонент технологии производства обычной швейной пряжи, а именно, кручение или другие компоненты технологии, предназначенные для уплотнения и соединения штапельных волокон и превращения в связную нить.
Наиболее близким аналогом является известный способ изготовления некрученой или крученой с некоторой круткой нити, заключающийся в пропускании двух или более вытягиваемых комплексных нитей вместе через сопловое устройство, в котором моноволокна нитей переплетаются и образуют петли и переплетения, и наматывании перепутанной нити без крутки или с круткой на поковку (DE 3831700 A1, 22.03.90).
Из данного источника известна текстильная нить, изготовленная известным способом (DE 3831700 A1, 22.03.90).
Известному способу присущи указанные выше недостатки.
Задачей группы изобретений является усовершенствование способа изготовления некрученой или крученой с некоторой круткой нити и изготовленной им текстильной нити, обеспечивающих получение технического результата, состоящего в повышении скорости выпуска нити и снижении стоимости ее производства.
Этот технический результат в способе изготовления некрученой или крученой с некоторой круткой нити, заключающемся в пропускании двух или более вытягиваемых комплексных нитей вместе через сопловое устройство, в котором моноволокна нитей переплетаются и образуют петли и переплетения, и наматывании перепутанной нити без крутки или с круткой на паковку, достигается тем, что комплексные нити перед поступлением в сопловое устройство не вытягиваются или вытягиваются частично, а после выхода из соплового устройства, когда моноволокна нитей перепутаны и содержат петли и переплетения, перепутанная нить вытягивается так, что существенная доля вытяжки или полностью вытяжка осуществляется после соплового устройства, и таким образом, что по крайней мере одна из комплексных нитей вытягивается до стабильного вытянутого состояния с обеспечением уплотнения нити.
Комплексные нити могут быть неодинаковыми по способности к вытяжке. Они могут быть частично вытянуты до воздействия на них соплового устройства и они могут подаваться с различной скоростью к сопловому устройству.
Одна комплексная нить может подаваться с большей скоростью к сопловому устройству, чем вторая нить. Типичным может быть превышение скорости подачи нити на 40-60%. Но большие или меньшие величины скорости могут быть использованы в различных условиях.
Комплексные нити могут быть изготовлены из одного и того же полимера и обычно состоят из множества моноволокон. Могут использоваться три или более комплексных нитей и одна из них может быть одиночным моноволокном или состоять из небольшого количества моноволокон.
В группу нитей могут быть включены и нити из штапельных волокон.
Перепутанные и вытянутые комплексные нити могут быть подвергнуты тепловой обработке. Тепловая обработка может производиться при температуре, при которой происходит усадка (или при более высокой температуре), когда нить не натянута, или когда ей предоставлена возможность сжиматься только до определенной степени. Тепловая обработка может проводиться также при более высокой температуре для достижения большого натяжения в готовой нити.
Настоящим способом изготавливается текстильная нить, которая может представлять собой швейную нить.
Способ изготовления нити ниже описан со ссылками на чертежи, где на фиг. 1 показана технологическая схема одного из вариантов предложенного способа; на фиг. 2 - схема второго варианта предложенного способа; на фиг.3 - схема третьего варианта способа.
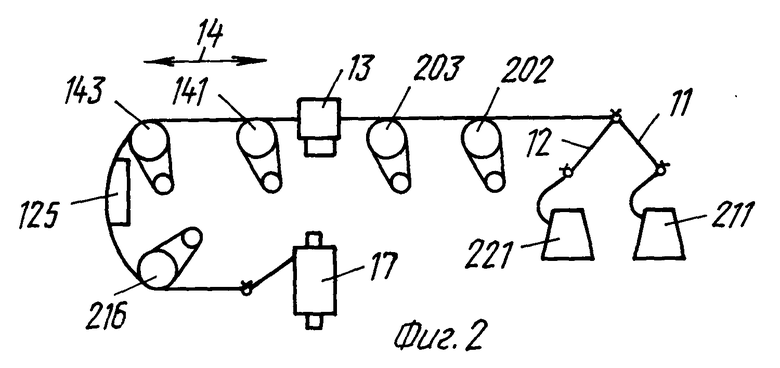
В вариантах способа, представленных на фиг. 1 и 2, две разные комплексные нити 11 и 12 пропускают через сопловое устройство 13, в котором составляющие их моноволокна переплетаются между собой и образуют петли. Затем выходящую нить вытягивают на участке 14 до уровня, при котором по крайней мере одна исходная комплексная нить вытягивается до стабильного вытянутого состояния.
Под стабильным вытянутым состоянием понимается состояние, когда при температуре, при которой готовая нить будет использоваться (в случае изготовления обычных текстильных нитей, например таких, как швейные нити, конечно, такой температурой можно считать комнатную и, вероятно, температуру стирки, химической чистки и глажения), она будет вытягиваться в пределах эластичного растяжения, по крайней мере на начальной стадии скорее, чем в зоне неэластичной деформации (с появлением пластической деформации). Если нити имеют различную линейную плотность и одна из них, возможно, выполняет роль сердечника или нити, несущей все композиционные нити, а другая - декоративная или скрепляющая, то обычно предпочтительно, чтобы более тяжелая нить или сердечник вытягивались до стабильного вытянутого состояния.
Нити 11 и 12 могут различаться по степени вытяжки.
На фиг.1 схематически представлен способ, в котором нити 11 и 12 подаются (или по крайней мере могут подаваться) как одинаковые по свойствам с бобин 111 и 121. Это могут быть полиолефиновые нити. Эти две нити с бобин 111 и 121 вытягиваются в различной степени галетами 112, 113 и 122, 123. Вытяжка, создаваемая парами галет 112, 113 и 122, 123, может быть существенно ниже полного удлинения, до которого можно вытянуть эти комплексные нити. Нить 11 может вытягиваться в 1,84 раза, а нить 12 - в 1,78 раза. Галеты 123 могут иметь большую скорость, например, на 40-60% или более, чем галеты 113, для того, чтобы подавать большую длину нити 12 к сопловому устройству 13, чем нить 11. Перепутанная нить затем вытягивается в зоне 14 в 1,27 раза.
В зоне 14 размещены подающие галеты 141 и выпускные галеты 142. Вытянутая нить с галет 142 далее подается со скоростью, на 2,5-1% более высокой, к галетам 15. Быстро релаксирующая нить затем наматывается на бобину 18.
В способе-аналоге скорость наматывания готовой нити на бобину зависит от скорости, с которой сопловое устройство может обрабатывать нить. В заявленном способе нити подвергаются дальнейшему вытягиванию после соплового устройства. В способе, представленном на фиг.1, эта вытяжка достигает 1,27 раза. Готовая нить таким образом наматывается со скоростью, на 27% более высокой, чем это возможно в известном способе.
На фиг.2 проиллюстрирован способ, в котором используются разные исходные нити 11 и 12, подаваемые с бобин 211 и 221. Они соединяются вместе и проходят зону вытягивания между галетами 202, 203. Нити 11 и 12 отличаются по крайней мере по степени удлинения при растяжении. Частично вытянутые соединенные вместе нити 11 и 12 подаются с превышающей скоростью к сопловому устройству 13, в котором моноволокна переплетаются между собой.
Результирующая комплексная нить с перепутанными моноволокнами вытягивается в зоне 14, и когда она покидает эту зону, моноволокна нитей 11 и 12 обладают различной способностью к усадке, так как одна из нитей вытянута в меньшей степени относительно их возможного удлинения, чем другая нить. Вытянутая нить из зоны вытягивания 14, содержащей подающие и выпускные галеты 141 и 143, подвергается тепловой обработке на нагревателе 125 при сохранении натяжения или при обеспечении контролируемой усадки (или, может быть, вытягивается в небольшой степени) с помощью галет 216, после которых она наматывается на бобину 17.
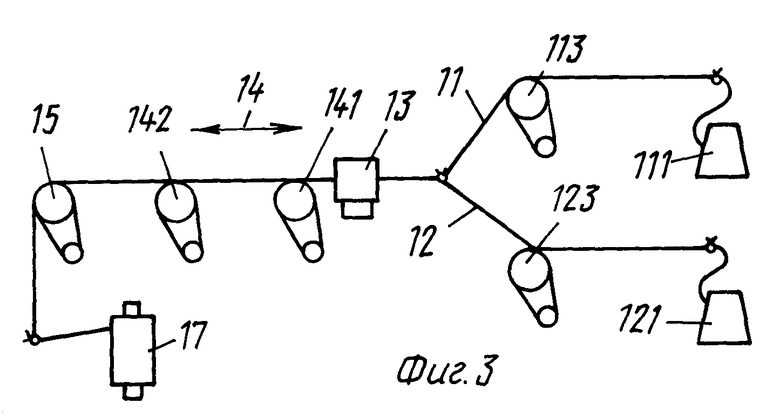
На фиг.3 представлен способ, преимущественно сходный со способом по фиг. 1, но в нем исходные нити не вытягиваются до соплового устройства. Комплексные нити 11 и 12 выполнены из полиолефина, но нить 11, используемая в качестве декоративной составляющей и обладающая меньшей линейной плотностью, чем нить 12, подается с большей скоростью к зоне вытяжки 14 подающими галетами 113 и 123. Галеты 113, как и раньше, подают нить со скоростью, на 40% (возможно, больше или меньше) большей скорости первой пары галет 141 зоны вытягивания 14. В то же время, подающие галеты 123 подают нить со скоростью, на 4,5% большей скорости аналогичного ролика 141. Перепутанные моноволокна из соплового устройства вытягиваются до нормальной величины, до которой эти нити удлиняются в процессе горячей вытяжки (или даже в большей степени) в зоне вытягивания 14 и затем подвергаются релаксации при нагреве в зоне между горячими галетами 142 и галетами 15, как и в предыдущих вариантах способа.
Следует заметить, что в способе, представленном на фиг.1, мотальное устройство 18 представляет собой пару кольцо - бегунок, а в способе, изображенном на фиг.2 и 3, намотка цилиндрическая с раскладкой.
В первом варианте намотанная нить будет иметь некоторую крутку, создаваемую при намотке. Крутка может быть желательной для некоторых конечных областей применения, хотя, например, для швейных нитей величина крутки, которая может быть сообщена нити, изготовленной без крутки, для улучшения швейных свойств, будет значительно меньше той, которая требуется для придания аналогичной прочности штапельной пряже. Стоимость изготовления швейной нити может быть снижена при использовании настоящего изобретения, где крутка не требуется или не требуется в такой мере, как при производстве пряжи.
Когда используется крестовая намотка, крутка нити может быть произведена на последующих стадиях обработки.
Уплотнение (или по крайней мере способствование уплотнению) нити может быть осуществлено путем перепутывания моноволокон потоками воздуха в сопловом устройстве 13 и последующего вытягивания.
Описанные варианты способа обладают заметными преимуществами по сравнению с другими способами изготовления связных некрученых или с малой круткой нитей, в которых вытягивание полностью выполняется перед воздействием сопловым устройством, поскольку производительность таких способов ограничена пропускной способностью соплового устройства. В способе в соответствии с настоящим изобретением существенная доля вытяжки или полностью вытяжка осуществляется после соплового устройства и благодаря этому скорость выпуска нити значительно повышается.
С другой стороны, даже если небольшую часть вытяжки перенести в процессе изготовления нити за сопловое перепутывающее устройство, то это может способствовать повышение эффективности, выражающейся в выпуске более тонкой нити, обладающей большей прочностью (ориентировочно на 10%), когда вытяжку полностью производят после соплового устройства.
В то же время, тенденция к обрыву моноволокон при вытягивании нити перед сопловым устройством резко снижается и нить на выходе получается более гладкой.
Базовый способ может в широких пределах варьироваться, как это показано выше на примерах, проиллюстрированных фигурами. Например, могут использоваться нагреватели в виде стержня или плиты для выполнения горячей вытяжки вместо нагреваемых галет, как описано выше. Холодная вытяжка может в некоторых случаях быть предпочтительнее.
Возможность обрыва моноволокон может быть использована как средство для создания декоративного эффекта путем целенаправленного обрыва моноволокон после соплового устройства для изготовления нитей с контролируемым обрывом моноволокон. Такие нити более похожи на пряжу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННОЙ ШВЕЙНОЙ НИТИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ НИТИ | 1992 |
|
RU2093621C1 |
| Способ производства некрученой пряжи из по меньшей мере двух раздельных пучков нитей термопластичного материала | 1982 |
|
SU1447291A3 |
| ПРОИЗВОДСТВО КРАШЕНОЙ НИТИ (ВАРИАНТЫ) | 2001 |
|
RU2256732C2 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 2015 |
|
RU2641874C2 |
| НИТЬ ШВЕЙНАЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2021 |
|
RU2780193C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 2005 |
|
RU2286412C1 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 2009 |
|
RU2411314C2 |
| ПЕТЕЛЬНАЯ УТОЧНАЯ НИТЬ ДЛЯ КОРДНОЙ ТКАНИ И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ НИТИ | 1996 |
|
RU2112092C1 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 1996 |
|
RU2106439C1 |
| ТЕКСТИЛЬНОЕ АРМИРОВАНИЕ, СОДЕРЖАЩЕЕ НЕПРЕРЫВНУЮ АРАМИДНУЮ НИТЬ | 2012 |
|
RU2599673C2 |
Согласно способу две или более вытягиваемых комплексных нитей пропускают через сопловое устройство, в котором под действием струй воздуха моноволокна двух комплексных нитей переплетаются между собой и образуют петли и переплетения. Перед поступлением в сопловое устройство комплексные нити не вытягиваются или вытягиваются частично. После выхода из соплового устройства, когда моноволокна нитей перепутаны и содержат петли и переплетения, перепутанная нить вытягивается так, что существенная доля вытяжки или полностью вытяжка осуществляется после соплового устройства, и таким образом, что по крайней мере одна из комплексных нитей вытягивается до стабильного вытянутого состояния с обеспечением уплотнения нити. Полученная данным способом текстильная нить может представлять собой швейную нить. Способ позволяет повысить скорость выпуска нити и снизить стоимость ее производства. 1 с. и 7 з. п. ф-лы. 3 ил.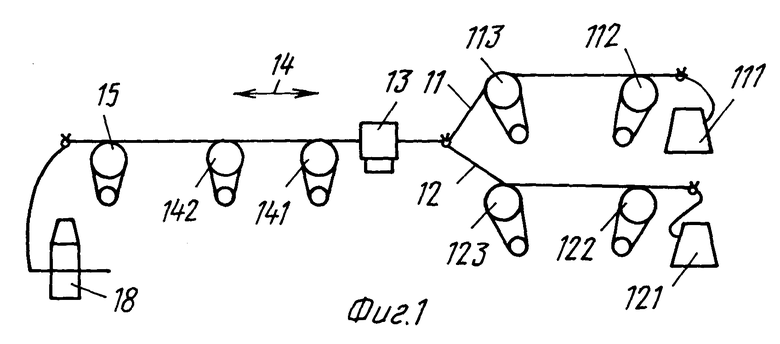
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE 3831700 A1, 22.03.90 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU 1764516 A3, 23.09.92 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для отпуска по весу жидкости | 1939 |
|
SU57583A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление к машинам для забивки костылей | 1932 |
|
SU37118A1 |

