Изобретение относится к способу формовки кухонной посуды из нержавеющей стали с декорированным основанием, содержащей сосуд из нержавеющей стали, на основание которого нанесен промежуточный слой металла с хорошей теплопроводностью (типа алюминия или меди), который с наружной стороны покрыт наружным покрывающим слоем также из нержавеющей стали.
Изобретение также относится к получаемой этим способом кухонной посуде.
Известны различные способы формовки кухонной посуды вышеупомянутого типа. Один из этих способов описан в патенте Италии N 965732 B 21 D 51/04, 1974 и состоит по существу из следующих стадий:
1/ размещении пластины из металла с хорошей теплопроводностью, предпочтительно алюминия, подходящей толщины на наружной поверхности основания сосуда;
2/ размещении покрывающего слоя из нержавеющей стали на пластине;
3/ нагревании сборки до температуры, близкой к точке плавления металла пластины, но немного ниже ее;
4/ приложении динамического давления к сборке для получения постоянного соединения между различными составляющими элементами основания.
Получаемая таким образом посуда имеет трехслойное основание, в котором промежуточный слой является хорошим проводником тепла. Главной целью настоящего изобретения является создание способа для формирования посуды из нержавеющей стали, основание которой декорировано определенным рисунком.
Это достигается способом, согласно изобретению, который по сравнению с вышеописанным известным способом включает между стадиями 2 и 3 дополнительную стадию 2', состоящую в размещении на покрывающем слое из нержавеющей стали, по меньшей мере, одной листовой части металла с температурой плавления не ниже, чем точка плавления металла пластины с хорошей теплопроводностью, причем листовые части имеют подходящую форму и размещены на покрывающем слое для получения требуемого рисунка; между отдельной листовой частью и покрывающим слоем из нержавеющей стали размещают алюминиевую соединительную фольгу, если составляющий металл листовой части не позволяет получить непосредственное постоянное соединение между листовой частью и наружным покрывающим слоем в результате последующих этапов 3 и 4 этого способа.
Получаемый таким образом рисунок, в самом простом случае включающий одну листовую часть, может представлять простую геометрическую фигуру типа круга или многоугольника, форма которой аналогична конфигурации листовой части.
Очевидно, что можно получить значительно более сложный рисунок. Максимально достижимая сложность рисунка определяется только практической необходимостью.
Листовые части могут быть выполнены из нержавеющей стали, так что результирующий внешний вид наружной поверхности основания посуды представляет собой рисунок в виде гравюры, состоящий из фигур той же формы, что и листовые части. В этом отношении в результате выполнения стадий 3 и 4 отдельная листовая часть оказывается вдавленной или включенной в покрывающий слой из нержавеющей стали, который поэтому деформируется так, чтобы принять листовую часть. Таким же образом деформируется пластина из металла с хорошей проводимостью для обеспечения деформирования покрывающего слоя.
Толщина промежуточной пластины из металла с хорошей теплопроводностью до выполнения стадий 2', 3 и 4 должна быть не меньше, чем сумма толщины листовой части, алюминиевой соединительной фольги и покрывающего слоя из нержавеющей стали, чтобы во время выполнения стадии 4 промежуточная пластина могла деформироваться до степени, достаточной для вмещения деформации, которой подвергается наружный покрывающий слой при приеме листовой части.
В этом случае на основании посуды останется видимым углубление линейной протяженности, определяющее один /если имеется только одна листовая часть/ или более /если имеется больше, чем одна листовая часть/ участков, сформированных отдельными вдавленными листовыми частями. Следовательно, получаемое декорирование состоит из рисунка в виде гравюры, воспроизводящей форму листовой части или листовых частей. В изложенном случае, в котором используются листовые части из нержавеющей стали, поверхность внутри участков имеет тот же цвет, что и остальная внешняя поверхность основания посуды. Даже в этом случае эти участки не обязательно должны иметь полностью или частично такой же внешний вид, как и вмещающая их поверхность. В этом отношении поверхность этих участков можно подвергать такому типу конечной обработки, которая отличается от конечной обработки остальной части наружной поверхности основания посуды, например путем предварительной полировки листовых частей или наоборот.
С другой стороны, некоторые из участков, каждый из которых определяется листовой частью, могут иметь полированную поверхность, а другие - нет, в зависимости от желаемого эстетического эффекта.
Кроме нержавеющей стали для листовых частей можно использовать другие металлы, такие как железо, медь, латунь и титан. Во всех случаях, по очевидным причинам выполнимости, металл листовых частей должен иметь температуру плавления не ниже, чем температура плавления металла с хорошей теплопроводностью, образующего пластину.
Если используются листовые части из металла, имеющего цвет, отличающийся от цвета нержавеющей стали, используется несколько листовых частей из другого металла, эстетический эффект может быть еще более разнообразным. Следовательно, можно получить основание с многоцветным рисунком. Для предотвращения накопления грязи в углублении, окаймляющем листовые части, после использования посуды, углубления должно быть преимущественно довольно тонким. Так как ширина углубления зависит от толщины листовых частей, то чем тоньше листовые части, тем уже углубление. В любом случае, по очевидным причинам теплопередачи, неудобно использовать не тонкие листовые части.
Из вышеописанного очевидно, что если листовая часть состоит из алюминия или из металла, который в результате осуществления стадий 3 и 4 данного способа перманентно прикрепится к наружному слою посуды, то нет необходимости в размещении соединительной фольги между листовой частью и покрывающим слоем.
Листовая часть может состоять из ряда деталей различных металлов, например из нескольких слоев различных металлов. Это достигается путем использования для листовой части слоистой конструкции, непосредственно коммерчески доступной, образованной из двух /так называемая 2-слойная/ или более /3-слойная, 4-слойная и так далее/ слоев различных металлов.
Отдельная листовая часть может также состоять из нескольких зон /на виде сверху/ различных металлов.
Алюминиевую соединительную фольгу можно заранее нанести на лицевую сторону отдельной листовой части, которая обращена к наружному слою из нержавеющей стали. Это достигается, например, путем напыления на начальной стадии алюминия на поверхность листовой части известным способом. В качестве альтернативы можно использовать сформированную заранее слоистую конструкцию вышеупомянутого типа, состоящую из ряда слоев различных металлов, в которой наружный слой выполнен из алюминия и образует соединительную фольгу, тогда как остальной слой или слои образуют непосредственно саму листовую часть.
При использовании способа согласно настоящему изобретению также можно легко формовать не только посуду с декоративным основанием, но также посуду с нагреванием за счет индукции.
Как хорошо известно специалистам в данной области техники, кухонная посуда с нагреванием за счет индукции в последнее время получила большое значение из-за ее преимуществ. Этот способ нагрева требует специальной кухонной посуды, основание которой содержит слой металла с высокой магнитной проницаемостью. Для изготовления кухонной посуды из нержавеющей стали обычно используют сталь марки AISI 304, которая имеет низкую магнитную проницаемость. Если требуется посуда из нержавеющей стали с декоративным покрытием и с нагреванием за счет индукции, то покрывающий слой выполняют из нержавеющей стали с высокой магнитной проницаемостью, например марки AISI 340.
Отсюда очевидно, что если, по меньшей мере, часть одной из листовых частей в вышеописанном способе состоит из металла с высокой магнитной проницаемостью, то получается кухонная посуда, которая не только имеет основание, декорированное с конкретным эстетическим эффектом, но также может нагреваться с помощью магнитной индукции.
При использовании посуды такого типа, сделанной этим способом, было замечено, что по сравнению с короблением основания, типичного для обычной посуды, нагреваемой магнитной индукцией, в посуде с основанием, включающим наружный слой из нержавеющей стали с высокой магнитной проницаемостью, коробление в значительной степени уменьшается. Как хорошо известно специалистам в данной области техники, этот недостаток обычной нагреваемой с помощью магнитной индукции посуды, изготавливаемой традиционными способами, приводит к необходимости проведения дополнительной стадии, известного как калибрование, включающего динамическое давление, прилагаемое к основанию посуды, чтобы выровнять его и уменьшить это коробление до приемлемых пределов, если не устранить его полностью.
Существенное преимущество способа согласно настоящему изобретению состоит в том, что станки и оборудование, используемые в описанном традиционном способе для изготовления кухонной посуды из нержавеющей стали, можно использовать для его осуществления.
Для получения более разнообразного эстетического эффекта индивидуальная листовая часть может быть снабжена отверстиями, форма и размер которых зависят только от формы и размера листовой части и от технической осуществимости.
В отверстия можно вставлять другие листовые части, предпочтительно из металла, отличного от металла листовой части, имеющей отверстие или отверстия.
Посредством модификации способа согласно настоящему изобретению можно также получить кухонную посуду вышеупомянутого типа, имеющую на внутренней поверхности ее основания декорирование, подобное декорированию, которое образовано на наружной поверхности основания посуды, причем первое может быть дополнением или альтернативой последнего. Этого достигают путем обеспечения дополнительной стадии вместо или в дополнение к стадии 2', которая должна быть выполнена не позднее стадии 3 вышеописанного способа и состоит в расположении на внутренней поверхности основания сосуда, по меньшей мере, одной дополнительной листовой части из металла, имеющего температуру плавления, не ниже температуры плавления металла пластины с хорошей теплопроводностью. Поверхность, которая предназначена для образования свободной поверхности дополнительной листовой части при вдавливании в основание сосуда, представляет собой металл с высокой устойчивостью к коррозии от пищи. Листовые части, используемые на этой стадии, также должны иметь соответствующую форму и быть размещены с возможностью получения требуемого рисунка, между отдельной листовой частью и внутренней поверхностью основания сосуда должна быть проложена дополнительная алюминиевая соединительная фольга, если металла дополнительной листовой части таков, что не позволяет осуществлять непосредственное постоянное соединение между дополнительной листовой частью и основанием сосуда путем выполнения стадий 3 и 4 способа.
Вышеупомянутую дополнительную стадию обычно выполняют между стадиями 2 и 3 способа. Однако в действительности начало проведения этой дополнительной стадии относительно других стадий способа также зависит от типа оборудования, используемого для осуществления способа.
И в данном случае дополнительная листовая часть может состоять из некоторого количества деталей других металлов, в частности из ряда слоев, поэтому листовую часть предпочтительно получают из заранее сформованной слоистой конструкции.
Кроме того, дополнительную соединительную фольгу можно заранее нанести на дополнительную листовую часть, например, путем напыления алюминия на ту ее лицевую сторону, которая будет обращена к основанию посуды, или опять путем использования заранее сформованной конструкции, включающей несколько слоев из различных металлов, наружный слой которой является алюминием и выполняет функцию дополнительной алюминиевой фольги.
Как уже было установлено, настоящее изобретение относится также к кухонной посуде из нержавеющей стали с декодированным основанием, полученным вышеописанным способом.
Как хорошо известно специалистам в данной области техники, кухонная посуда, сделанная из нержавеющей стали марки AISI 304, подвергается разрушению главным образом в плоской части внутренней поверхности основания посуды. Это происходит из-за осадка кислот и солей, получаемых от химических реакций, протекающих при приготовлении или содержании в посуде пищи.
Предпочтительно листовая часть, используемая для внутреннего декорирования, выполняется из титана или из специальной нержавеющей стали, обладающей более высокой коррозиеустойчивостью, чем обычно используемые нержавеющие стали типа AISI 316L, и имеет подходящие форму /предпочтительно круглую/, размер и расположение для того, чтобы существенно улучшить коррозиеустойчивость плоской внутренней поверхности посуды.
Изобретение станет более понятным из подробного описания одного варианта осуществления способа и одного варианта кухонной посуды, которая приведена ниже в качестве примера, не ограничивающего объем патентных притязаний.
Описание приведено со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 - изображен коаксиальный вертикальный разрез сборки элементов, образующих кухонную посуду, причем они показаны в положениях, требуемых для выполнения стадии 4 процесса сборки;
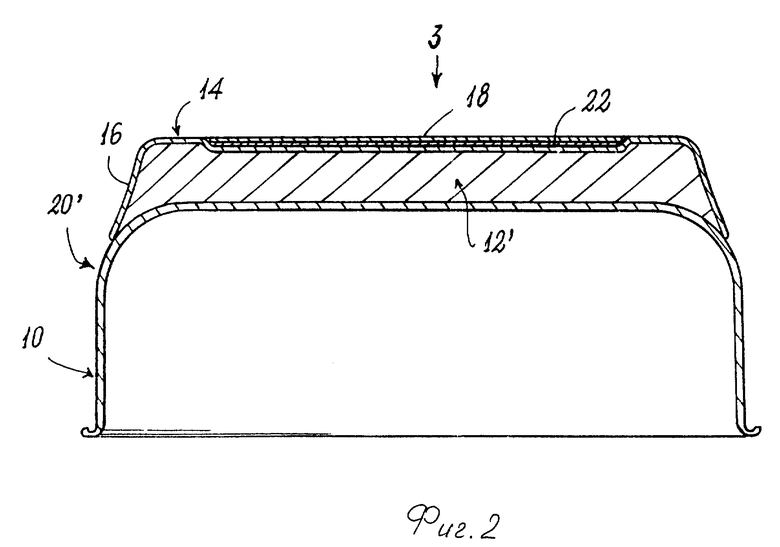
на фиг. 2 - разрез, аналогичный фиг. 1, но иллюстрирующий сформованную посуду в конце стадии 4;
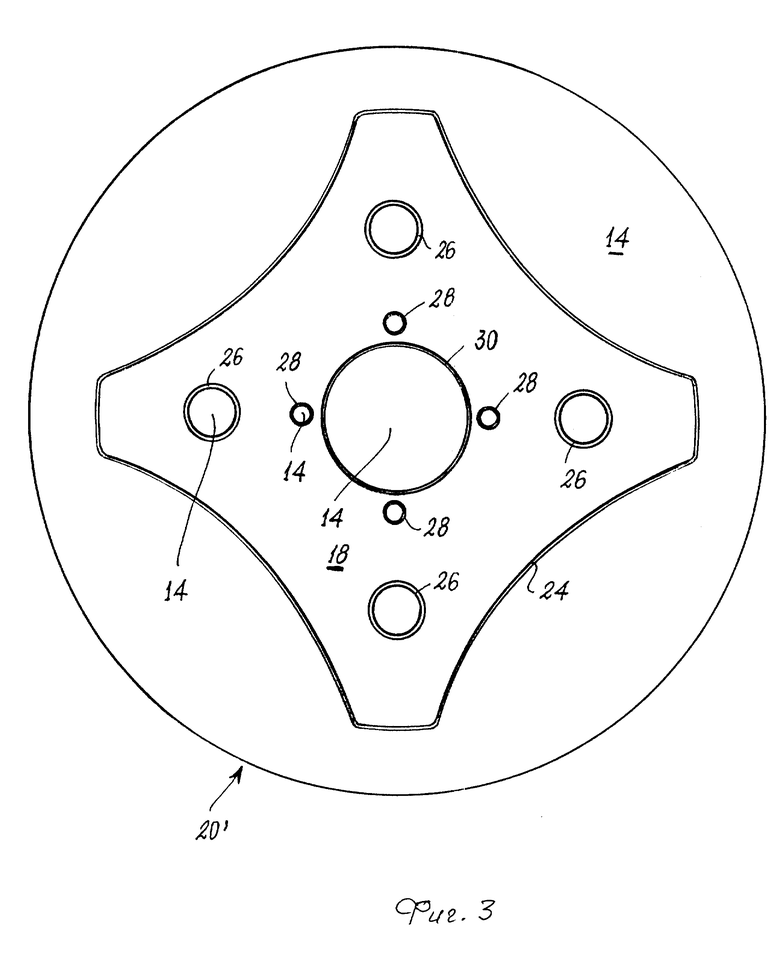
на фиг. 3 - вид сверху посуды по фиг.1, если смотреть сверху в направлении стрелки 3.
Рассматривая фиг. 1, отметим, что стадия 1 способа согласно настоящему изобретению состоит в размещении алюминиевой пластины 12 на наружный лицевой стороне основания сосуда 10. Как было установлено, толщину пластины 12 необходимо соответственно выбирать на основе требуемого результата.
Стадия 2 способа состоит в размещении на пластине 12 покрывающего слоя 14 из нержавеющей стали обычно того же типа /AISI 304/, который использован для сосуда 10. Как можно видеть из фиг. 1, край покрывающего слоя 14 направлен вниз так, что после выполнения стадии 3 способа он полностью закрывает промежуточный алюминиевый слой 12' /см. фиг. 2/.
Однако следует отметить, что покрывающий слой не должен включать край 16. В этом случае, когда посуда сформована, боковой край промежуточного слоя из металла с хорошей теплопроводностью остается видимым, если он не закрыт.
В соответствии со стадией 2' способа теперь на покрывающий слой 14 помещают металлическую листовую часть 18. Если металл листовой части 18 такого типа /например, нержавеющая сталь/, что не дает возможности получить постоянное соединение между листовой частью 18 и покрывающим слоем листовой части 14 путем выполнения стадий 3 и 4, то стадия 2' также включает размещение алюминиевой фольги 22, видимой на фиг. 1 и 2 между листовой частью 18 и покрывающим слоем 14 и соответствующей той области, в которой они совмещаются для получения постоянного соединения.
Листовая часть 18 может быть выполнена из нержавеющей стали того же типа, который использован для сосуда 10 и/или для покрывающего слоя 14, но может быть также из другого типа стали и не из нержавеющей стали, или это может быть железо, алюминий, медь, титан, латунь, никель или другой металл в зависимости от того, какой должен быть получен результат.
Как уже было установлено, листовая часть 18 может быть любой формы в зависимости от типа рисунка, который необходимо получить на наружной поверхности основания посуды. Например, при использовании круглой, многоугольной или звездообразной листовой части на наружной стороне основания посуды получается после выполнения способа круглый, многоугольный или звездообразный рисунок.
Вместо одной листовой части, как в иллюстрируемом случае, можно использовать ряд листовых частей требуемой формы, распределенных по поверхности покрывающего слоя 14 так, чтобы получить нужный эстетический эффект.
С помощью способа согласно настоящему изобретению после завершения стадии 2' получают сборку элементов, представленную на фиг. 1 и показанную ссылочной позицией 20. На практике разные составные элементы узла 20 преимущественно временно удерживаются вместе с помощью одной или более сварных точек.
Теперь для выполнения стадии 3 данного способа полученный таким образом узел 20 нагревают до температуры, близкой к температуре плавления алюминия пластины 12, но немного ниже ее. Сделав это, узел монтируют на обычный пуансон /не показанный/, после чего, используя штамп /также не показанный/, к узлу 20 прилагают динамическое давление, чтобы устойчиво соединить между собой разные составляющие элементы основания в соответствии со стадией 4 способа.
На фиг. 2 показано состояние в конце стадии 4 способа. Как можно видеть на фигуре, в результате динамического давления стадии 4 прилагаемого упомянутым штампом, и благодаря температуре, до которой узел 20 /фиг. 1/ был предварительно нагрет во время стадии 3, алюминиевая пластина 12 и покрывающий слой 14 деформируются. Если, как упоминалось, толщина и объем пластины 12 выбраны в соответствии с установленными критериями, то все пространство между основанием сосуда 10 и покрывающим слоем 14 становится заполненным с образованием так называемого промежуточного слоя 12'. Как можно видеть на фиг. 2, листовая часть также становится вдавленной или вставленной в покрывающий слой 14, который сам оказывается частично вдавленным в промежуточный слой 12'.
В качестве примера на фиг. 3 показан внешний вид наружной поверхности основания показанной на фиг. 2 посуды 20'. На фиг. 3 подробно показано углубление 24, которое окаймляет периметр листовой части 18. Как установлено, чем тоньше листовая часть 18, тем тоньше 24.
В конкретном случае, показанном на фиг. 3, листовая часть 18 также включает различные отверстия трех разных диаметров.
В частности, можно видеть четыре круглых отверстия 26, четыре круглых отверстия 28 меньшего диаметра и центральное отверстие 30 большего размера. Каждое окружено относительно круглым углублением. Как можно видеть на фиг. 3, нержавеющая сталь промежуточного слоя 14 оказывается заподлицо внутри этих отверстия, если отверстия не закрыты дополнительными листовыми частями, возможно из металла, отличного от металла листовой части 18. Как было установлено, листовая часть 18 может быть также из металла с высокой магнитной проницаемостью, в результате чего получается не только рисунок на наружной поверхности основания посуды, но также кухонная посуда, нагреваемая магнитной индукцией. В частности, листовая часть 18 может быть из нержавеющей стали марки AISI 340, имеющей высокую магнитную проницаемость.
В этом случае дополнительно к уже установленным причинам /получения весьма тонкого углубления, окружающего листовую часть, дополнительно к соображениям теплопередачи/ существуют еще две причины использования весьма тонкой способной намагничиваться листовой части. Во-первых, известно, что чем тоньше листовая часть, тем выше эффективность способа нагревания индукционным током.
Во-вторых, чем тоньше листовая часть, тем меньше деформационное напряжение, которое она оказывает на основание посуды, предотвращая таким образом или по меньшей мере снижая до приемлемой величины упомянутую деформацию основания, имеющуюся в обычной посуде из нержавеющей стали, нагреваемой с помощью магнитной индукции. Поэтому больше нет необходимости в уже упомянутом обычном "калибровании" основания такой кухонной посуды.
В данном случае форма и размер листовых частей и, следовательно, выбор возможных получаемых рисунков обусловлены требованием получения кухонной посуды, нагреваемой с помощью магнитной индукции с хорошим тепловым коэффициентом полезного действия.
Если используют многослойную листовую часть, то можно получить кухонную посуду, нагреваемую магнитной индукцией, если по меньшей мере один из слоев листовой части представляет собой металл с высокой магнитной проницаемостью.
Если рисунок требуется также на внутренней поверхности основания посуды, то на внутренней поверхности основания существующего сосуда 10 размещают один или более дополнительные листовые части /не показанные/, аналогичные листовым частям 18, и имеющие форму и размеры, необходимые для получения требуемого рисунка.
По причинам, которые будут понятны специалистам в данной области техники, на практике эти листовые части могут быть только из нержавеющей стали или титана. В случае этих листов необходимо обеспечивать дополнительную алюминиевую соединительную фольгу между дополнительными листовыми частями и основанием сосуда. Размер этой дополнительной фольги соответствует области, на которой располагают дополнительные листовые части на основании.
Для получения кухонной посуды, в которой плоская часть внутренней поверхности основания имеет повышенную коррозиеустойчивость, можно обеспечивать дополнительную листовую часть из титана или нержавеющей стали с высокой коррозиеустойчивостью, занимающую по меньшей мере всю плоскую часть основания. На практике эта дополнительная листовая часть преимущественно круглая с диаметром, равным диаметру плоской части.
Полученную описанным способом кухонную посуду можно затем подвергать операциям окончательной обработки /типа полировки некоторых частей и прикрепления ручек/.
Предложенный способ позволяет осуществлять формовку кухонной посуды из нержавеющей стали с декорированным основанием такого типа, который включает три слоя, один из которых представляет промежуточный слой из хорошо проводящего тепло металла, а другие два слоя представляют нержавеющую сталь. По сравнению с традиционными способами формовки обычной посуды вышеупомянутого типа здесь имеется дополнительный этап, состоящий из расположения на наружном слое нержавеющей стали по меньшей мере одной листовой части металла, имеющего температуру плавления не ниже температуры плавления металла, образующего промежуточный слой. Между листовой частью и наружным слоем нержавеющей стали помещают алюминиевую фольгу, если металл листовой части не дает возможности обеспечить непосредственное постоянное соединение между листовой частью и наружным слоем. Аналогичным способом декорирование можно получить также на внутренней стороне основания посуды. 3 с. и 30 з.п. ф-лы, 3 ил.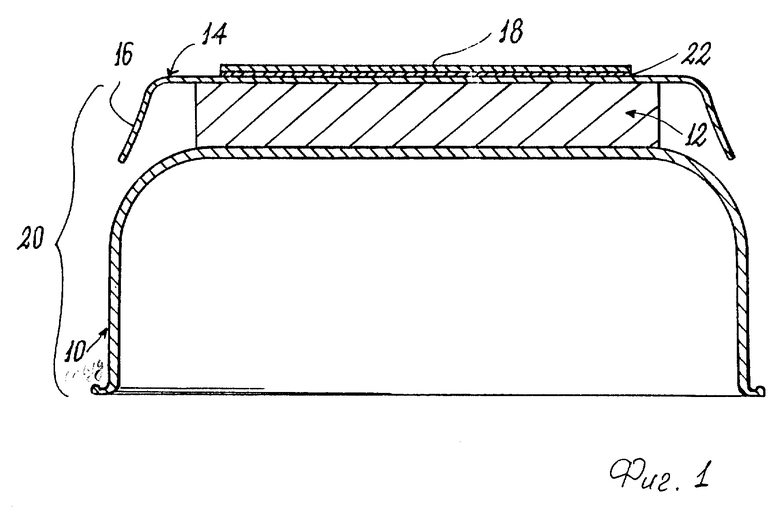
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| IT, патент, 965732, B 21 D 51/04, 1974 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4813070, B 23 K 20/02, 1986. | |||

