Изобретение относится к устройствам для индукционного нагрева и может быть использовано в любой отрасли промышленности при термической обработке деталей сложной формы и при испытаниях на прочность и долговечность.
Известен индуктор для нагрева деталей сложной формы Патент РФ №2122297 от 20.11.98 "Индуктор для нагрева деталей сложной формы", содержащий индуктирующий провод переменной ширины с выводами для подключения к источнику питания, при этом индуктирующий провод и токоподводящие шины выполнены в виде единой сплошной детали с возможностью ее перемещения по горизонтали и вертикали и охлаждаемой на ее концах, при этом поверхность индуктирующего провода, обращенная к нагреваемой детали, имеет форму, эквидистантную поверхности детали в зоне нагрева, а размер индуктирующего провода в направлении, перпендикулярном средней линии рабочей поверхности индуктирующего провода, расположенной в плоскости опасного сечения нагреваемой детали, выполнен изменяющимся по всей рабочей длине индуктора в соответствии с заданным распределением температур как функция, дифференцируемая на каждом участке длины индуктора.
Индуктор обладает следующими недостатками. Он обеспечивает ограниченный нагрев - нагрев только одного сечения детали (лопатки турбины) и не обеспечивает нагрев по высоте лопатки (с воспроизведением распределений температур по всем сечениям лопатки). Так как индуктирующий провод и токоподводящие шины выполнены в виде единой сплошной детали с охлаждением на ее концах, указанный индуктирующий провод интенсивно нагревается и срок службы его резко сокращается. Кроме того, в указанном индукторе отсутствует узел соединения в индуктирующем проводе, что снижает возможности монтажа и установки индуктора вблизи поверхности деталей сложной формы.
Наиболее близким по технической сущности к заявляемому изобретению является индуктор для высокочастотного нагрева изделий сложного профиля (авторское свидетельство №630758 СССР от 11.11.76 "Индуктор для высокочастотного нагрева изделий сложного профиля"), содержащий плоский водоохлаждаемый виток, который выполнен в виде двух ветвей с концевыми участками, охватывающих изделие, и токоподводящие шины, на концевых участках ветвей выполнены поперечные пазы (из за пониженной частоты тока в индукторе) навстречу друг другу, а токоподводящие шины подсоединены к концевым участкам со стороны пазов.
Недостатками указанного индуктора является то, что он не позволяет получить заданное равномерное или неравномерное распределение температуры по поверхности изделия сложного профиля, например лопатки, т.к. на практике с помощью такой конструкции индуктора сложно обеспечить переменный зазор между индуктором и деталью. Кроме того, индуктор в виде плоского водоохлаждаемого витка, изогнутого по поверхности сложного профиля лопатки с закруткой, сложно изготовить. Наличие поперечных пазов (из-за пониженной частоты тока 66 кГц в индукторе от источника питания) дополнительно осложняет изготовление индуктора. Данная конструкция индуктора не позволяет также применить бесконтактные средства измерений температур детали: тепловизор или пирометры, кроме использования термопар. Известно, что срок работы термопар ограничен, а их неисправность может привести к перегреву детали при усталостных или термоциклических испытаниях. Кроме того, в указанном индукторе отсутствует узел соединения в индуктирующем проводе, что снижает возможности монтажа и установки индуктора вблизи поверхности изделий сложного профиля.
Техническая задача, решаемая предлагаемым изобретением, состоит в расширении функциональных возможностей индукционного нагрева изделий сложного профиля, например лопаток турбомашин с заданным неравномерным распределением температур.
Указанная техническая задача решается тем, что в индукторе для высокочастотного нагрева изделий сложного профиля, содержащем водоохлаждаемый виток, выполненный в виде двух ветвей, имеющих концевые участки и охватывающих нагреваемое изделие, токоподводящие шины, соединенные с концевыми участками ветвей водоохлаждаемого витка, причем индуктор дополнительно снабжен узлом соединения ветвей, при этом каждая ветвь состоит из токопроводящего провода, к которому подсоединены индуктирующие пластины переменной ширины, площадь которых удовлетворяет соотношению:
где S - площадь индуктирующих пластин;
k - эмпирический коэффициент;
Bij - ширина j - индуктирующей пластины в i-м участке зоны нагрева;
Тij - температура в i-м участке зоны нагрева j - индуктирующей пластины;
Тмин - минимальная температура;
i - номер участка зоны нагрева;
j - номер индуктирующей пластины;
τij - критерий Фурье в i-м участке зоны нагрева j - индуктирующей пластины;
Рij - мощность индукционного нагрева в i-м участке зоны нагрева j - индуктирующей пластины, определяемая из условия
где 
 - максимальная мощность ВЧ генератора;
- максимальная мощность ВЧ генератора;
η - КПД индукционного нагрева;
n - количество индуктирующих пластин;
m - количество элементарных участков в j - индуктирующей пластине.
Токопроводящий провод с индуктирующими пластинами переменной ширины расположен эквидистантно относительно поверхности изделия.
Токопроводящий провод с индуктирующими пластинами переменной ширины расположен с переменным зазором относительно поверхности изделия.
Кроме того, ширина индуктирующих пластин составляет не более 0,3h, где h - размер изделия в зоне расположения пластины, перпендикулярный ее оси, и не менее диаметра токопроводящего провода, к которому прикреплена пластина.
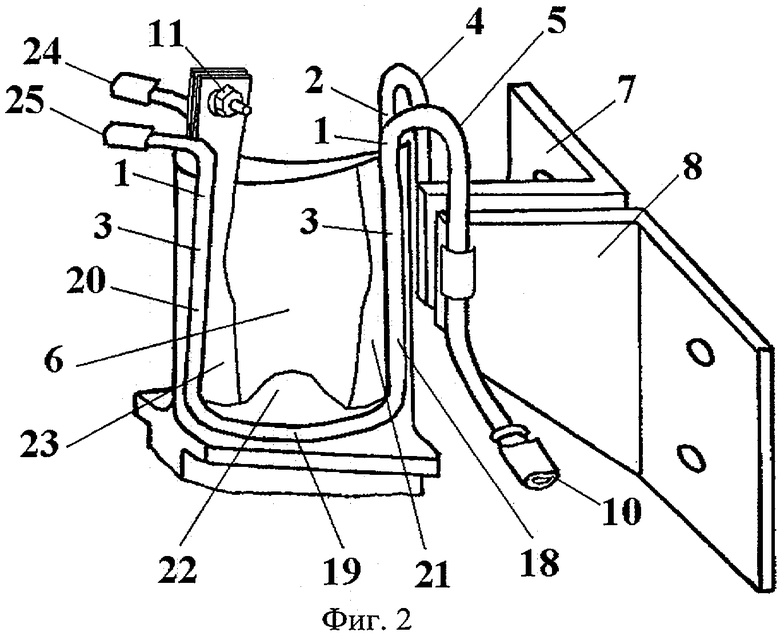
На фиг.1 показана конструкция индуктора для высокочастотного нагрева изделий сложного профиля (со стороны корыта лопатки турбины). На фиг.2 показана конструкция индуктора для высокочастотного нагрева изделий сложного профиля (со стороны спинки лопатки турбины).
Индуктор для высокочастотного нагрева изделий сложного профиля содержит водоохлаждаемый виток 1, выполненный в виде двух ветвей 2 и 3 с концевыми участками 4 и 5 и охватывающих место установки изделия 6, токоподводящие шины 7 и 8, входы 9 и 10 подачи воды, узел 11 соединения ветвей 2 и 3.
Ветвь 2 состоит из участков 12, 13 и 14 токопроводящего провода, соединенных с индуктирующими пластинами 15, 16 и 17 переменной ширины по их краям, ветвь 3 состоит из участков 18, 19 и 20 токопроводящего провода, соединенных с пластинами 21, 22 и 23 по их краям. Выходы 24, 25 для отвода воды из ветвей 2 и 3 индуктора.
Участки 12, 13 и 14 токопроводящего провода ветви 2 и участки 18, 19 и 20 токопроводящего провода ветви 3 соединены последовательно. Источник питания (не показан) подключен к токопроводящим шинам 7 и 8. Токоподводящие шины 7 и 8 соединены с концевыми участками 4 и 5 ветвей 2 и 3. Участки токопроводящего провода 12, 13 и 14 ветви 2 последовательно соединены. Участки токопроводящего провода 18, 19 и 20 ветви 3 последовательно соединены. Подвод воды осуществляется ко входам 9 и 10 индуктора, а отвод воды из индуктора - через выходы 24 и 25.
Индуктор для высокочастотного нагрева изделий сложного профиля работает следующим образом.
Участки 12, 13 и 14 токопроводящего провода с индуктирующими пластинами 15, 16 и 17 ветви 2 и участки 18, 19 и 20 токопроводящего провода с индуктирующими пластинами 21, 22 и 23 ветви 3 водоохлаждаемого витка 1 индуктора устанавливаются эквидистантно (равноудаленно) с двух сторон изделия - лопатки турбины. Ветви 2 и 3 витка 1 индуктора через концевые участки 4 и 5 и токоподводящие шины 7 и 8 подключают к источнику питания (не показан). Узел 11 обеспечивает соединение и закрепление водоохлаждаемых ветвей 2 и 3. Через входы 9 и 10 подают воду в ветви 2 и 3 индуктора, а через выходы 24 и 25 осуществляют отвод воды. Включают источник питания. От токоподводящих шин 7 и 8 через концевые участки 4 и 5 по участкам 12, 13 и 14 токопроводящего провода с индуктирующими пластинами 15, 16 и 17 и по участкам 15, 16 и 17 токопроводящего провода с индуктирующими пластинами 21, 22 и 23 протекает ток, который в материале лопатки 6 наводит индуктируемый ток, вызывая его нагрев. В связи с тем, что пластины 15, 16 и 17 и пластины 21, 22 и 23 выполнены с переменной шириной и соединены последовательно посредством указанных участков токопроводящих проводов в зонах пластин большей ширины плотность тока будет меньше, в зонах пластин меньшей ширины плотность тока будет больше. В соответствии с этим средняя часть лопатки 6 (по ее высоте) будет нагреваться больше, а корневая и концевая части лопатки - меньше. Средние области поверхностей лопатки на каждой из двух ее сторон, окруженные индуктирующими пластинами 12, 13 и 14 и 18, 19 и 20, нагреваются за счет теплопроводности.
Преимуществом предлагаемого индуктора является обеспечение сменности каждой ветви, например токопроводящего медного провода с индуктирующими медными пластинами, расширение возможностей монтажа и установки индуктора вблизи поверхности изделий сложного профиля. Указанные преимущества сокращают время отладки режимов нагрева деталей и изделий сложного профиля. Кроме того, в отличие от известных технических решений данный индуктор обеспечивает неравномерный нагрев более широкого класса деталей.
При использовании предлагаемого индуктора для испытания лопаток турбины расширяются функциональные возможности индукционного нагрева и обеспечиваются условия, близкие к эксплуатационным по темпу нагрева и охлаждения. При этом воспроизводится неравномерное распределение температуры и термонапряжений лопатки и в каждом ее сечении. Конструкция индуктора позволяет использовать бесконтактные средства измерений температур деталей: тепловизор или пирометры. Для расширения возможностей измерения температуры поверхности детали указанными средствами в индуктирующих пластинах индуктора могут быть выполнены отверстия. При прочностных исследованиях и термической обработке неравномерно нагревающих деталей расширяется диапазон перепадов температур.
Индуктор может применяться на предприятиях любой отрасли промышленности. Может быть получен полезный экономический эффект с помощью предлагаемого индуктора. Снижение затрат при испытаниях деталей машин на установках ВЧ нагрева с указанным индуктором по сравнению с испытаниями на газодинамических стендах составляет сотни раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ НАГРЕВА ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2122297C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 1996 |
|
RU2101883C1 |
| Индуктор для высокочастотного нагрева изделий сложного профиля | 1976 |
|
SU630758A1 |
| Индуктор для нагрева | 1974 |
|
SU577701A1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ С МАЛЫМ РАССТОЯНИЕМ МЕЖДУ НАГРЕВАЕМЫМИ СТОРОНАМИ | 1998 |
|
RU2130698C1 |
| Устройство для индукционного нагрева деталей | 1977 |
|
SU729857A1 |
| Индуктор для нагрева поверхностей изделий токами высокой частоты | 1991 |
|
SU1803435A1 |
| СПОСОБ КОНЦЕНТРАЦИИ ТОКА НА РАБОЧЕЙ ПОВЕРХНОСТИ ИНДУКТОРА | 1996 |
|
RU2113072C1 |
Изобретение относится к устройствам для индукционного нагрева и может быть использовано в любой отрасли промышленности при термической обработке деталей сложной формы и при испытаниях на прочность и долговечность. Технический результат заключается в расширении функциональных возможностей индукционного нагрева изделий сложного профиля, например лопаток турбомашин с заданным неравномерным распределением температур. Сущность изобретения состоит в том, что две ветви водоохлаждаемого витка, охватывающие нагреваемое изделие, состоят из токопроводящего провода, к которому подсоединены индуктирующие пластины переменной ширины. Приведено математическое выражение для определения площади индуктирующих пластин. Провод и пластины могут быть расположены эквидистантно по отношению к поверхности изделия или с переменным зазором. 3 з.п. ф-лы, 2 ил.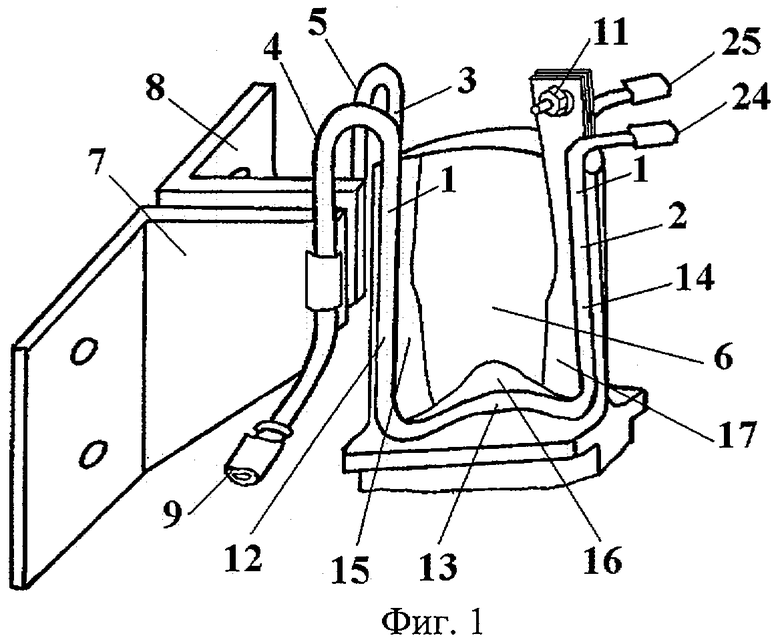
где S - площадь индуктирующих пластин;
k - эмпирический коэффициент;
Bij - ширина j-индуктирующей пластины в i-ом участке зоны нагрева;
Тij - температура в i-ом участке зоны нагрева j-индуктирующей пластины;
Тмин - минимальная температура;
ш - номер участка зоны нагрева;
j - номер индуктирующей пластины;
τij - критерий Фурье в i-ом участке зоны нагрева j-индуктирующей пластины;
Pij - мощность индукционного нагрева в i-ом участке зоны нагрева j-индуктирующей пластины, определяемая из условия
где  - максимальная мощность ВЧ-генератора;
- максимальная мощность ВЧ-генератора;
η - КПД индукционного нагрева;
n - количество индуктирующих пластин;
m - количество элементарных участков в j-индуктирующей пластине.
| Индуктор для высокочастотного нагрева изделий сложного профиля | 1976 |
|
SU630758A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2122297C1 |
| US 6107613 A, 22.08.2000 | |||
| JP 2000068043, 03.03.2000 | |||
| Трубачатый холодильник для металлургических печей | 1971 |
|
SU439678A1 |
| US 4251707 A, 17.02.1981. | |||

