Изобретение относится к системе управления уровнем для регулирования уровня металла в оборудовании для непрерывной или полунепрерывной разливки, например разливочного оборудования для изготовления заготовок или слитков алюминия, причем разливочное оборудование состоит из литейной формы с открытым по направлению вверх подводящим отверстием для расплавленного металла и подводящего желоба или тому подобного с выпускным отверстием, расположенным над подводящим отверстием для передачи расплавленного металла из раздаточной печи или тому подобного.
При непрерывной или полунепрерывной разливке металла, как упомянуто выше, система управления потоком металла, основанная на использовании поплавков, сегодня применяется наиболее часто. Эта система обладает ограниченными возможностями для управления уровня металла в течение операции разливки и у нее отсутствуют возможности управления подачей металла в начале операции разливки. Кроме того, управление при помощи такой системы медленное, которое, между прочим, приводит в результате к неравномерному качеству отлитого металлического тела.
Особенно при отливке слитков для прокатки очень важна подача металла в начальной стадии и посредством ее уровень металла в литейной форме, так как большинство проблем, которые возникают на более поздней стадии, вызваны этими начальными условиями.
Наиболее близким к изобретению является устройство управления разливкой металла, содержащее датчик уровня металла, соединенный с входом процессора, выход которого соединен с приводом исполнительного механизма закрывающего устройства (см. SU N 1739839, кл. B 22 D 11/16, 1992).
Недостатком известного устройства является недостаточно высокое качество управления за счет неточного измерения уровня металла, осуществляемое датчиком уровня, который функционирует в условиях высоких температур и запыленности.
При помощи настоящего изобретения реализуется система управления уровнем, которая исполняет равномерное и быстрое управление подачей металла во всех фазах операции разливки, которая является надежной и простой в эксплуатации и которая может быть предварительно запрограммирована таким образом, что в любой период операции разливки достигаются оптимальные условия разливки.
Это дает ряд преимуществ.
При разливке с несколькими литейными формами можно будет достигнуть одинаковое количество металла и скорость наполнения всех литейных форм.
Одинаковую скорость наполнения от одной плавки к другой.
Равный уровень металла в литейных формах в начале операции от одной плавки к другой.
Равномерная скорость наполнения в литейной форме обеспечивает улучшенное распределение металла по башмаку обсадной колонны, что, в свою очередь, улучшает теплопередачу от литейного металла к башмаку обсадной колонны и она одинакова от одной плавки к другой. Это также воздействует на стремление давать усадку и посредством этого гарантирует, что литейный материал находится в стабильном положении на башмаке обсадной колонны.
Меньше опасность усадки в процессе затвердевания и возникновения трещин.
Меньше опасность поверхностных окислов, которые могут инициировать начало возникновения трещин.
Меньше опасность аварии.
Указанные задачи решаются за счет того, что в системе управления уровнем металла в установке для непрерывной или полунепрерывной разливки, преимущественно в установке для изготовления слитков для прокатки или заготовок из алюминия в литейной форме с отверстием по направлению вверх для подвода расплавленного металла и подводящим желобом, расположенным над отверстием для передачи расплавленного металла из раздаточной печи, содержащей процессор, датчик уровня металла, закрывающее устройство, соединенное с исполнительным механизмом, содержащим привод, причем вход процессора соединен с датчиком уровня металла, а выход - с приводом исполнительного механизма, в качестве датчика уровня металла использован радиолокационный датчик.
Задача также решается за счет того, что в качестве привода исполнительного механизма использован гидропривод, управляемый пропорциональным клапаном или сервоклапаном.
Задача также решается за счет того, что в качестве привода исполнительного механизма использован электропривод.
Задача также решается за счет того, что в качестве закрывающего устройства использован дроссельный клапан, который может быть поднят, опущен или повернут в желобе.
Задача также решается за счет того, что в качестве закрывающего устройства использовано устройство типа игла в сопле.
Задача также решается за счет того, что процессор соединен с сервоклапаном гидравлической системы для управления наполнением раздаточной печи, исходя из необходимого потока металла в желобе.
Теперь изобретение будет описано далее при помощи примеров и со ссылкой на приложенный чертеж, который схематически показывает часть оборудования полунепрерывной разливки для производства слитков для прокатки с вырезанной секцией и систему управления уровнем 2 для регулирования уровня металла в разливочном оборудовании.
В кратком описании разливочное оборудование состоит из литейной формы с открытым по направлению вверх подводящим отверстием 4 для расплавленного металла и в соединении с донной стороной литейной формы на вертикальной подвижной опоре 5 обеспечен башмак обсадной колонны. Устроено так, чтобы металл наполнялся в литейную форму через желоб или тому подобное, который обеспечен в соединении с раздаточной печью, которую можно наклонять (не показана).
Система управления уровнем 2 состоит из радиолокационного датчика 8, процессора 9, гидравлической станции 10, пропорционального или сервоклапана 11 и гидропривода 12. Радиолокационный датчик 8, который содержит антенну (не показана), установлен над разливочным оборудованием на расстоянии от него и приспособлен для измерения расстояния до поверхности металла в подводящем металл отверстии 4. Предпочтительно, радиолокационный датчик установлен на некотором расстоянии от разливочного оборудования, например, в потоке плавильного помещения, где расположено оборудование. Посредством этого он не будет на пути при проведении разливочных операций или при работе с разливочным оборудованием, например, в связи с техническим обслуживанием и ремонтом оборудования. Кроме того, при таком дистанционном расположении радиолокационного датчика он будет защищен от повреждения горячим металлом. Поэтому использование радиолокационного датчика в качестве дистанционного измерителя представляет собой существенное преимущество изобретения.
Радиолокационный датчик, т.е. антенна, генерирует модулированный СВЧ-сигнал и принимает отраженный от металлической поверхности сигнал. Отраженный сигнал демодулируют, фильтруют от нежелательных отражений и анализируют при помощи микропроцессора в датчике, который, в свою очередь, выдает электросигнал в процессор 9 в соответствии с уровнем поверхности металла. Испытаниями установлено, что точность измерения радиолокационным датчиком лучше, чем ± 0,5 мм.
Движение металла через желоб 7 регулирует дроссельный клапан 13, который протягивается вниз в желобе и который является подвижным в вертикальном направлении при помощи гидропривода 12. Исполнительный механизм представляет собой гидравлический поршневой цилиндр с приводом от гидравлической станции 10 посредством гидравлического масла.
У него есть электронное устройство в форме датчика (не показан), который выдает сигнал в процессор в соответствии с положением поршня и посредством этого с положением дроссельного клапана в желобе.
Подачей гидравлического масла к исполнительному механизму 12 управляет пропорциональный клапан или сервоклапан 11, который получает электрический сигнал из блока ИПК 9.
Процессор - это "мозг" как таковой системы управления и может быть запрограммирован таким образом, что поверхность металла в течение операции разливки в любое время удерживается на уровне, который желательно достигать для оптимального результата разливки.
Кратко, система управления в соответствии с изобретением работает следующим образом. Когда начинается операция разливки, дроссельный клапан открывают в желобе при помощи исполнительного механизма 12, так что жидкий металл в желательном количестве может течь вниз в подводящее отверстие 4 литейной формы 3. Уровень поверхности металла в литейной форме регистрирует радиолокационный датчик, который непрерывно передает сигнал в процессор в соответствии с настоящим. С самого начала и в течение всего процесса разливки процессор передает электрические сигналы сервоклапану 11, который, в свою очередь, заставляет жидкое масло поступать в исполнительный механизм таким способом, что он управляет положением дроссельного клапана в желобе в соответствии с желательным потоком металла. Гидропривод непрерывно выдает сигнал, соответствующий положению дроссельного клапана в желобе, в процессор.
Что касается радиолокационного датчика, то в дополнение к применению для регистрации и уровня поверхности металла он может также быть использован для регистрации положения (высоты) башмака обсадной колонны относительно литейной формы перед началом операции разливки. Это представляет другое преимущество изобретения, которое предотвращает проникновение воды в башмак, повреждение оборудования и предотвращает утечку металла.
Изобретение, как определено в его формуле, не лимитировано каким-либо образом тем примером, который показан на фигуре и описан выше. Так может быть применен исполнительный механизм с электроприводом вместо исполнительного механизма с гидроприводом. Однако гидропривод предпочтительнее, так как он менее чувствителен к высокой температуре (теплу). Далее, вместо закрывающего устройства в виде дроссельного клапана 13 может быть использовано устройство типа игла в сопле, где исполнительный механизм перемещает иглу, которая протягивается вниз в сопловое отверстие в желобе.
Кроме того, в дополнение к управлению уровнем поверхности металла процессор может быть использован в качестве совмещенной функции для управления наполняющим положением раздаточной печи. Это могло бы быть сделано, используя процессор, для управления сервоклапаном в гидравлической системе, который мог бы, в свою очередь, управлять наклоном раздаточной печи в соответствии с необходимым потоком металла в желобе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНОЕ ОБОРУДОВАНИЕ | 2019 |
|
RU2800935C2 |
| ЛИТЕЙНОЕ УСТРОЙСТВО И СПОСОБ ЛИТЬЯ | 2018 |
|
RU2764916C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРЯМОТОЧНОГО КРИСТАЛЛИЗАТОРА УСТАНОВКИ ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 2001 |
|
RU2268105C2 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛА | 2000 |
|
RU2249493C2 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2004 |
|
RU2351430C2 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛА | 2000 |
|
RU2248858C2 |
| УСТРОЙСТВО, ОТНОСЯЩЕЕСЯ К ОБОРУДОВАНИЮ ДЛЯ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2008 |
|
RU2488460C2 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО ПРЯМОГО ЛИТЬЯ В КОКИЛЬ ИЛИ ПОСТОЯННУЮ ФОРМУ МЕТАЛЛА, ПОСТОЯННАЯ ФОРМА ИЛИ КОКИЛЬ | 1996 |
|
RU2141883C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2177388C2 |
| СПОСОБ ЛИТЬЯ И ЛИТЕЙНАЯ УСТАНОВКА С НЕПОСРЕДСТВЕННЫМ ОХЛАЖДЕНИЕМ СЛИТКОВ | 2020 |
|
RU2809422C2 |
Задача, решаемая изобретением, состоит в равномерном и быстром управлении подачи металла во всех фазах операции разливки. Разливочное оборудование состоит из литейной формы с повернутым вверх наполнительным отверстием для расплавленного металла и подводящего желоба. Уровень металла регулируется блоком программируемого командоаппарата на основе радиолокационного датчика, который регистрирует уровень зеркала металла. Подачей металла управляет закрывающее устройство с приводом от исполнительного механизма на основе сигналов от блока командоаппарата. 5 з.п.ф-лы, 1 ил.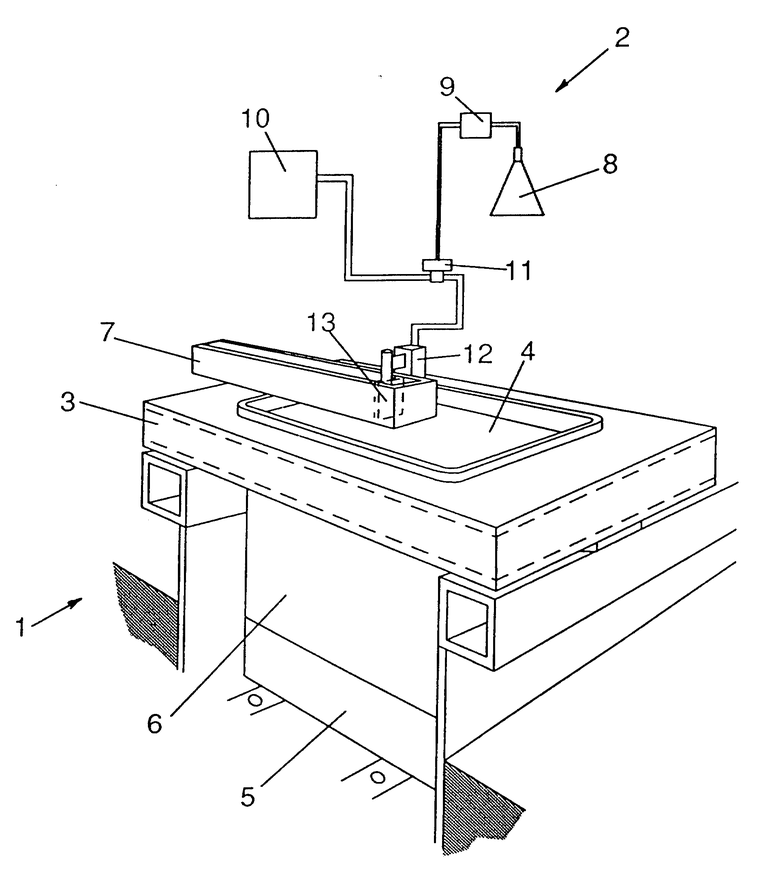
| SU, 1739839 A, 10.02.92 | |||
| EP, 0214797, A2, 18.03.87 | |||
| WO, 89/11362, A1, 30.11.89 | |||
| GB, 2160458, A, 24.12.85. |

