Изобретение относится к машиностроительной промышленности, в частности к ремонту трубопроводной арматуры.
Известен способ восстановления уплотнительных полей затвора, заключающийся в наплавке твердого нержавеющего сплава непосредственно на корпус и клин арматуры с последующей мехобработкой и притиркой (см. А.Ф.Понгильский. Слесарь по ремонту трубопроводов и пароводяной арматуры. М.: Высшая школа, 1973). Данный способ достаточно трудоемкий, требует специальной, точной и сложной оснастки.
Известен также способ ремонта клиновых задвижек (см.а.с. 310078), заключающийся в установке в зазором в расточенных канавках корпуса и клина окончательно обработанных, например, металлических колец на самоотверждающуюся композицию с последующей сборкой клина и корпуса, выдержкой в сборе до отверждения композиции. К недостаткам данного способа следует отнести возможность неполного прилегания уплотнительных колец корпуса и клина друг к другу (а значит отсутствие герметичности) и невозможность самоустановки в случае отсутствия бокового зазора между кольцом и канавкой. А в случае выполнения данных зазоров достаточными для самоустановки колец, возможно выдавливание самоотверждающейся композиции до начала ее полимеризации, а значит отсутствие упругого поджатия колец друг к другу, что также приводит к потере герметичности или появлению неполного контакта колец с клеевой композицией, что снижает надежность соединения. Причем данный способ не применим к задвижкам с ввертными седлами (см. Д.Ф.Гуревич. Расчет и конструирование трубопроводной арматуры. Л.: Машиностроение, 1969, рис. 129-131).
Задача изобретения - снижение трудоемкости и повышение надежности ремонта.
Технический результат достигается тем, что уплотнительные поля клина и ввертных седел механически обрабатывают "как чисто", т.е. со снятием минимального припуска до исчезновения следов износа, производят притирку уплотнительных полей как седел корпуса, так и клина, производят нарезку резьбы на седлах в расточках корпуса, после этого ввертывают на клеевую самоотверждающуюся композицию в резьбовые расточки корпуса, при этом между кольцевыми радиальными выступами седел или торцами седел и корпусом устанавливают упругодеформируемый элемент.
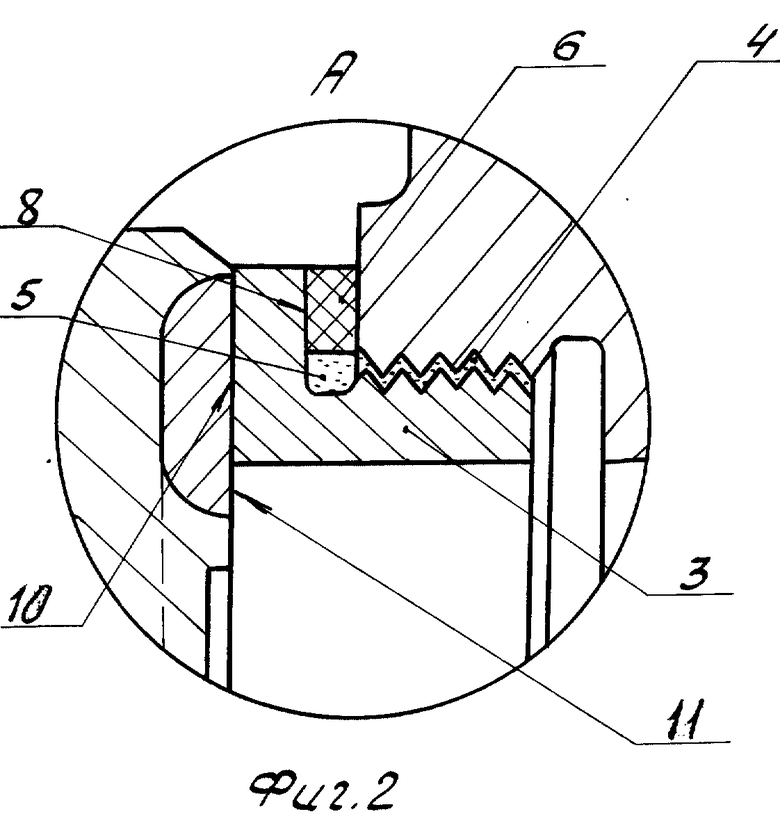
Сущность изобретения поясняется чертежами: на фиг. 1 изображена клиновая задвижка с ввертными седлами на разрезе, на фиг. 2 - вид А на фиг. 1, вариант, на фиг. 3 - вид А на фиг. 1, вариант.
В корпусе 1 установлены на резьбу 2 седла 3 с зазором 4, в котором помещена самоотверждающаяся композиция 5, ограниченная упругодеформируемым элементом 6 или 7, установленным между корпусом 1 и кольцевым радиальным выступом 8 или торцем 9 ввертного седла 3, уплотнительное поле 10 которого взаимодействует с уплотнительным полем 11 клина 12.
После разборки седла 3 очищают от грязи, обрабатывают уплотнительные поля "как чисто" и притирают, нарезают резьбу седла и расточки корпуса или прослабляют уже имеющуюся резьбу с зазором, достаточным для самоустановки, затем также "как чисто" обрабатывают уплотнительные поля 11 клина 12 и притирают их. После чего покрывают резьбу седла 3 самоотверждающейся композицией 5, устанавливают упругодеформируемые элементы 6 или 7 и ввертывают седло 3 в корпус 1, после этого заводят клин 12 в корпус 1 с учетом перекрытия уплотнительных полей клина и седла, обеспечивающих герметичность изделия, и оставляют в сборе до самоотверждения. Задвижка готова к эксплуатации.
В зависимости от степени износа уплотнительных полей седел 10 и клина 11 устанавливают на упругий элемент 6 одно или два седла.
Таким образом, минимальная механическая обработка "как чисто", притирка четырех полей, нарезание резьб - таков объем механической обработки предлагаемого способа, что значительно меньше известных аналогов. Зазоры в сопряжении позволяют ввертному седлу самоустанавливаться по клину, а один упругодеформируемый элемент позволяет выбрать все зазоры в уплотнениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЗАДВИЖЕК | 1994 |
|
RU2094683C1 |
| КЛИНОВАЯ ЗАДВИЖКА С САМОУСТАНАВЛИВАЮЩИМИСЯ СЕДЛАМИ | 1998 |
|
RU2153115C2 |
| КЛИНОВАЯ ЗАДВИЖКА И СПОСОБ ГЕРМЕТИЗАЦИИ КЛИНОВОЙ ЗАДВИЖКИ | 2000 |
|
RU2186277C2 |
| УЗЕЛ ЗАТВОРА КЛИНОВОЙ ЗАДВИЖКИ | 2008 |
|
RU2382923C2 |
| ШИБЕРНАЯ ЗАДВИЖКА | 1996 |
|
RU2111399C1 |
| ШИБЕРНАЯ ЗАДВИЖКА | 1993 |
|
RU2068140C1 |
| ШИБЕРНАЯ ЗАДВИЖКА | 2003 |
|
RU2240462C1 |
| МЕХАНИЗМ РЕГУЛИРОВКИ И УКАЗАНИЯ ПОЛОЖЕНИЯ ШИБЕРА ЗАДВИЖКИ | 1994 |
|
RU2080506C1 |
| СПОСОБ СБОРКИ ЗАТВОРА КЛИНОВОЙ ЗАДВИЖКИ | 2013 |
|
RU2572029C2 |
| ШИБЕРНАЯ ЗАДВИЖКА С КОРОТКИМ ШИБЕРОМ | 2001 |
|
RU2229647C2 |

Изобретение предназначено для ремонта запорной трубопроводной арматуры. Способ ремонта задвижек, преимущественно клиновых, путем установки с зазором окончательно обработанных седел в расточках корпуса на клеевую самоотверждающуюся композицию с последующей сборкой и отверждением клеевой композиции в сборе. Перед сборкой в расточках корпуса и на седлах нарезают резьбы. Каждое седло выполняют с кольцевым радиальным выступом. После этого седла ввертывают на клеевую самоотверждающуюся композицию в резьбовые расточки корпуса. При этом между кольцевыми радиальными выступами седел или торцами седел и корпусом устанавливают упругодеформируемый элемент. Это позволяет ввертываемому седлу самоустанавливаться по клину, а один упругодеформируемый элемент обеспечивает выборку всех зазоров, что повышает герметичность соединения седел с корпусом. Такое выполнение снижает трудоемкость и повышает надежность ремонта задвижек. 3 ил.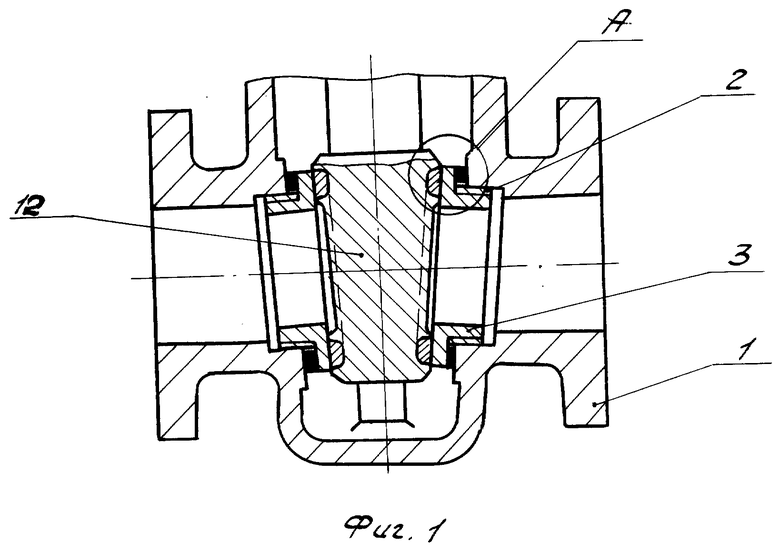
Способ ремонта задвижек, преимущественно клиновых, путем установки с зазором окончательно обработанных седел в расточках корпуса на клеевую самоотверждающуюся композицию с последующей сборкой и отверждением клеевой композиции в сборе, отличающийся тем, что перед сборкой в расточках корпуса и на седлах нарезают резьбы, причем каждое седло выполняют с кольцевым радиальным выступом, после этого седла ввертывают на клеевую самоотверждающуюся композицию в резьбовые расточки корпуса, при этом между кольцевыми радиальными выступами седел или торцами седел и корпусом устанавливают упругодеформируемый элемент.
| SU, авторское свидетельство, N 310078 | |||
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
