Изобретение относится к машиностроительной промышленности, в частности к нефтедобывающей6 и используется при ремонте нефтяной арматуры.
Известен способ восстановления уплотнительных полей затвора, заключающийся в наплавке твердого нержавеющего сплава непосредственно на корпус и клин арматуры с последующей мехобработкой и притиркой (Понгильский А.Ф. Слесарь по ремонту трубопроводов и пароводяной арматуры", М. Высшая школа, 1973). Данный способ достаточно трудоемкий, требует специальной точной и сложной оснастки.
Известен также способ ремонта клиновых задвижек (авт.св. N 310078), заключающийся в установке с зазором в расточных канавках корпуса и клина окончательно обработанных, например металлических колец на самоотверждающуюся композицию с последующей сборкой клина и корпуса, выдержкой в сборе до отверждения композиции. К недостаткам данного способа следует отнести возможность неполного прилегания уплотнительных колец корпуса и клина друг у другу (а значит отсутствие герметичности) и невозможность самоустановки в случае отсутствия бокового зазора между кольцом и канавкой. А в случае выполнения данных зазоров достаточными для самоустановки колец, возможно выдавливание самоотверждающейся композиции до начала ее полимеризации, а значит отсутствие упругого поджатия колец друг к другу, что также приводит к потере герметичности или появлению неполного контакта колец с клеевой композицией, что снижает надежность соединения (склеивания). Причем данный способ не применим к задвижкам с плоскопараллельным затвором (Гуревич Д.Ф. Расчет и конструирование трубопроводной арматуры, Л. Машиностроение, 1969, с. 171).
Задача изобретения повышение надежности ремонта и расширение номенклатуры.
Технический результат достигается тем, что, по крайней мере, одно из колец, преимущественно для клина, выполняют Т-образного сечения, заплечики горизонтальной части которого устанавливают на две упругодеформируемые помещенные по краям расточенной канавки проставки, между которыми заливают самоотверждающуюся клеевую композицию, взаимодействующую с основанием Т-образного кольца. Это позволяет, благодаря упругому элементу, выбрать все погрешности установки и расточки и удержать все 4 кольца в полном соприкосновении друг с другом до полного отверждения клеевой композиции. При этом не имеет значения какая применяется задвижка: клиновая или с плоскопараллельным шибером.
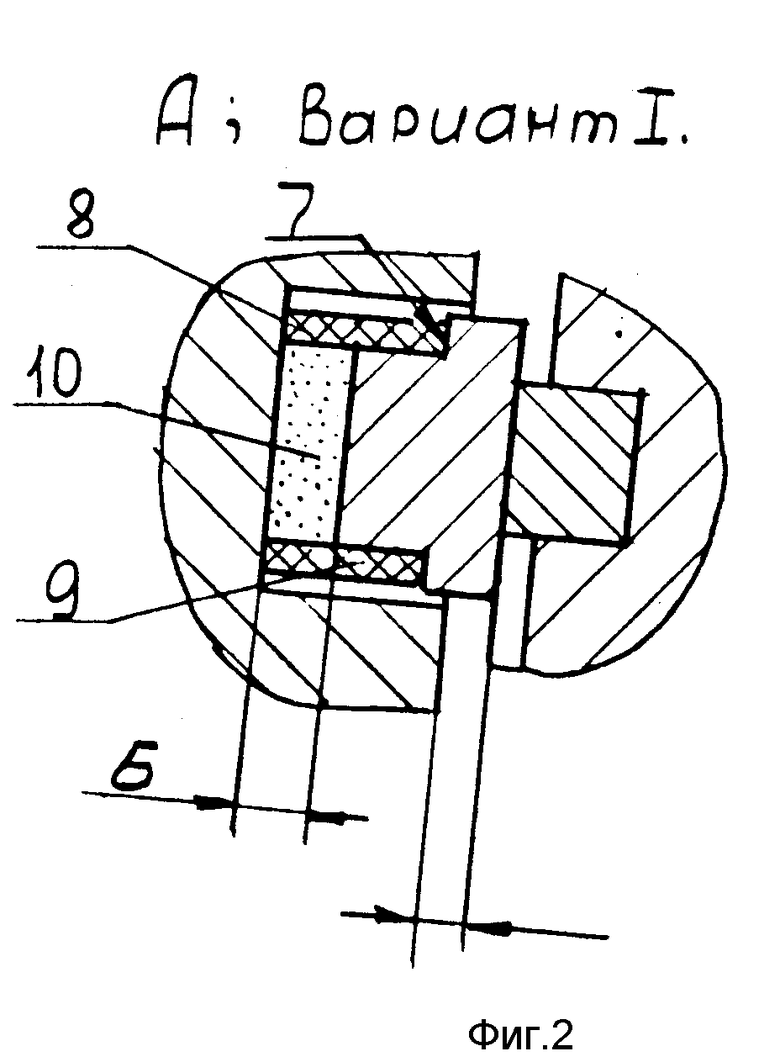
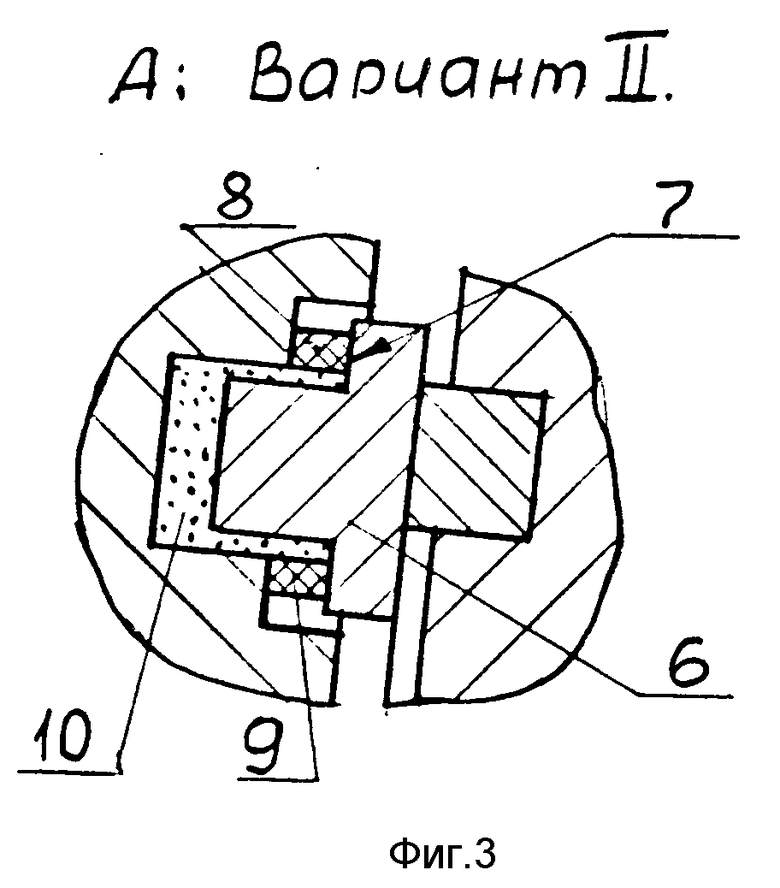
На фиг. 1 изображена в разрезе задвижка с клином; на фиг. 2 вид А на фиг. 1, вариант I; на фиг. 3 вид А, вариант II
В корпусе 1 и клине 2 расточены канавки 3 и 4, в которые помещают окончательно обработанные уплотнительные кольца 5 прямоугольного или трапецеидального сечения, а кольцо 6 имеет Т-образное сечение с заплечиками 7. Кольцо 6 опирается на кольцевые проставки 8 и 9, выполненные из упругоформируемого материала и выполняющие для кольца 6 роль упругой опоры. Между кольцами 5 и 6 и канавками 3 и 4 помещают самоотверждающуюся композицию 10. Причем для колец 5 канавки выполнены с минимальным зазором, например поля допусков и отклонений сопрягаемых деталей по H9/h9, а для кольца 6 ширину канавки выполняют с учетом установки проставок и возможного отклонения кольца при самоустановке в сборе.
После очистки и обезжиривания канавок 3 и 4 и колец 5 и 6 на дно канавки 3 заливают самоотверждающуюся композицию 10, например, на основе эпоксидной смолы, и устанавливают кольца 5. А в канавку 4, установив проставки 8 и 9 между ними, заливают композицию 10 толщиной Б, затем помещают кольцо 6 так, чтобы заплечики 7 опирались на проставки 8 и 9. После чего собирают шибер 2 с корпусом 1 и производят перемещение клина относительно корпуса до получения технологического размера Д, в результате чего кольца 5 плотно садятся в канавки 3, сжимая композицию 10, а кольцо 6, воздействуя заплечиками 7 на упругие проставки 8 и 9, самоустанавливается по ответному кольцу 5 и сживает композицию 10, она в свою очередь деформирует проставки 8 и 9, которые уже выполняют роль бандажа, не позволяя вытекать клеевой композиции. В таком виде происходит отверждение и задвижка готова к эксплуатации.
При ремонте задвижек уже однажды восстановленных заявляемым способом производят расточку изношенных колец с получением чистой канавки. При этом обязательно удаляют Т-образное кольцо. Затем изготовляют новые кольца прямоугольного сечения с размерами, обеспечивающими зазор, например в пределах полей допусков и отклонений сопрягаемых деталей H9/h9, а Т-образное кольцо с размерами, обеспечивающими установку на упругие элементы, после чего производят установку колец на клеевую композицию.
Таким образом наличие упругих элементов и плавающего на них кольца с заплечиками позволяют кольцу с заплечиками устанавливаться по ответному кольцу, выбирая все зазоры, и в то же время не позволяют клеевой композиции вытечь, так как упругие элементы играют роль растягивающего бандажа. А прямоугольные кольца устанавливают в клин и корпус с зазором, например H9/h9, по которому при приложении усилий не может вытечь клеевая композиция в силу своих свойств гидрофобности по отношению к металлу, и значит прямоугольное кольцо прижимает композицию к дну канавки, тем самым обеспечивая полный контакт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЗАДВИЖЕК | 1994 |
|
RU2122671C1 |
| КЛИНОВАЯ ЗАДВИЖКА С САМОУСТАНАВЛИВАЮЩИМИСЯ СЕДЛАМИ | 1998 |
|
RU2153115C2 |
| КЛИНОВАЯ ЗАДВИЖКА И СПОСОБ КРЕПЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ В ЗАТВОРЕ КЛИНОВОЙ ЗАДВИЖКИ | 1998 |
|
RU2140033C1 |
| ШИБЕРНАЯ ЗАДВИЖКА С КОРОТКИМ ШИБЕРОМ | 2001 |
|
RU2229647C2 |
| СПОСОБ РЕМОНТА КЛИНОВЫХ ЗАДВИЖЕК | 1971 |
|
SU310078A1 |
| ЗАДВИЖКА КЛИНОВАЯ | 2001 |
|
RU2207467C2 |
| ЗАТВОРНЫЙ УЗЕЛ ТРУБОПРОВОДНОЙ АРМАТУРЫ СО СМЕННЫМИ УПЛОТНИТЕЛЬНЫМИ КОЛЬЦАМИ | 2006 |
|
RU2315219C2 |
| ШИБЕРНАЯ ЗАДВИЖКА | 1996 |
|
RU2111399C1 |
| МЕХАНИЗМ РЕГУЛИРОВКИ И УКАЗАНИЯ ПОЛОЖЕНИЯ ШИБЕРА ЗАДВИЖКИ | 1994 |
|
RU2080506C1 |
| ШИБЕРНАЯ ЗАДВИЖКА | 1993 |
|
RU2068140C1 |
Использование: в машиностроительной промышленности, в частности, в нефтедобывающей, при ремонте нефтяной арматуры. Сущность изобретения: способ ремонта задвижек, преимущественно, клиновых путем установки колец с зазором на клеевую самоотверждающуюся композицию в расточенные на корпусе и клине канавки с последующей сборкой и отверждением клеевой композиции в сборе. По крайней мере, одно из упомянутых колец выполняют с заплечиками и устанавливают на упругие элементы в ответную канавку, предварительно в которую помещают клеевую композицию, которая при внедрении в нее кольца взаимодействует с упругими элементами, на которые опираются заплечики кольца. 3 ил.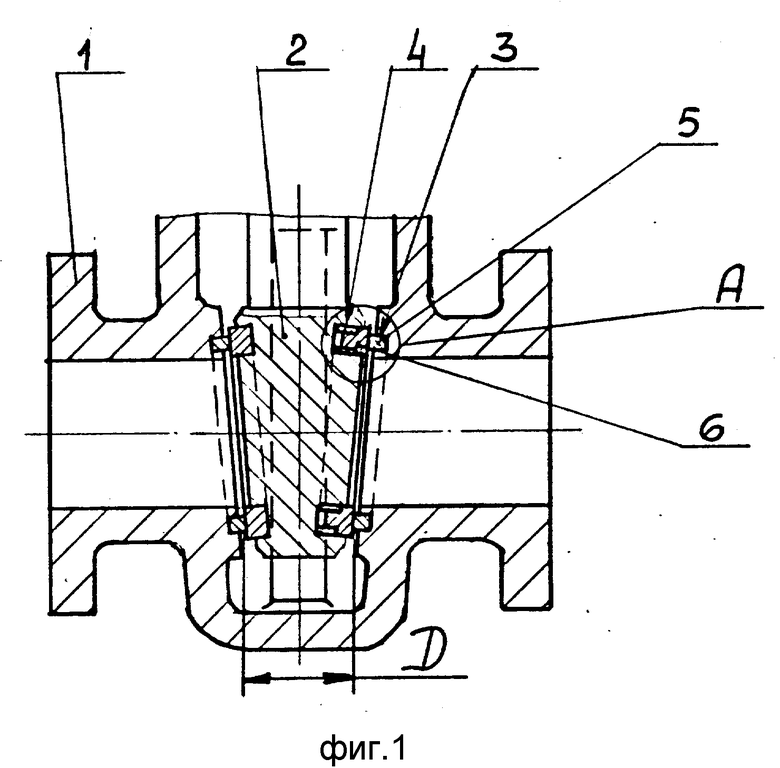
Способ ремонта задвижек, преимущественно, клиновых путем установки колец с зазором на клеевую самоотверждающуюся композицию в расточенные на корпусе и клине канавки с последующей сборкой и отверждением клеевой композиции в сборе, отличающийся тем, что по крайней мере одно из упомянутых колец выполняют с заплечиками и устанавливают на упругие элементы в ответную канавку, предварительно в которую помещают клеевую композицию, которая при внедрении в нее кольца взаимодействует с упругими элементами, на которые опираются заплечики кольца.
| SU, авторское свидетельство, 310078, кл.F 16K 3/02, 1971. |
