Изобретение относится к устройствам для индукционного нагрева и может быть использовано в любой отрасли промышленности при термической обработке деталей сложной формы и при испытаниях на прочность и долговечность.
Известен индуктор, содержащий магнитопровод переменной ширины для создания заданного распределения тепла в детали [1].
Индуктор [1] сложен в изготовлении и имеет ограниченные возможности в получении заданного распределения температуры в деталях.
Известен индуктор для нагрева деталей, содержащий разделенные на две части индуктирующий провод по продольной оси индуктора, выполненный из полых пластин, шарнирно соединенных на торцах и имеющий возможность регулировать зазор между индуктором и деталью за счет поворота одной части относительно другой [2].
Однако индуктор не позволяет получить заданное распределение температуры по сечению детали сложной формы и переменную твердость по длине детали. Это связано с тем, что на практике сложно воспроизвести заданное температурное поле детали сложной формы с помощью переменного зазора между индуктором и деталью.
Изобретение решает задачу индукционного нагрева деталей сложной формы.
При этом достигается технический результат, заключающийся в обеспечении заданного неравномерного распределения температуры по сечению деталей сложной формы.
Указанный технический результат достигается за счет того, что в индукторе, содержащем индуктирующий провод с выводами для подключения к источнику питания (ВЧ генератору), поверхность индуктирующего провода, обращенная к нагреваемой детали, имеет форму поверхности, эквидистантной поверхности детали в зоне нагрева, а размер индуктирующего провода в направлении, перпендикулярном средней линии рабочей поверхности индуктора, выполнен изменяющимся в соответствии с заданным распределением температур в указанном направлении.
Указанный технический результат достигается также и за счет того, что для деталей, у которых отношение максимального и минимального значений толщин в зоне нагрева превышает 2 - 4, ширина индуктирующего провода выбирается из соотношений
Bi > Bмин,
где
i - номер участка зоны нагрева;
Bi - ширина индуктирующего провода в i-ом участке зоны нагрева;
Bмин - минимальная допустимая ширина индуктирующего провода;
Ti - температура в i-ом участке зоны нагрева;
Tмин - минимальная температура;
τi - - критерий Фурье в i-ом участке зоны нагрева;
S - площадь индуктирующего провода;
k - эмпирический коэффициент;
Pi - мощность индукционного нагрева в i-ом участке зоны нагрева, определяемая из условия
где
N
η - К.П.Д. индукционного нагрева;
m - количество элементарных участков в зоне нагрева.
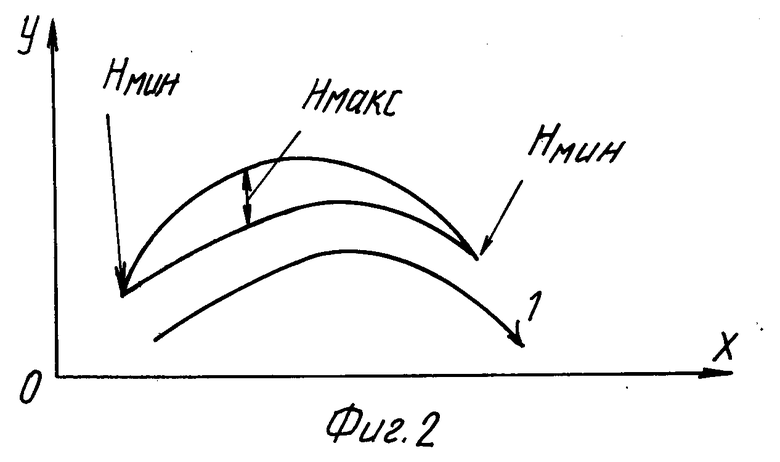
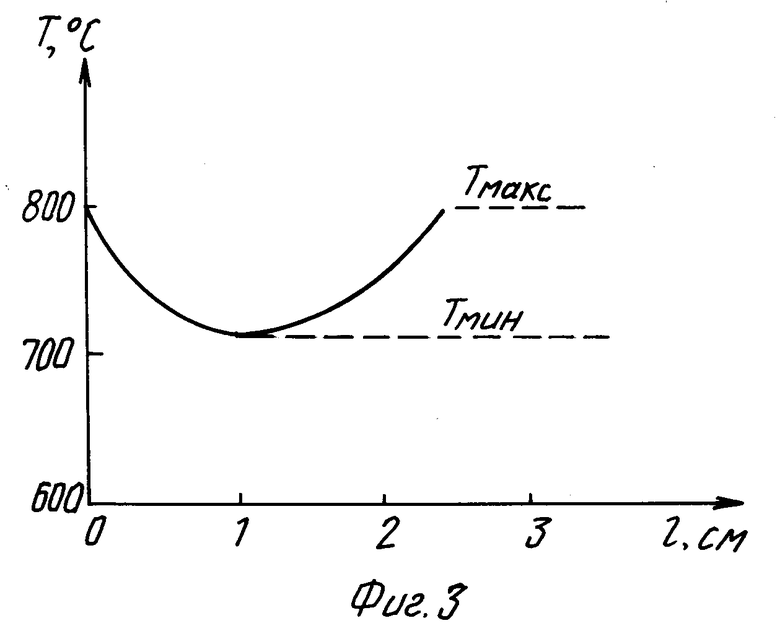
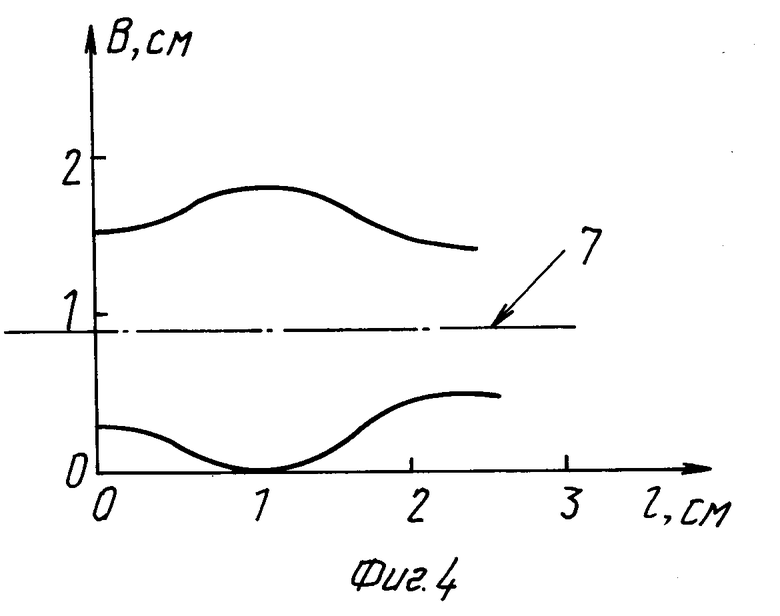
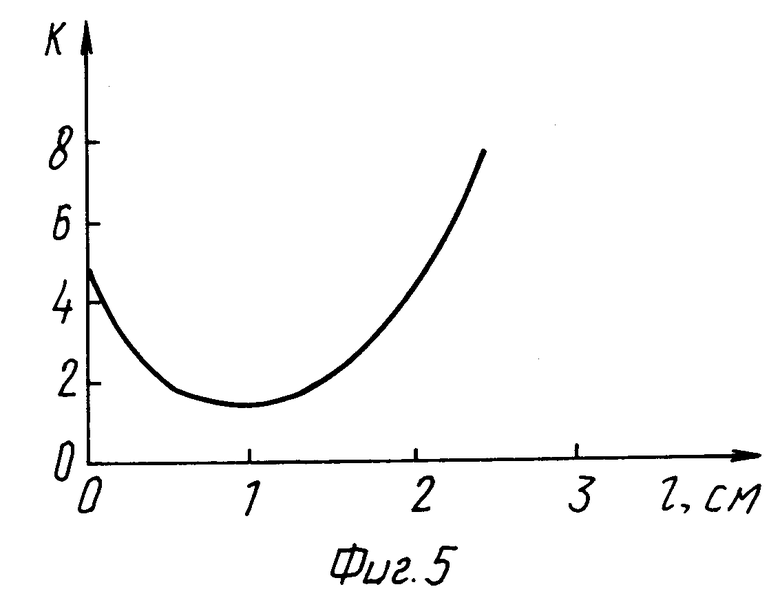
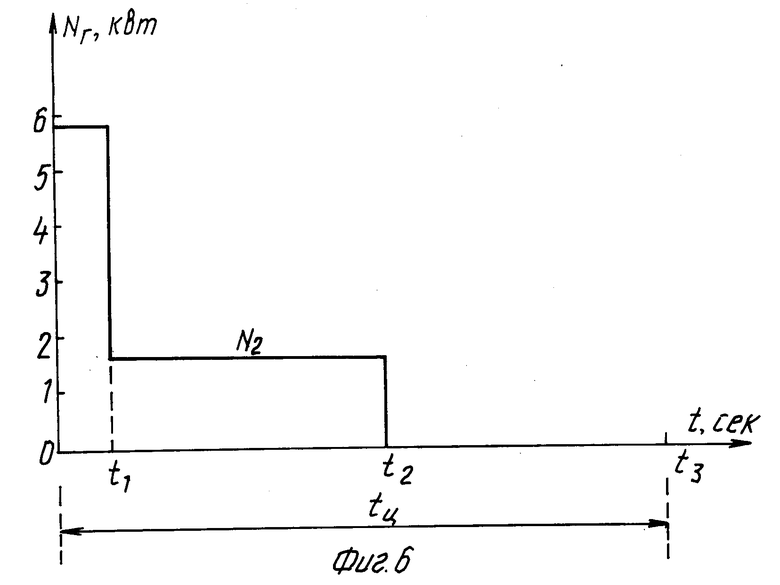
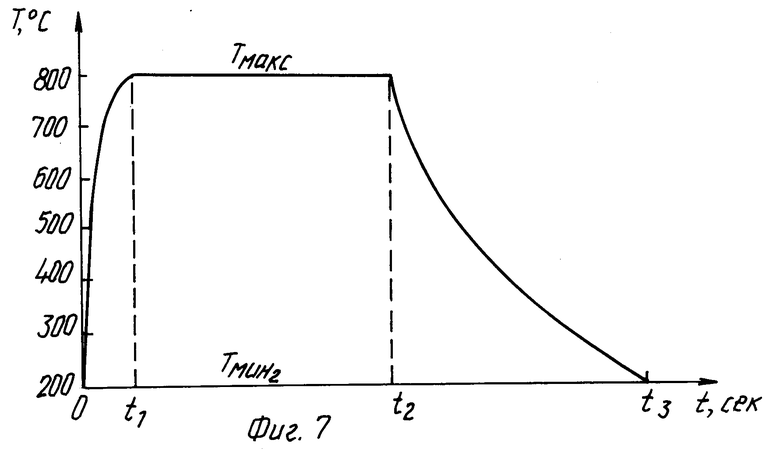
На фиг. 1 изображена конструкция индуктора для нагрева деталей сложной формы; на фиг.2 приведен профиль лопатки турбины для заданного сечения; на фиг. 3 показано температурное поле для заданного сечения лопатки турбины при эквивалентных циклических испытаниях (ЭЦИ) на термическую усталость; на фиг. 4 представлен профиль одной пластины индуктирующего провода; на фиг.5 показано изменение эмпирического коэффициента по профилю индуктора; на фиг.6 приведен режим работы ВЧ генератора для обеспечения заданного температурного поля в заданном сечении лопатки турбины; на фиг.7 приведен режим нагрева одной зоны заданного сечения лопатки турбины при ЭЦИ на термическую усталость.
Индуктор для нагрева деталей сложной формы содержит индуктирующий провод, состоящий из двух пластин 1 (охватывающих лопатку 2) с выводами; трубки подачи воды 3; шарниры 4.
Индуктор изготовлен из сплошной листовой меди (пластины 1) и подключен через выводы к ВЧ генератору (не показан), Крепление медных пластин 1 к холодильникам 3 осуществляется с помощью разъемных соединений 4. Шарниры 4 необходимы также для установки положения пластин 1 индуктирующего провода относительно заданного сечения 5 детали сложной формы.
Поверхность 6 индуктирующего провода, обращенная к нагреваемой детали, имеет форму поверхности, эквидистантной поверхности детали в зоне нагрева, а размер индуктирующего провода в направлении, перпендикулярном средней линии 7 рабочей поверхности индуктирующего провода, выполнен изменяющимся в соответствии с заданным распределением температур в указанном направлении.
Переменный размер B индуктирующего провода (для деталей, у которых отношение максимального Hмакс и минимального Hмин значений толщин в зоне нагрева превышает 2 - 4) в каждой зоне нагрева определяется из соотношений
Bi > Bмин,
где
i - номер участка зоны нагрева;
Bi - ширина индуктирующего провода в i-ом участке зоны нагрева;
Bмин - минимальная допустимая ширина индуктирующего провода, обусловленная условиями прохождения максимального электрического тока;
Ti - температура в i-ом участке зоны нагрева;
T мин - минимальная температура;
τi - критерий Фурье в i-ом участке зоны нагрева;
S - площадь индуктирующего провода;
k - эмпирический коэффициент;
Pi - мощность индукционного нагрева в i-ом участке зоны нагрева, определяемая из условия
где
N
η - - К.П.Д. индукционного нагрева;
m - количество элементарных участков в зоне нагрева.
Эмпирический коэффициент зависит от геометрии и температурного поля детали, и от условий теплообмена детали с окружающей средой.
В зависимости от размеров детали и профиля ее температурного поля можно оценить относительное изменение эмпирического коэффициента Δкi с помощью соотношений в следующих условиях:
1. Если  , то
, то
где
Tмакс - максимальная температура детали в конце нагрева, Тмакс = макс (Ti);
Tмин1 - минимальная температура детали в конце нагрева, Tмин1 = мин(Ti);
Hмакс - максимальная толщина детали;
Hмин - минимальная толщина детали.
Если условия окружающей среды и величина теплоотдачи по поверхности детали не изменяются, то оценка Δкi упрощается:
или
в зависимости от профиля температурного поля.
2. Если  то
то
3. Если  то
то
Вместе с тем, представляет затруднение определение эмпирического коэффициента аналитическим путем, поэтому более предпочтительным является его экспериментальное определение.
В ходе многочисленных экспериментов установлено, что эмпирический коэффициент находится в диапазоне k = 1 - 10 - для деталей сложной формы (например, лопаток турбин). Его точное значение для конкретной детали определяется путем тарировок.
Заявленное устройство (индуктор) работает следующим образом. Индуктирующий провод изготавливается переменным профилем. Ширина индуктирующего провода (для деталей, у которых отношение максимального и минимального значений толщин в зоне нагрева превышает 2 - 4) определяется из соотношений
Bi > Bмин,
где
i - номер участка зоны нагрева;
Bi - ширина индуктирующего провода в i-ом участке зоны нагрева;
Bмин- минимальная допустимая ширина индуктирующего провода, обусловленная условиями прохождения максимального электрического тока;
Ti - температура в i-ом участке зоны нагрева;
Tмин - минимальная температура;
Pi - мощность индукционного нагрева в i-ом участке зоны нагрева;
S - площадь индуктирующего провода; критерий Фурье в i-ом участке зоны нагрева;
критерий Фурье в i-ом участке зоны нагрева;
a - коэффициент температуропроводности материала детали;
hi - толщина детали в i-ом участке зоны нагрева;
tн - время нагрева детали до заданного температурного поля.
Индуктирующему проводу придается форма поверхности, эквидистантной поверхности детали. Индуктирующий провод 1 устанавливается эквидистантно поверхности детали (равноудаленно от нее), причем, таким образом, чтобы средняя линия 7 его рабочей поверхности лежала в одной плоскости с заданным сечением детали 5.
Для обеспечения работы к индукционному устройству подсоединяются трубки подачи воды и воздуха. На установке ВЧГ4-10/0,44, оснащенной автоматической системой регулирования, устанавливаются время термоцикла tц и величина температур Tмакс и Tмин2 детали. В трубках 3 (фиг.1) устанавливаются давления воды, и на установку подается напряжение.
По показаниям приборов устанавливается требуемая мощность индукционного нагрева величиной
где
Pi - мощность индукционного нагрева в i-ом участке зоны нагрева;
m - количество участков зоны нагрева;
при условии непревышения максимальной мощности ВЧ генератора N < N
При протекании переменного тока ВЧ через индуктор вокруг его индуктирующего провода возникает магнитное поле, напряженность которого периодически изменяется во времени, по величине и направлению.
Напряженность и индукция магнитного поля будут наибольшими внутри петли индуктирующего провода. Переменный магнитный поток, пронизывающий деталь сложной формы, вызовет появление в ней индуктированного тока. Индуктируемый ток, вследствие эффекта близости, будет сконцентрирован под индуктирующим проводом переменного профиля. Чем выше частота тока, тем в более тонком слое протекает ток в детали и сильнее проявляется поверхностный эффект. Ток, индуктируемый в поверхностных слоях детали, вызывает ее нагрев, причем температура поверхности зависит от подводимой мощности, частоты и времени нагрева. В зависимости от частоты электрического тока и толщины детали H глубина проникновения тока в деталь должна составлять Δ ≤ 10% H. При несоблюдении этого условия может произойти наложение индуктируемых токов с разных поверхностей детали, что приведет к искажению температурного поля детали. С другой стороны, неравномерный нагрев детали сложной формы зависит от переменного размера (ширины) индуктора по длине детали.
Таким образом, с помощью индуктирующего провода электромагнитная энергия, а следовательно, и выделение теплы концентрируется в заданном сечении детали сложной формы.
Графики, иллюстрирующие применение заявленного устройства для получения неравномерного температурного поля при проведении ЭЦИ лопатки турбины на термическую усталость, приведены на фиг. 2, 3, 4, 5, 6, 7. На фиг.2 показан профиль лопатки турбины в координатах Y, X с положением криволинейной координаты l относительно лопатки (корыто). Переменный профиль лопатки на фиг.2 характеризуется максимальной толщиной Hмакс и минимальными размерами Hмин на входной и выходной кромках. На фиг.3 показано температурное поле по сечению лопатки турбины в диапазоне изменения от Tм до Tмакс в конце времени нагрева tн (фиг. 7). На фиг.4 изображен переменный профиль одной пластины индуктирующего провода, расположенной на постоянном расстоянии от поверхности лопатки по направлению криволинейной координаты l (фиг.2). Средняя линия 7 пластины индуктирующего провода на фиг.4 совмещена с заданным опасным сечением лопатки турбины.
На фиг.5 показано изменение эмпирического коэффициента по профилю индуктирующего провода. Эмпирический коэффициент определен на основе анализа результатов многочисленных экспериментов и с учетом соотношений
и
На фиг. 6 приведен режим работы ВЧ генератора для обеспечения заданного температурного поля лопатки турбины (фиг.3) при ЭЦИ на термическую усталость с временем термоцикла tц. Система автоматического регулирования установки с ВЧ генератором работает с мощностью N1 для получения заданного температурного поля в конце интервала времени t1 и с N2 для обеспечения установившегося теплового режима от t1 = 5 с до t2 = 65 с. В интервале времени от t2 = 65 с до t3 = 125 с лопатка охлаждается воздухом. На фиг.7 показан режим нагрева одной зоны лопатки турбины. В интервале времени от t = 0 до t1 =5 с осуществляется нагрев зоны лопатки от Tмин2 = 200oC до Tмакс = 800oC. Установившийся режим нагрева этой зоны характеризуется величиной Tмакс на интервале времени от t1 от t2. В интервале времени от t1 до t3 происходит охлаждение воздухом зоны лопатки от Tмакс до Tмин2.
Дополнительными преимуществами индуктора с переменным профилем является обеспечение сменности каждой медной пластины индуктора, возможности перемещения медных пластин индуктора по горизонтали и вертикали. Указанные преимущества сокращают время отладки режимов нагрева деталей сложной формы. Кроме того, в отличие от прототипа, индуктор позволяет обеспечивать неравномерный нагрев более широкого класса деталей, включая узкополосные детали, без применения магнитопровода.
При использовании предлагаемого индуктора для испытания лопаток турбин обеспечиваются условия, близкие к эксплуатационным по темпу разогрева и охлаждения, по величине термонапряжений в отдельных зонах деталей сложной формы при прочностных исследованиях и термической обработке. Например, по испытаниям деталей машин при комбинированном (термоциклическом и осевом растяжении или вибрации) нагружении или при термообработке неравномерно разогреваемых деталей при термопластическом упрочнении.
Индуктор может применяться на предприятиях любой отрасли промышленности. Может быть получен полезный экономический эффект с помощью предлагаемого индуктора. Снижение затрат при испытаниях деталей машин на установках ВЧ нагрева с указанным индуктором по сравнению с испытаниями на газодинамических стендах составляет сотни раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ИСПЫТАНИЯ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ НА РАЗРЫВ | 1989 |
|
RU2029276C1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОГО НАГРЕВА ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ | 2005 |
|
RU2297114C1 |
| СПОСОБ РАЗГОННЫХ ИСПЫТАНИЙ ВРАЩАЮЩИХСЯ ЭЛЕМЕНТОВ ТУРБОМАШИНЫ | 1989 |
|
RU2025702C1 |
| СПОСОБ ИСПЫТАНИЯ КОРПУСА НА НЕПРОБИВАЕМОСТЬ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2176389C2 |
| ЭЛЕКТРОПОДОГРЕВАТЕЛЬ ГАЗОВ | 1990 |
|
RU2037980C1 |
| СПОСОБ ИСПЫТАНИЯ КОРПУСА НА НЕПРОБИВАЕМОСТЬ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2207534C1 |
| РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1990 |
|
RU2027215C1 |
| УСТРОЙСТВО ДЛЯ СЖИГАНИЯ ТОПЛИВА | 2001 |
|
RU2227247C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ПЕЧИ ДЛЯ СЖИГАНИЯ ПРОМЫШЛЕННЫХ И БЫТОВЫХ ОТХОДОВ | 2000 |
|
RU2196936C2 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 2004 |
|
RU2270534C1 |
Сущность изобретения: поверхность индуктирующего провода, обращенная к нагреваемой детали, имеет форму поверхности, эквидистантной поверхности детали в зоне нагрева, а размер индуктирующего провода в направлении, перпендикулярном средней линии рабочей поверхности индуктора, выполнен изменяющимся в соответствии с заданным распределением температур в указанном направлении. Для деталей, у которых отношение максимального и минимального значении толщин в зоне нагрева превышает 2 - 4, ширина индуктирующего провода определяется из формулы, где она функционально связана с физическими параметрами индукционного нагрева. Изобретение позволяет получить заданное распределение температуры по сечению детали сложной формы, переменную твердость по длине детали при термической обработке и сократить время отладки режимов индукционного нагрева деталей сложной формы. 1 з.п. ф-лы, 7 ил.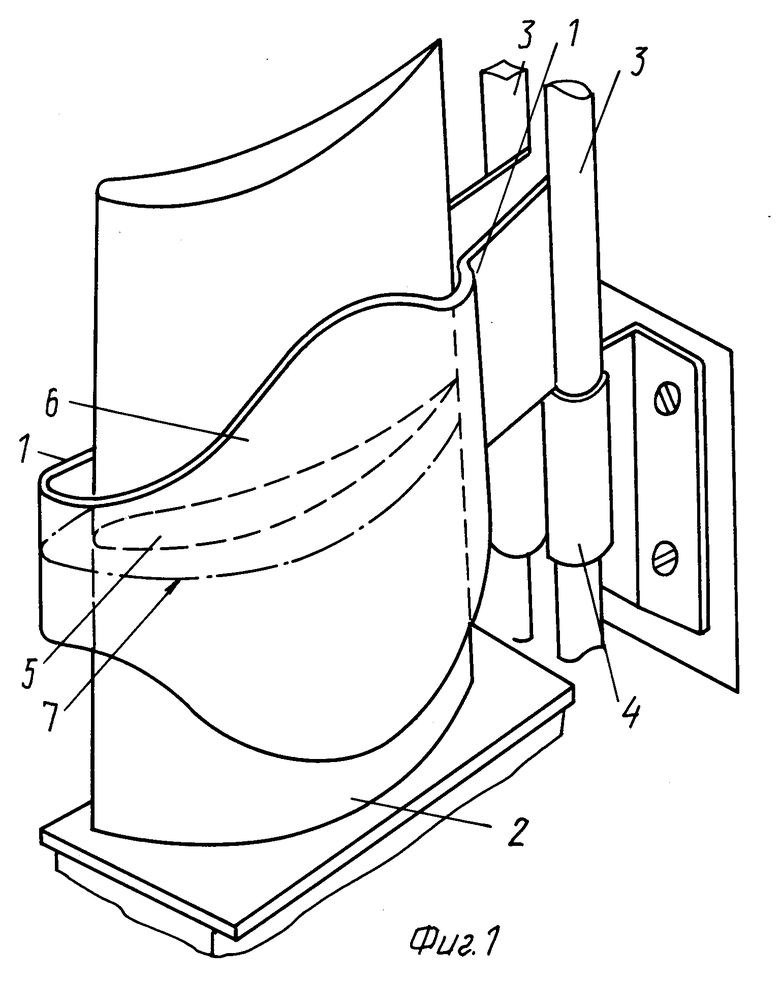
Bi > Bмин
где i - номер участка зоны нагрева;
Bi - размер индуктирующего провода в i-ом участке зоны нагрева;
Bмин - минимальный допустимый размер индуктирующего провода;
Ti - температура в i-ом участке зоны нагрева;
Tмин - минимальная температура;
τi- критерий Фурье в i-ом участке зоны нагрева;
S - площадь индуктирующего провода;
K - эмпирический коэффициент;
Pi - мощность индукционного нагрева в i-ом участке зоны нагрева, определяемая из условия
где N
η - КПД индукционного нагрева;
m - количество элементарных участков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| А.с | |||
| Индуктор | 1975 |
|
SU555145A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| А.с | |||
| ИНДУКТОР ДЛЯ НАГРЕВА ДЕТАЛЕЙ | 0 |
|
SU396841A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А.с | |||
| Индуктор для высокочастотного нагрева изделий сложного профиля | 1976 |
|
SU630758A1 |
