Изобретение относится к устройствам для индукционного нагрева и может быть использовано в промышленности при термической обработке вращающихся деталей, в том числе и переменной толщины, в частности железнодорожных и зубчатых колес, дисков и рабочих колес турбомашин и при испытаниях на прочность и долговечность.
При испытаниях на прочность и при термической обработке вращающихся деталей существующие конструкции индукторов не обеспечивают монотонного распределения теплового потока по поверхности деталей. В связи с этим снижается точность воспроизведения заданного распределения температуры в деталях. Некоторые зоны деталей нагреваются только за счет теплопроводности, что приводит к появлению местных градиентов температур. Указанные факторы снижают точность испытаний на прочность и качество термической обработки.
Известен индуктор для нагрева вращающихся деталей, патент РФ №2101883 от 01.10.98 "Индуктор для нагрева вращающихся деталей", который выполнен в виде удлиненной петли, стороны которой изогнуты по дуге окружности, а концевой участок отогнут, основная часть петли изогнута по дуге окружности, радиус которой равен радиусу нагреваемой детали, а концевой участок отогнут в радиальном направлении вовнутрь кольцевой зоны нагрева и сопряжен с основной петлей по дугам окружности радиуса r и имеет прямой участок длиной d, сопрягаемый с предыдущим также по дуге окружности с радиусом r, количество петель равно двум, они охватывают нагреваемую деталь с двух сторон, расположены эквидистантно ей, а их проекции на плоскость, перпендикулярную оси вращения, совпадают.
Индуктор обладает следующими недостатками. Основная часть петли охватывает периметр краевой области детали менее 0,8 длины окружности и другая часть петли охватывает периметр внутренней области детали менее 0,3 длины окружности, что снижает эффективность и точность нагрева кольцевой зоны детали, особенно в ее внутренней области. Кроме того, средняя часть кольцевой зоны детали нагревается в основном за счет теплопроводности из-за немонотонного распределения теплового потока от индуктора.
Наиболее близким по технической сущности к заявляемому изобретению является индуктор для нагрева вращающихся деталей, свидетельство на полезную модель РФ №7268 от 16.07.98, "Индуктор для нагрева вращающихся деталей", который выполнен в виде удлиненной петли, стороны которой изогнуты по дуге окружности, основная часть петли изогнута по дуге окружности, радиус которой равен радиусу нагреваемой детали, а другая часть петли изогнута по дуге окружности радиуса R, количество петель равно двум, они охватывают нагреваемую деталь с двух сторон, расположены эквидистантно ей, а их проекции на плоскость, перпендикулярную оси вращения, совпадают
Индуктор обладает следующими недостатками. Основная часть петли охватывает периметр краевой области детали менее 0,7 длины окружности и другая часть петли охватывает периметр внутренней области детали менее 0,5 длины окружности, что снижает эффективность и точность нагрева кольцевой зоны детали. Кроме того, средняя часть кольцевой зоны детали нагревается в основном за счет теплопроводности из-за немонотонного распределения теплового потока от индуктора.
Техническая задача, решаемая предлагаемым изобретением, состоит в повышении эффективности и точности индукционного нагрева вращающихся деталей, например, в форме диска переменной толщины с заданным неравномерным распределением температур в радиальном направлении.
Указанная техническая задача решается тем, что в индукторе для нагрева вращающихся деталей, выполненном в виде удлиненных петель с выводами, которые охватывают нагреваемую деталь с двух сторон. Каждая петля имеет внешний индуктирующий провод, две симметричные части и зоны их сопряжения в их концевой области, а также два внутренних индуктирующих провода, при этом внешний индуктирующий провод петли является общим для симметричных частей петель и изогнут по дуге окружности, радиус которой равен внешнему радиусу (Rм) кольцевой зоны нагрева, и сопряжен с внутренними индуктирующими проводами двух частей по дуге окружности радиуса зон сопряжения петель, при этом его выбирают из соотношения:
r=(0,2÷0,3)·Rn,
а внутренние индуктирующие провода соединены с выводами, при этом зоны сопряжения в концевой области каждой петли и выводы расположены диаметрально, а расстояние между зонами сопряжения петель выбирают из соотношения:
L=(0,1÷0,4)·Rn,
внутренние индуктирующие провода изогнуты по криволинейным дугам при выполнении следующих соотношений:
bmax=2·r,
bmin=(0,4÷1,8)·r,
где Rn - радиус внутренней окружности кольцевой зоны нагрева;
r - радиус окружности зон сопряжения петель;
L - расстояние между зонами сопряжения петель;
bmax - максимальное расстояние между внешним и внутренним индуктирующими проводами в радиальном направлении;
bmin - минимальное расстояние между внешним и внутренним индуктирующими проводами в радиальном направлении в радиальном направлении.
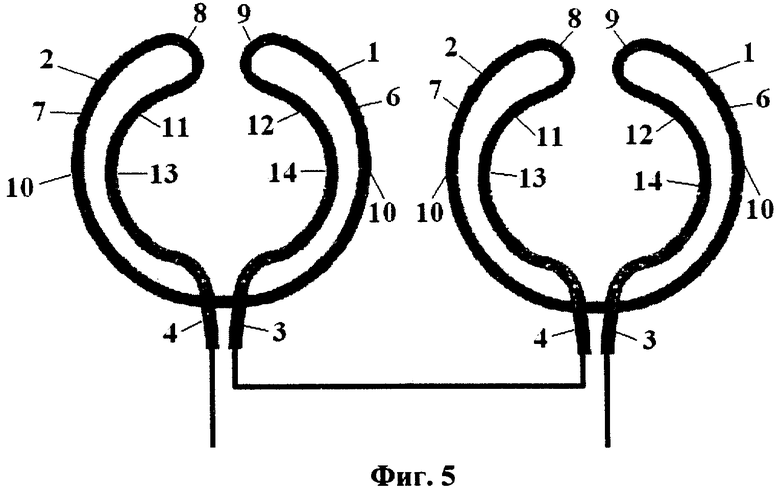
Кроме того, петли индуктора соединены последовательно.
На фиг.1 схематично изображен индуктор для обеспечения неравномерного нагрева вращающихся деталей переменной толщины.
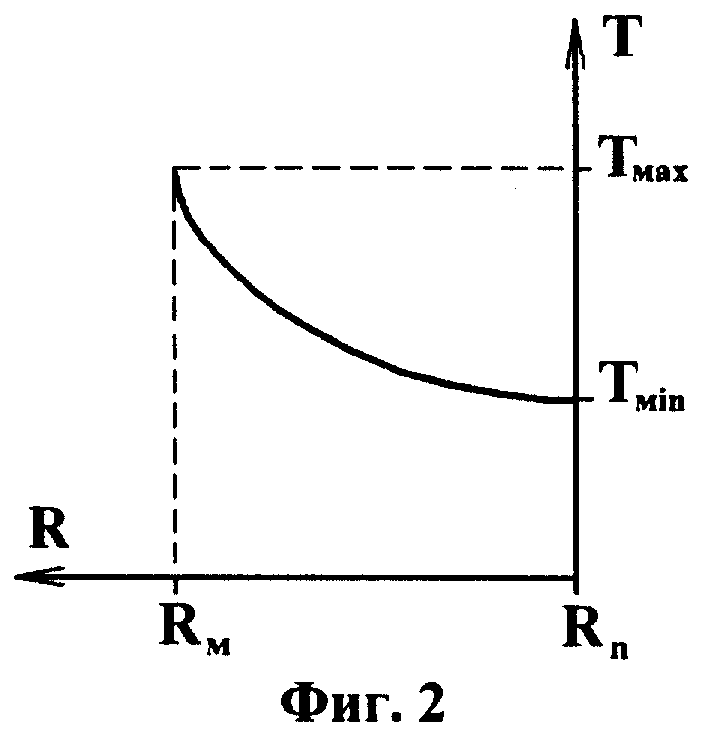
На фиг.2 показан график заданного неравномерного распределения температур вращающейся детали, например диска, переменной толщины, представленный в следующих координатах: по оси ординат - Т - температура, Тмах - максимальная температура диска, Тмин - минимальная температура кольцевой зоны нагрева, по оси абсцисс - радиальная координата R, Rм - внешний радиус кольцевой зоны нагрева, Rн - радиус внутренней окружности зоны нагрева.
На фиг.3 приведен разрез по А-А фиг.1 индуктора по меридиальному сечению.
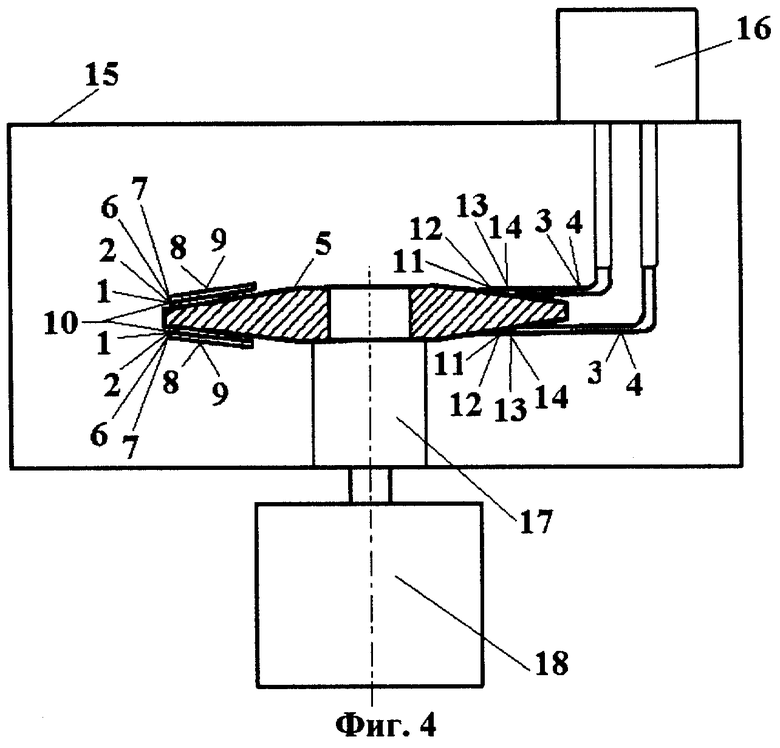
На фиг.4 представлен разрез А-А конструкции индуктора и диска по меридиальному сечению и испытательное оборудование.
На фиг.5 приведена схема соединения петель индуктора.
Индуктор для нагрева вращающихся деталей на фиг.1, фиг.3, фиг.4, фиг.5 содержит две удлиненные петли 1 и 2 с выводами 3 и 4, которые охватывают нагреваемую деталь 5 на фиг.4, например, в форме диска, с двух сторон, каждая петля 1 и 2 имеет две симметричные части 6 и 7 и зоны 8 и 9 их сопряжения в их концевой области, общий внешний индуктирующий провод 10, два внутренних индуктирующих провода 11 и 12 и криволинейные дуги 13 и 14. Испытательное оборудование на фиг.4 содержит испытательную камеру 15, источник питания 16, подшипниковую опору 17, электропривод 18.
При этом внутренние индуктирующие провода 11 и 12 на фиг.1, фиг.3, фиг.4, фиг.5, изогнуты по криволинейным дугам 13 и 14 и подключены через электрические выводы 3 и 4 к источнику питания 16. Нагреваемая деталь 5 на фиг.4 выполнена в виде, например, диска переменной толщины. Петли 1 и 2 расположены эквидистантно диску переменной толщины, а их проекции на плоскость, перпендикулярную оси вращения, совпадают.
Заявленный индуктор для нагрева вращающихся деталей работает следующим образом.
Исследуемая деталь, например, в виде диска переменной толщины соединяют с подшипниковой опорой 17 и устанавливают в испытательной камере 15 и присоединяют к электроприводу 18.
Две петли 1 и 2 индуктора, каждая из которых имеет две симметричные части 6 и 7 и зоны 8 и 9 их сопряжения в их концевой области, общий внешний индуктирующий провод 10 и два внутренних индуктирующих провода 11 и 12, изогнутых по криволинейным дугам 13 и 14, устанавливают относительно поверхности детали 5 переменной толщины эквидистантно. На фиг.5 электрические выводы 3 и 4 петель 1 и 2 соединяют последовательно и подсоединяют к источнику питания 16. Деталь 5 приводят во вращение, включают источник питания и электрический ток, протекая по петлям индуктирующего провода, наводит индуктируемый ток в материале кольцевой зоны вращающейся детали, вызывая ее нагрев.
На фиг.2, где показан график заданного неравномерного распределения температур вращающейся детали, например диска переменной толщины, ширина кольцевой зоны нагрева диска от радиуса Rn до внешнего радиуса Rm определяется температурами Tmin и Tmax.
В результате в соответствии с заявляемым техническим решением вращающаяся деталь переменной толщины нагревается до заданного неравномерного распределения температур фиг.2.
Проведенные эксперименты подтвердили работоспособность заявляемого индуктора для нагрева вращающихся деталей при испытаниях в испытательной бронекамере разгонного стенда и были получены данные для определения соотношения размеров индуктирующего провода.
Были проведены также эксперименты по достижению заданного распределения температур по радиусу вращающейся детали с использованием предлагаемого индуктора и известных индукторов (аналога и прототипа). При этом индукционный нагрев осуществлялся с двух сторон вращающейся детали при одинаковой подведенной мощности от источника питания.
Результаты экспериментов представлены в таблице 1 и таблице 2.
В табл.1 приведены характерные размеры предлагаемого индуктора для нагрева вращающихся деталей, используемого в эксперименте.
В табл.2 показано сравнение полученных данных по экспериментальным распределениям температур вращающейся детали с заданным распределением температур при нагреве с использованием предлагаемого индуктора, прототипа и аналога.
Из анализа экспериментальных результатов таблицы 2 следует, что заданное неравномерное распределение температур по радиусу нагреваемой детали, например, диска с переменной толщиной, достигается с достаточной точностью с применением предлагаемого индуктора. При этом повышаются скорости нагрева средней и внутренней части вращающейся детали по сравнению с прототипом и аналогом.
Таким образом, предлагаемый индуктор для нагрева вращающихся деталей имеет преимущества по сравнению с прототипом и аналогом. А именно, общий внешний индуктирующий провод, изогнутый по дуге окружности, и два внутренних индуктирующих провода, изогнутых по криволинейным дугам каждой петли предлагаемого индуктора, охватывают соответственно длину окружности по краевой и внутренней области кольцевой зоны нагрева вращающейся детали более 0,8 длины окружности, что позволяет повысить эффективность нагрева вращающегося диска с обеспечением монотонного распределения теплового потока по ее поверхности. При этом устраняются местные градиенты температур и зоны нагрева поверхности деталей, которые нагреваются в основном за счет теплопроводности. В связи с этим повышается точность воспроизведения заданного распределения температуры в нагреваемых деталях, таблица 2. Указанные факторы повышают точность испытаний на прочность и качество термической обработки при нагреве вращающейся детали.
Заявленный индуктор для нагрева вращающихся деталей может применяться на предприятиях машиностроительной промышленности (авиационной, энергетической, железнодорожной, автомобильной и других отраслях) при проведении прочностных испытаний (например, на разгонных стендах) и термической обработке вращающихся деталей, например дисков переменной и постоянной толщины, дисков газотурбинных двигателей, энергетических турбин и других турбомашин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 1996 |
|
RU2101883C1 |
| ИНДУКТОР ДЛЯ МЕТОДИЧЕСКОГО НАГРЕВА ЗАГОТОВОК В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 1995 |
|
RU2080745C1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОГО НАГРЕВА ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ | 2005 |
|
RU2297114C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2122297C1 |
| Индуктор Авербуха для нагрева дисков | 1985 |
|
SU1359915A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2416869C1 |
| Щелевой индуктор для нагрева вращающихся деталей | 1983 |
|
SU1115247A1 |
| Способ индукционного нагрева кольцевой зоны плоского изделия | 1986 |
|
SU1399896A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |

Изобретение относится к устройствам для индукционного нагрева и может быть использовано в промышленности при термической обработке вращающихся деталей, в том числе и переменной толщины, в частности железнодорожных и зубчатых колес, дисков и рабочих колес турбомашин и при испытаниях на прочность и долговечность. Техническая задача, решаемая предлагаемым изобретением, состоит в повышении эффективности и точности индукционного нагрева вращающихся деталей, например, в форме диска переменной толщины с заданным неравномерным распределением температур в радиальном направлении. Кроме того, петли индуктора соединены последовательно. Указанная техническая задача решается тем, что в индукторе для нагрева вращающихся деталей, выполненном в виде удлиненных петель с выводами, которые охватывают нагреваемую деталь с двух сторон, каждая петля имеет внешний индуктирующий провод, две симметричные части и зоны их сопряжения в их концевой области, а также два внутренних индуктирующих провода, при этом внешний индуктирующий провод петли является общим для симметричных частей петель и изогнут по дуге окружности, радиус которой равен внешнему радиусу (Rм) кольцевой зоны нагрева, и сопряжен с внутренними индуктирующими проводами двух частей по дуге окружности при определенном соотношении радиуса зон и сопряжения петель, и расстояния между зонами сопряжения петель, при этом внутренние индуктирующие провода изогнуты по криволинейным дугам также по определенным соотношениям. 5 ил.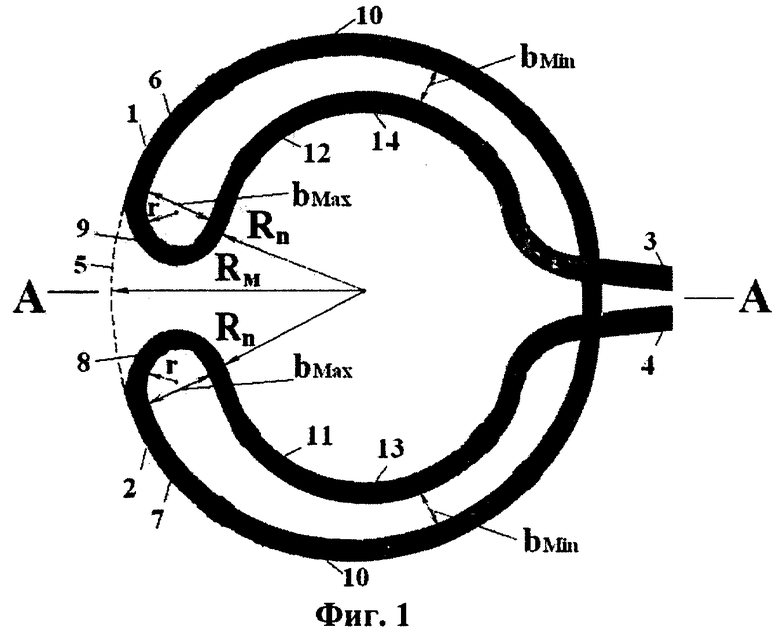
r=(0,2÷0,3)Rn,
а внутренние индуктирующие провода соединены с выводами, при этом зоны сопряжения в концевой области каждой петли и выводы расположены диаметрально, а расстояние между зонами сопряжения петель выбирают из соотношения:
L=(0,1÷0,4)Rn,
внутренние индуктирующие провода изогнуты по криволинейным дугам при выполнении следующих соотношений:
bmax=2·r,
bmin=(0,4÷1,8)·r,
где Rn - радиус внутренней окружности кольцевой зоны нагрева,
r - радиус окружности зон сопряжения петель,
L - расстояние между зонами сопряжения петель,
bmax - максимальное расстояние между внешним и внутренним индуктирующими проводами в радиальном направлении;
bmin - минимальное расстояние между внешним и внутренним индуктирующими проводами в радиальном направлении.
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ГАЗОГЕНЕРАТОРОВ С ОДНОВРЕМЕННЫМ РАЗРАВНИВАНИЕМ ТОПЛИВА В ШАХТЕ | 1926 |
|
SU7268A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 1996 |
|
RU2101883C1 |
| DE 4011825, 17.10.1991 | |||
| GB 1476759, 16.06.1977. | |||

