Данное изобретение касается производства крашеной нити, в частности, но не обязательно швейной нити.
Нить обычно, но не обязательно окрашивают на паковке для крашения, которая состоит из сердечника из перфорированного металлического или пластикового материала или из спиральной пружины для крашения, выполненной из проволоки с намотанной на нее нитью. Нить наматывают с открытой укладкой, то есть смежные нити отделены друг от друга и с равномерным, низким натяжением. Для швейных нитей плотность нити на паковке обычно составляет между около 0,4 и 0,5 г/см3.
После крашения крашеные паковки должны перематываться в паковки более плотной намотки с нитями, расположенными плотно и с высокой степенью регулярности (плотная укладка).
В частности, при операциях машинного шитья, а также вязания и плетения нить периодически стягивается с паковки, и если она не туго намотана, нить стремится зацепиться за ослабленные петли.
Каждая операция наматывания непосредственно повышает стоимость нити. Кроме того, имеются косвенные расходы, поскольку время производства увеличивается, осуществляется больше операций, и увеличенный период между покупкой исходных материалов и продажей готового продукта требует дополнительных оборотных средств.
Настоящее изобретение обеспечивает улучшенные способы производства крашеной нити, которые решают данную задачу.
Данное изобретение относится к способу изготовления паковки крашеной нити, согласно которому
изготавливают паковку некрашеной нити на проницаемой для краски державке пользовательской паковки; и
окрашивают нить на державке пользовательской паковки для получения пользовательской паковки крашеной нити;
наматывают паковку так, чтобы она была пригодна как для крашения, так и для правильного разматывания при использовании.
Паковка может быть намотана с плотностью, промежуточной плотностям обычной крашеной паковки и пользовательской паковки с прецизионной намоткой.
Паковка может быть намотана в виде паковки прецизионной намотки.
Державка пользовательской паковки может содержать перфорированный конус или перфорированную катушку с параллельными сторонами, причем в последнем случае она может содержать несколько соединенных торцевыми сторонами катушек с параллельными сторонами, на которые наматывают смежные паковки и которые можно легко разделить на отдельные паковки после крашения.
Державка пользовательской паковки может быть повторно используемой и может подходить для нагревания радиочастотами для сушки паковки после крашения.
Державка пользовательской паковки может быть выполнена из пластикового материала или из металла.
Паковка может быть намотана с плотностью до 0,8 г/см3, например между 0,7 и 0,8 г/см3, и намотанная паковка предпочтительно имеет длину окружности по меньшей мере 160 мм.
Нить может быть дважды окрашена, причем по меньшей мере второе крашение осуществляется на державке пользовательской паковки - это удобно для восстановления нити, уже крашенной нежелательным образом, которая иначе была бы отрезана, причем обычный процесс, происходящий при восстановлении, включает многократное перематывание, которое не только является дорогим, но также включает слишком много устройств для его промышленного использования.
Нанесение отделки на нить также можно объединить с операцией крашения либо в процессе крашения, либо потом, когда нить еще находится на державке пользовательской паковки.
Способы крашения согласно изобретению теперь будут описаны со ссылкой на сопроводительные чертежи, на которых:
Фиг.1 - блок-схема процесса крашения согласно предшествующему уровню техники;
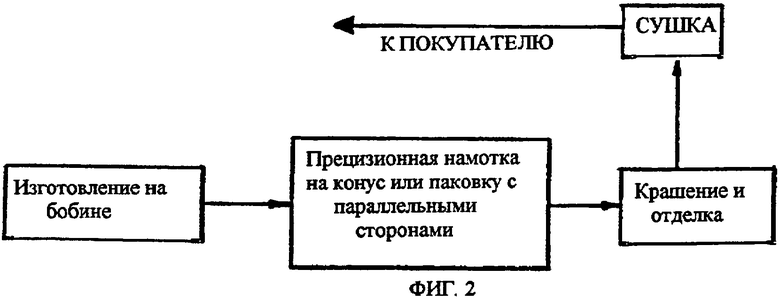
Фиг.2 - блок-схема способа согласно изобретению;
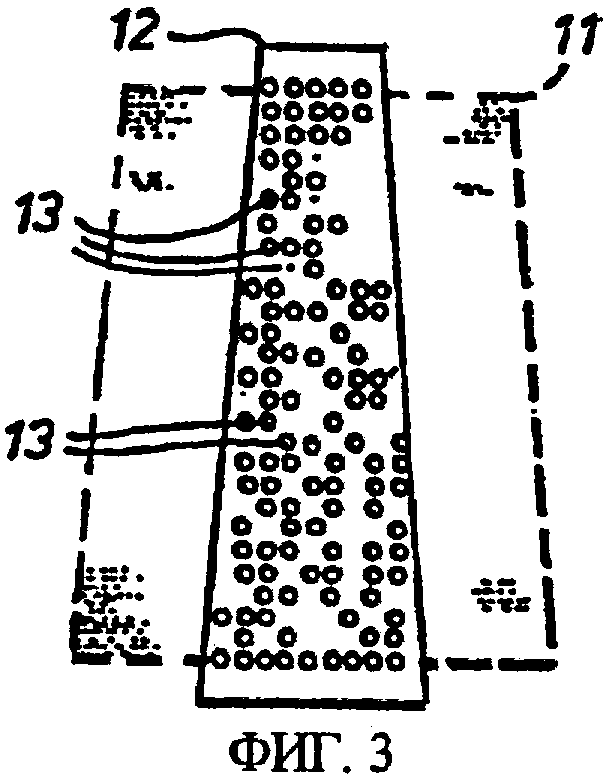
Фиг.3 - вид первой державки для пользовательской паковки, с контуром формы паковки;
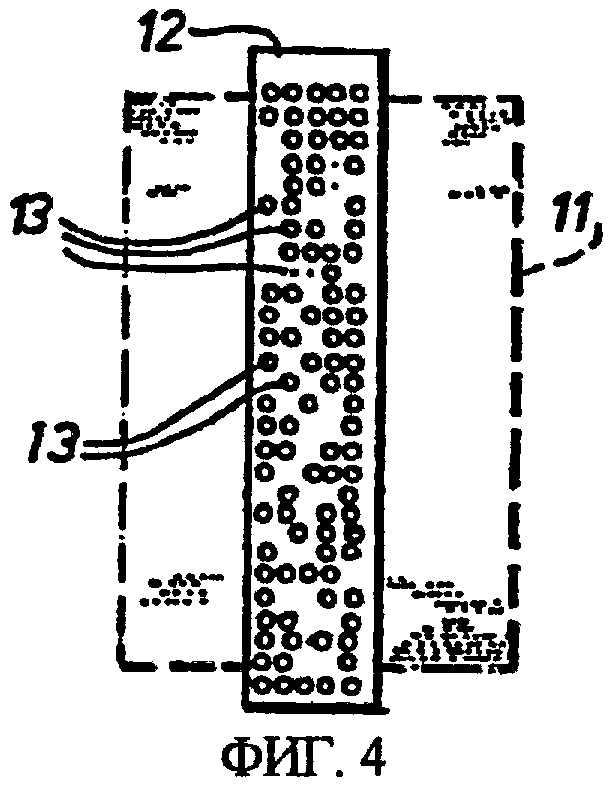
Фиг.4 - аналогичный вид второй державки для пользовательской паковки;
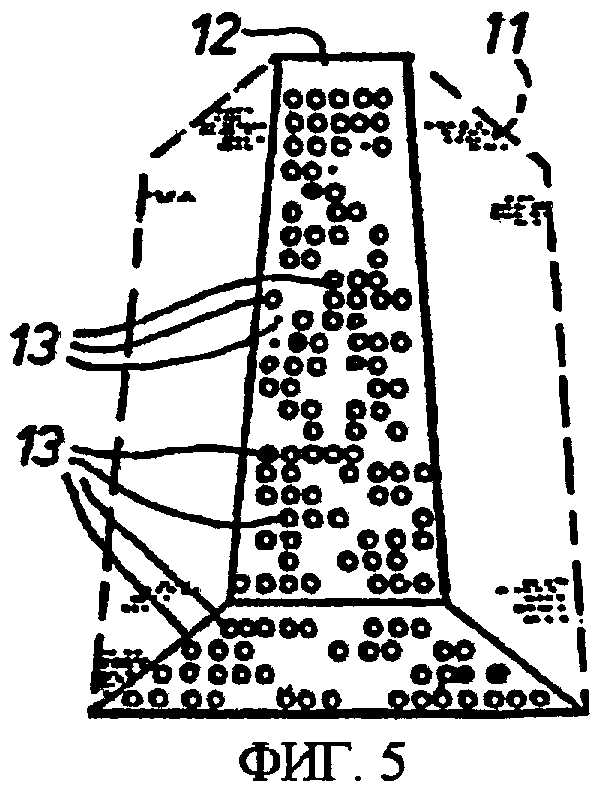
Фиг.5 - аналогичный вид третьей такой державки;
Фиг.6 - вид стопки паковок с параллельными сторонами; и
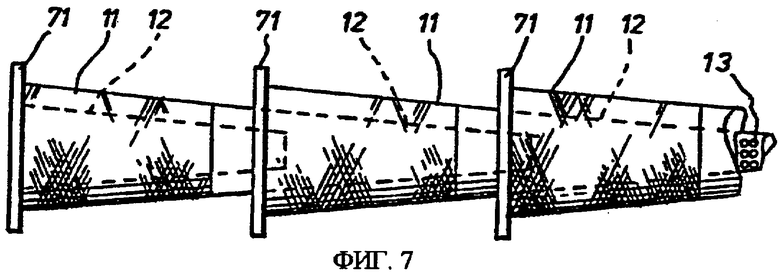
Фиг.7 - вид стопки конических паковок на стержне машины для крашения паковок.
На чертежах показаны способы крашения нитей, предусматривающие:
производство паковки 11 из некрашеной нити на державке 12 для пользовательской паковки, которая является проницаемой для краски; и
крашение нити на державке 12 для пользовательской паковки для производства пользовательской паковки из крашеной нити;
обматывание паковки 11 так, что она подходит как для крашения, так и для правильного разматывания при использовании.
Фиг.1 показывает способ согласно предшествующему уровню техники для производства крашеных швейных нитей. Некрашеную нить сначала производят на больших паковках, называемых бобинами. Их перематывают на спиральные пружины или перфорированные сердечники в свободно намотанные паковки с открытым слоем, подходящие для крашения. Эти паковки для крашения загружают на стержни машины для крашения паковок и красят. Крашеные паковки сушат, а затем перематывают в прецизионно намотанные конусы, которые могут поставляться непосредственно конечному пользователю, или, в большинстве случаев, доставляют на склад для поставки к покупателю, когда потребуется данный цвет. Если конкретного цвета нет на складе, может потребоваться некоторое время для его производства - запасы некрашеной нити обычно не удерживаются на спиральных пружинах, и таким образом производство будет включать две операции намотки начиная с бобин.
Напротив, способ согласно изобретению, показанный на Фиг.2, включает исходное производство бобины, затем операцию прецизионной намотки на совместимую с крашением паковку 11 с последующей операцией крашения, при которой, или после которой, когда нить все еще на паковке 11, может быть нанесена отделка с сохранением больше времени и средств. После крашения следует сушка, которую можно осуществлять посредством нагревания радиочастотами, причем державка паковки из пластикового материала подходит для этого, поскольку она является проницаемой для радиочастот. Теперь нить готова для транспортировки к конечному пользователю. Нет необходимости в складе, а также нет необходимости осуществлять дополнительную обработку, и могут быть выполнены группы любого размера и за очень короткое время производства. Это облегчает производство “точно к нужному моменту” или JIT, сохраняя как средства, так и оперативность и повышая удовлетворенность покупателя благодаря быстрому времени реагирования, возможному с помощью этого способа.
Фиг.3, 4 и 5 показывают различные типы державок 12 для пользовательской паковки, которые можно использовать в этом способе, причем Фиг.3 представляет традиционную коническую форму для прецизионной конусной намотки. Фиг.4 показывает вариант с параллельными сторонами, а Фиг.3 показывает частично коническую форму, а частично с параллельными сторонами. Во всех случаях форма паковки 11, наматываемой на них, обозначена пунктирными линиями. Все три державки 11 имеют перфорированные отверстия 13 и традиционно формуются в пластиковом материале, который является проницаемым для радиочастот, которые можно использовать для сушки крашеных паковок. Перфорационные отверстия выполнены так, чтобы обеспечить соответствующее проникание для красящей жидкости, при этом оставляя державку 12 адекватно прочной и устойчивой к сгибу, короблению или разрушению под действием обычно горячих условий крашения и под действием окружного напряжения вследствие натяжения нити при намотке.
Фиг.6 показывает применение державки 61 для нескольких пользовательских паковок, содержащей несколько отдельных державок 12, соединенных вместе - т.е. каждая державка 12 имеет торцевую часть, которая плотно устанавливается в противоположную торцевую часть другой державки. Отдельные паковки 11 наматывают рядом на державках 12, например, сразу на три, затем собирают в более длинную стопку, в зависимости от размеров имеющейся красильной машины. Более длинную стопку затем нанизывают на стержень машины для крашения паковок для загрузки в красильную машину. Крашеные паковки отделяют после крашения и сушат.
Фиг.7 показывает, как можно составить в стопку несколько конусов 11 с промежуточными металлическими разделительными дисками 71, предотвращающими контакт между смежными паковками, на том же конце. Резьбовые торцевые участки, не показаны, могут скреплять устройство при необходимости. Конечно, также можно составлять конусы в стопку без разделительных дисков.
Хотя различные условия намотки могут подходить для различных типов нитей, обнаружено, что для швейных нитей паковка прецизионной намотки, наматываемая с плотностью 0,7-0,8 г/см3 и имеющая минимальную длину окружности не менее 160 мм, является идеальной как для крашения, так и для разматывания при машинном шитье.
Весьма неожиданно оказалось, что одна и та же паковка может использоваться как в качестве паковки для крашения, так и в качестве пользовательской паковки. В текстильной промышленности было очевидно, что крашеные паковки должны перематываться перед использованием вследствие мягкости намотки, требуемой для хорошего проникания краски, или повреждений вследствие циркуляции краски, или и того и другого. Прибыль, получаемая за счет данного изобретения, является значительной. Державки 12 для пользовательской паковки, кроме того, являются повторно используемыми, представляя дополнительную экономию средств, а именно исключая необходимость отправки волокнистых конусов в отходы.
Для JIT производства нить можно хранить на складе на державках для пользовательских паковок. Когда требуется партия ниток конкретного цвета, запас паковок 11 берут со склада, красят, высушивают и поставляют покупателю, все в очень короткий промежуток времени. Действительно, легко можно изготовить образец для оценки покупателем перед выполнением всего заказа, и не требуется строительства склада, который был бы необходим для отходов - в настоящее время около десяти процентов крашеных нитей должны утилизироваться, поскольку они оказываются неудовлетворительными в отношении их цвета.
Хотя конкретный вариант осуществления изобретения был описан со ссылкой на швейные нити, понятно, что другие нити могут обрабатываться аналогичным образом и что возможны другие модификации без отхода от объема патентной защиты изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННОЙ ШВЕЙНОЙ НИТИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ НИТИ | 1992 |
|
RU2093621C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ РАЦИОНАЛЬНОЙ СТРУКТУРЫ ПОД КРАШЕНИЕ | 1996 |
|
RU2144492C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2483015C2 |
| Текстильная паковка,подготовленная для крашения,и держатель текстильной паковки,подготовленной для крашения | 1985 |
|
SU1323507A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2375292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАМОТАННЫХ ПАКОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2430007C2 |
| Способ намотки бесконечных протяженных структур | 1989 |
|
SU1777594A3 |
| Текстильная паковка | 1990 |
|
SU1703597A1 |
| Способ формирования текстильной паковки | 1989 |
|
SU1654206A1 |
| СПОСОБ ПЕРЕМАТЫВАНИЯ НИТИ | 1991 |
|
RU2019490C1 |

Изобретение относится к производству крашеной нити, преимущественно швейной нити, и направлено на уменьшение технологических затрат. Способ изготовления паковки из крашеной нити предусматривает изготовление паковки некрашеной нити на проницаемой для краски державке пользовательской паковки, крашение нити на державке пользовательской паковки и наматывание паковки так, чтобы она была пригодна как для крашения, так и для правильного разматывания при использовании. 2 н. и 15 з.п.ф-лы, 7 ил.

Приоритет по пунктам:
| RU 2004488 C1, 15.12.1993 | |||
| Устройство для управления автономным тиристорным инвертором | 1982 |
|
SU1095343A1 |
| US 5121517 A, 16.06.1992 | |||
| US 5617748 A, 08.04.1997 | |||
| US 4685284 A, 11.08.1987 | |||
| US 4304048 A, 08.12.1981 | |||
| Текстильная паковка,подготовленная для крашения,и держатель текстильной паковки,подготовленной для крашения | 1985 |
|
SU1323507A1 |

