Изобретение относится к области производства абразивного инструмента.
В абразивной промышленности известен ряд способов изготовления абразивных лент (шкурок). Наиболее прогрессивными являются способы, позволяющие изготавливать односторонние абразивные ленты с ориентированными зернами абразива, предусматривающие механическое внедрение предварительно сориентированных абразивных зерен в мягкую основу инструмента с последующим заращиванием слоем окончательного связующего. (AC SU N 724329; Прудников Е.Л., Дуда Т. М. , Зарицкий А.С. Абразивосодержащие электрохимические покрытия. - Киев: Наукова Думка, 1985, с.4).
Наиболее близким техническим решением является способ изготовления абразивной ленты, при котором абразивные зерна механически внедряют непосредственно в мягкую основу инструмента при одновременном воздействии электростатического поля, а затем окончательно закрепляют слоем связующего (AC N 724329) - прототип.
Недостатком известного способа является неполное использование режущей способности абразивных зерен за счет заполнения связующим межзернового пространства.
Задача, решаемая предлагаемым способом - повышение эксплуатационных характеристик инструмента за счет сохранения созданного на этапе первоначального закрепления зерен режущего рельефа.
Поставленная задача достигается тем, что в основу инструмента с одновременным воздействием электрического поля механически внедряют зерна таким образом, чтобы они проткнули основу, а затем выступающие с обратной стороны основы зерна закрепляют слоем связующего, в результате чего созданный в процессе предварительного закрепления зерен рельеф рабочей поверхности остается в неизменном виде, обеспечивая тем самым, благоприятные условия для работы инструмента.
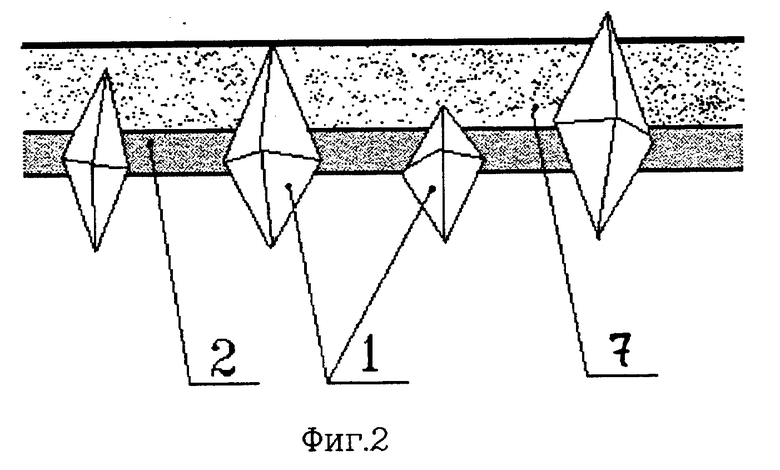
На фиг. 1 показана схема процесса предварительного закрепления зерен абразива на основе инструмента, на фиг. 2 - профиль рабочей поверхности одностороннего инструмента.
Предлагаемый способ изготовления абразивного инструмента может быть реализован следующим способом.
Зерна абразивного материала 1 насыпают ровным слоем на стеклянную или ситалловую подложку 6, вплотную к которой расположен металлический электрод 3, вторым электродом является металлический ролик 4, на поверхности которого расположен слой эластичного материала 5. В качестве основы инструмента берут тонкую ленту 2, которую располагают на расстоянии нескольких миллиметров над подложкой, при этом зерна абразива не должны касаться ленты.
Далее подключают источник высоковольтного питания и по наружной стороне основы прокатывают ролик 4 с усилием достаточным, чтобы внедрить зерна в основу инструмента таким образом, чтобы они проткнули ее и выступили с обратной стороны.
Затем зерна окончательно закрепляют с обратной стороны основы слоем клеевого связующего 7, например фенолформальдегидной смолой, или в случае изготовления абразивного инструмента на основе из тонкой металлической ленты абразивные зерна, выступающие с обратной стороны основы инструмента, закрепляют слоем металла - связки наносимого в электрогальванической ванне (фиг. 2).
Использование предлагаемого способа по сравнению с прототипом позволяет повысить эксплуатационные характеристики инструмента за счет сохранения оптимальной режущей структуры, создаваемой на этапе первоначального закрепления зерен абразива в основе инструмента.
Способ, при котором ориентированные электростатическим полем зерна абразивного материала закрепляют путем внедрения в основу инструмента таким образом, чтобы они проткнули ее и выступили с ее обратной стороны. После чего зерна окончательно закрепляют слоем связующего с одной стороны основы. В результате повышаются эксплуатационные характеристики инструмента за счет сохранения режущего рельефа, созданного на этапе первоначального закрепления зерен. 2 ил.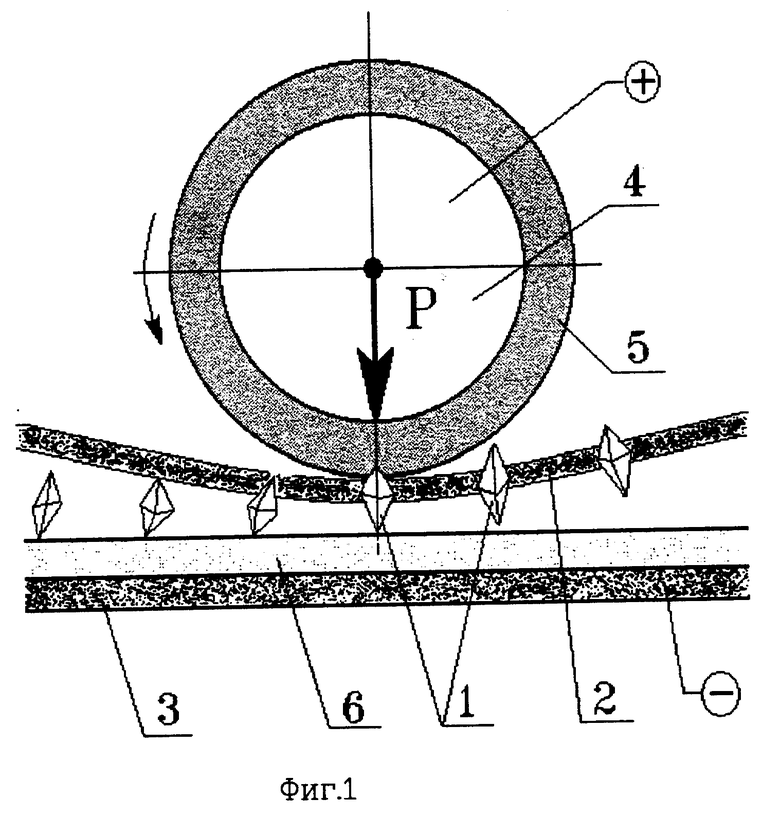
Способ изготовления абразивного инструмента, при котором сориентированные электростатическим полем зерна абразивного материала предварительно закрепляют посредством механического внедрения в основу инструмента с последующим заращиванием слоем связующего, отличающийся тем, что зерна предварительно закрепляют путем внедрения в основу инструмента таким образом, чтобы они проткнули ее и выступили с ее обратной стороны, а окончательно закрепляют слоем связующего с одной стороны.
| Способ изготовления абразивного инструмента | 1971 |
|
SU724329A1 |
| SU 658885 A, 28.02.46 | |||
| СПОСОБ ШАРЖИРОВАНИЯ ДИСКОВ | 0 |
|
SU395248A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1423361A1 |
| АЛМАЗНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 0 |
|
SU351689A1 |
| GB 1184222 A1, 14.03.67 | |||
| GB 1256520 A1, 08.12.71 | |||
| GB 1364161 A1, 21.08.74 | |||
| US 3787273 A, 22.01.74 | |||
| US 4974373 A, 04.12.90 | |||
| EP 0282440 A2, 14.08.88. | |||
