Изобретение относится к устройству для горизонтального прямого литья в кокиль легких металлов, в частности магния и магниевых сплавов и кокилью.
Магний и магниевые сплавы разливаются в слитки или заготовки и отправляются потребителям. Слитки часто могут иметь плохое качество поверхности. Кроме того, этот способ не является эффективным способом производства. Вертикальное прямое литье в кокиль заготовок дает продукт с высоким качеством поверхности, но непрерывное производство невозможно вследствие того, что число ветвей ограничено. Поэтому существует потребность в процессе, дающем продукт с высоким качеством, свободный от трещин и усадочных раковин, и который может обеспечить непрерывную разливку с высокой скоростью литья.
Горизонтальное прямое литье в кокиль является способом, который может полностью удовлетворить эти требования. Он дает возможность для многоручьевой непрерывной разливки, а также получения продукта единообразного размера. Однако, даже если он является испытанной технологией для литья алюминия и алюминиевых сплавов, он не является способом производства, используемым для получения магниевых слитков на сегодняшний день. В течение нескольких лет было сделано много попыток, но существуют проблемы создания устройства и особенно литейной формы, которые могут быть использованы для этого. Кроме того, при работе с таким реактивным металлом, как магний, очень важным является аспект безопасности, в связи с чем необходимо получить безопасный способ производства.
Наиболее близким по технической сущности и достигаемому результату является устройство для горизонтального прямого литья в кокиль или постоянную форму, известное из патента Великобритании N 1194224 и предназначенное для горизонтальной непрерывной разливки слитков алюминия и магния и их сплавов. Устройство содержит резервуар для расплава металла, отделенный от формы местным барьером (головной плитой), которая не охлаждает форму. Головная плита имеет отверстие для прохода жидкого металла через него и прямо в охлаждаемую форму, где металл затвердевает и непрерывно вытягивается в горизонтальном направлении. Охлаждающая вода выпускается из камеры в стенке литейной формы через каналы для прямого охлаждения появляющегося слитка. Форма также имеет каналы для подачи смазки к внутренней поверхности стенки.
Вышеописанное устройство может использоваться для литья алюминия, но не для безопасного производства отливки магния и магниевых сплавов с хорошей готовой поверхностью. Устройство имеет очень широкий вход, что приводит к трудностям в отношении регулирования процесса затвердевания. Глубина формы тоже слишком велика, и в случае утечки металла могут возникнуть проблемы с охлаждающей системой.
В основу изобретения положена задача создания устройства для горизонтальной прямой разливки в кокиль или постоянную форму магния и магниевых сплавов, а также создания постоянной формы или кокиля, обеспечивающих высокое качество продукта при высокой скорости разливки и обеспечении безопасной его работы за счет уменьшения последствий возможного вытекания металла вследствие способности расплава магния реагировать с водой.
Поставленная задача решается тем, что в устройстве для горизонтального прямого литья в кокиль или постоянную форму металла, в частности магния и магниевых сплавов, содержащем промежуточный разливочный ковш для расплавленного металла, горизонтально расположенную постоянную форму или кокиль, сообщающуюся посредством входного отверстия с промежуточным разливочным ковшом, при этом форма имеет контур для первичного охлаждения ее стенок водой, обеспечивающий охлаждение металла без контактирования с водой, и контур вспомогательного прямого охлаждения водой отлитого металла, согласно изобретению контуры первичного и вспомогательного охлаждения водой выполнены раздельными.
На входе в форму расположено изолирующее переходное кольцо.
Очень важным является то, что глубина формы небольшая или мелкая, предпочтительнее от 25 до 45 мм. Для получения хорошего качества поверхности и обесцвечивания металла предпочтительно, чтобы форма имела вход для подачи защитного газа к переходному кольцу.
Входное отверстие в форму должно быть асимметрично расположено, ближе к дну формы. Предпочтительнее использовать устройство, в котором ковш и форма разделены нагреваемым вводом из изолирующего материала, вставленным и заделанным в стальной кожух или оболочку, при этом сталь находится в контакте с расплавом магния. Ковш должен иметь дренажную систему с дистанционным управлением.
Поставленная задача решается также тем, что в постоянной форме или кокиле для литья магния и магниевых сплавов, содержащей контур для первичного охлаждения ее стенок водой, обеспечивающий охлаждение металла без контактирования с водой, и контур вспомогательного прямого охлаждения водой отлитого металла, согласно изобретению контуры первичного и вспомогательного охлаждения водой выполнены раздельными, при этом форма снабжена переходным кольцом из керамического материала, расположенным у входного отверстия, которое выполнено в форме асимметрично ближе к ее дну, причем форма имеет каналы для подачи защитного газа к переходному кольцу.
Предпочтительнее, чтобы общая глубина формы составляла от 25 до 45 мм.
Изобретение охарактеризовано и ограничено приложенной формулой изобретения. Изобретение дополнительно иллюстрируется приложенными чертежами, где
Фиг. 1 изображает общий вид всей системы разливки
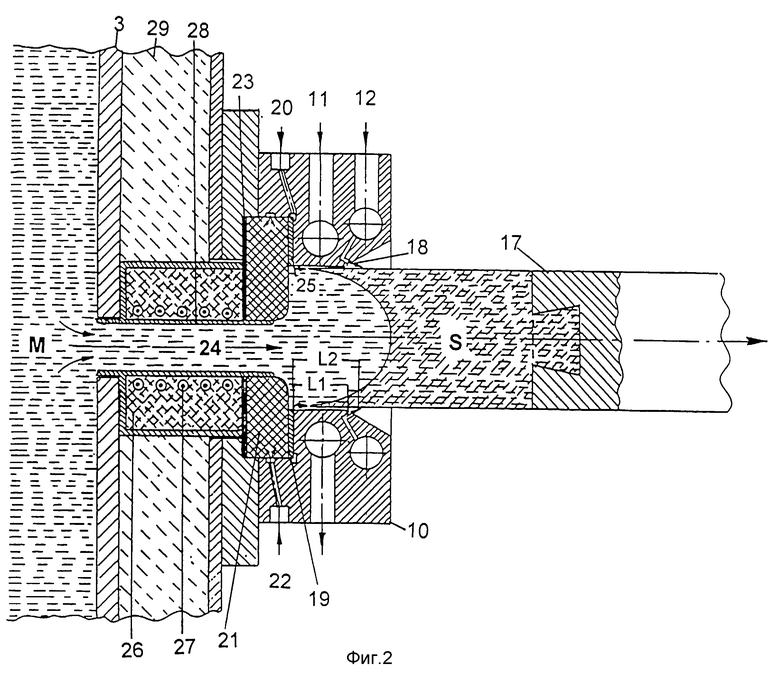
Фиг. 2 изображает часть промежуточного ковша, ввод и форму.
На фиг. 1 изображена плавильная печь 1 для плавки магния или его сплавов. Печь размещена на подъемном столе 2 для подъема и опускания печи. Расплавленный металл передается в обогреваемый промежуточный разливочный ковш 3 через обогреваемый сифон 4. Сифон также может подниматься и опускаться. Используется стальной ковш. Ковш 3 имеет запирающее устройство 5 для пневматически управляемой дренажной системы 6. Уровень металла в ковше регулируется лазерным регулятором уровня 7.
Под сливным отверстием 8 ковша расположен сливной резервуар 9. Форма 10, имеющая первичный 11 и вспомогательный 12 контуры охлаждающей воды, расположена с другой стороны ковша. Отлитый металл поддерживается роликами 13 и пропускается дальше через блок отводящих валков 14 прежде, чем разрезается пилой 15 на соответствующие отрезки. Резервуар для охлаждающей воды расположен под формой. В случае утечки магний будет вытекать в водяной бак. Выходная головка обозначена позицией 17 (фиг. 2).
На фиг. 2 более детально показаны форма, ввод и часть ковша.
Форма
На фиг. 2 изображена форма 10. Она изготовлена, например, из меди или алюминия. Форма или кокиль имеет две раздельные системы охлаждения. В системе первичного охлаждения 11 вода проходит в форму, не контактируя с магнием. Вода из системы первичного охлаждения направляется в резервуар 16 под формой или кокилем (фиг. 1). Вода из вспомогательной системы охлаждения 12 разбрызгивается через прорези или сопла 18 на поверхность магния для эффективного охлаждения. Вода сталкивается с металлом под углом около 30-35oC.
Форма или кокиль также имеет обтюратор 19 из металла с каналами 20 для подачи масла для смазывания формы. Позицией 21 обозначено переходное кольцо из изолирующего пористого огнеупорного материала. Каналы 22 выполнены для подачи защитного газа, например SF6. Это обеспечивает разливку ровного, гладкого слитка без обесцвечивания поверхности, поскольку доступ воздуха предотвращается защитным газом, вводимым позади переходного кольца. Поверх переходного кольца расположен изолирующий лист 23.
Вход 24 в форму или кокиль расположен асимметрично ближе к дну формы для исключения конвекции тепла к верхней поверхности слитка. Она может привести к утечке металла. Расплав металла М будет затвердевать в точке, обозначенной позицией 25, при входе в форму и будет иметь тонкую затвердевшую корочку внутри формы или кокиля. Буквой S обозначен твердый металл. Зумпф (расплав металла в форме) должен иметь самую глубокую точку в центре слитка и общего зумпфа внутри формы. Это может быть достигнуто путем близкого к симметричному охлаждению. Размеры входа/выхода не критичны.
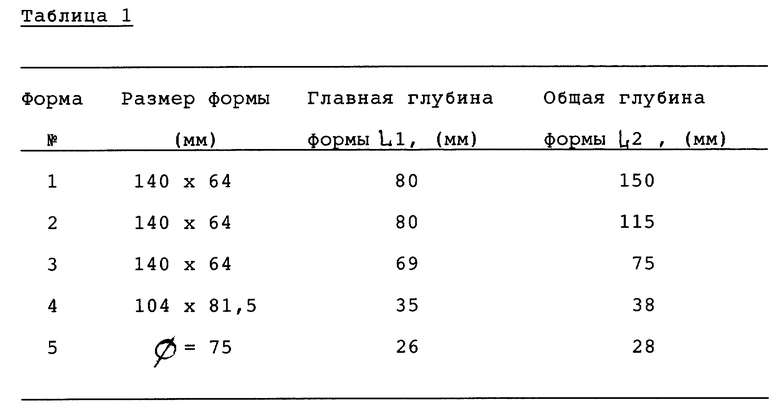
Установлено, что мелкие формы необходимы для того, чтобы получить слитки с хорошим качеством поверхности и адекватную скорость разливки. Было испытано несколько форм с различной глубиной, прежде чем было найдено оптимальное решение. Основная глубина формы L1 является расстоянием между точкой затвердевания и кромкой первичной охлаждающей системы, см. фиг. 2. Общая глубина формы L2 является расстоянием от точки затвердевания до точки столкновения для вспомогательной охлаждающей воды. В Таблице 1 приведены различные параметры пяти различных форм.
Для формы N 1 брызги вспомогательной воды сталкиваются со слитком приблизительно в 150 мм от точки, в которой металл входит в изложницу и затвердевает. Экспериментальная разливка показала, что общая глубина формы была слишком велика и поэтому скорость разливки низкая. Произошли повторное расплавление внутри формы и утечка металла. Также было установлено, что формы 2 и 3 также имели слишком большую глубину для достижения оптимальной скорости разливки, тогда как формы 4 и 5 показали хорошие результаты.
Таким образом, важно, чтобы форма была сконструирована таким образом, чтобы расстояние L2 между точкой, в которой брызги вспомогательной воды сталкиваются с металлом, и точкой затвердевания было коротким. Пригодными оказались формы с глубиной формы L2 от 25 до 45 мм. Для обеспечения такого короткого расстояния выход 18 для вспомогательной охлаждающей воды должен быть расположен внутри формы в дне конической выемки. Кроме того, существенным является то, что расстояние L3 = L2 - L1 является максимально коротким и, предпочтительнее, составляет менее 5 мм.
Ввод
Критической частью оборудования является ввод, расстояние между внутренней полостью ковша 3 и формой 10. Тепловые потери и замерзание металла на входе должны быть исключены. Тепло жидкого магния, проходящего через ввод, является единственным источником тепла, и стальные части ковша легко отбирают тепло от расплава. Поэтому требуется хорошая изоляция 26. Однако было трудно найти подходящие изоляционные материалы, которые могут находиться в прямом контакте с материалом. Инфильтрация металла в волокнистый материал, окисление магния и нарушение целостности изоляционного материала вызывают проблемы разливки после короткого цикла разливки. Было решено заделывать изолирующий материал, используя тонкостенную стальную трубу 28 для предотвращения контакта между изолирующим материалом и магнием. Установлено, что при использовании стальной трубы необходимо снабдить вход нагревательными элементами 27, поскольку сталь отбирает тепло от жидкого металла. Поэтому это важно для того, чтобы иметь возможность регулировать температуру на входе.
Промежуточный разливочный ковш
Ковш 3 изготовлен из стали. Он имеет запирающее устройство 5 для пневматически управляемой дренажной системы 6. Нагревательные элементы (не показаны) были размещены между вкладышем и стенками ковша для компенсации тепловых потерь. Ковш может регулироваться во всех направлениях для обеспечения возможности легко располагать форму относительно закрепленных отводящих валков. Для того, чтобы свести к минимуму время подготовки, используют газа для нагревания ковша перед запуском.
Процедура запуска и остановки
При обращении с таким реактивным металлом, как магний, очень важна безопасность. Поэтому при конструировании устройства также следует побеспокоиться об этом аспекте. При запуске процесса стартовая или выходная головка 17 расположена внутри формы или кокиля 10. Первичная охлаждающая вода 11 включена, расплавленный металл вводится в форму или кокиль и будет затвердевать в устье стартовой или выходной головки. Стартовую или выходную головку извлекают и, когда наружная поверхность имеет затвердевшее и стабильное состояние, впервые включают вспомогательную охлаждающую воду. Поэтому не происходит никакого контактирования расплавленного металла с водой. Используют низкую исходную или стартовую скорость (около 100 мм/мин), которую постепенно увеличивают.
Также важно обеспечить обеспечение активности металла в случае неожиданной или случайной утечки металла. Поэтому ковш имеет ограниченный объем для содержания находящегося в нем расплава металла. Также было установлено, что весьма важно разделить системы первичного и вспомогательного охлаждения для того, чтобы иметь возможность перекрывать поток вспомогательной воды, которая контактирует с металлом, имея в то же время возможность охлаждать форму или кокиль в случае утечки металла.
Разливочное оборудование также имеет аварийную кнопку экстренного действия и тревожную систему. Они используются для регулируемой процедуры остановки процесса разливки или приводятся в действие в критической ситуации. Аварийная кнопка экстренного действия действует быстро в надлежащей последовательности. Первичную охлаждающую воду сохраняют в прежнем положении, т. е. не отключают, и выпускают из формы или кокиля через трубы в водяной бак. Поэтому предотвращается контактирование воды с магнием, в то же время поддерживая охлаждение формы или кокиля. Приводится в действие пневматически управляемая дренажная система, пробка удаляется из ковша, и металл стекает в подогретый сливной резервуар. Клапан в сифоне запирается, сифон удаляется от печи для остановки подачи металла и печь опускается.
Примеры
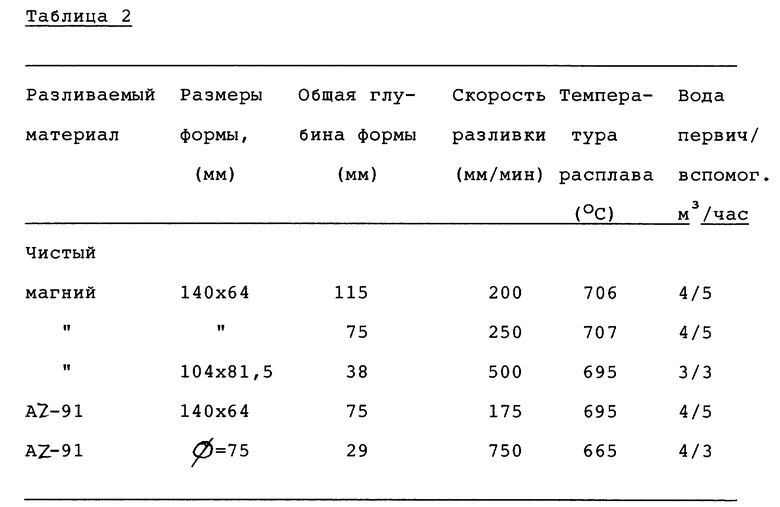
Горизонтальную прямую разливку слитков чистого магния и магниевых сплавов (AZ91) осуществляли с использованием различных форм или кокилей. Типы форм и условия разливки приведены в Таблице 2 ниже.
Как видно из таблицы, мелкие формы обеспечивают наивысшую скорость разливки и возможность литья слитков с хорошей конечной или готовой поверхностью безопасным путем. Слитки, отлитые в мелкие формы, также имели намного лучшее качество поверхности, чем другие слитки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛА | 2000 |
|
RU2249493C2 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2004 |
|
RU2351430C2 |
| РАЗЛИВОЧНОЕ УСТРОЙСТВО | 1994 |
|
RU2111825C1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛА | 2000 |
|
RU2248858C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРЯМОТОЧНОГО КРИСТАЛЛИЗАТОРА УСТАНОВКИ ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 2001 |
|
RU2268105C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОМЕТАЛЛА | 1990 |
|
RU2046151C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОБРАЗЦОВ МАТЕРИАЛОВ | 1995 |
|
RU2134160C1 |
| ЛИТЕЙНОЕ ОБОРУДОВАНИЕ | 1996 |
|
RU2147968C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2177388C2 |
| СИСТЕМА УПРАВЛЕНИЯ УРОВНЕМ МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2122920C1 |
Изобретение относится к области металлургии, конкретно к устройствам для горизонтального прямого литья легких металлов. Сущность изобретения: устройство содержит промежуточный разливочный ковш и горизонтально расположенную постоянную форму или кокиль, сообщающуюся с упомянутым ковшом. Форма имеет первичное охлаждение стенок, где металл охлаждается в отсутствие контактирования с водой, и вспомогательное прямое охлаждение для отлитого металла. Форма имеет раздельные контуры для первичной и вспомогательной охлаждающей воды. На входе формы расположено изолирующее переходное кольцо. Общая глубина формы составляет 25-45 мм. Входное отверстие формы должно быть расположено асимметрично, ближе к дну формы. Предпочтительнее использовать устройство, в котором промежуточный разливочный ковш и форма разделены обогреваемым вводом из изолирующего материала, заключенного в стальной кожух или оболочку, в котором сталь контактирует с расплавом магния. Ковш имеет дистанционно управляемую дренажную систему. Использование изобретения обеспечивает высокое качество продукта при высокой скорости разливки и безопасной работе устройства. 2 с. и 7 з.п. ф-лы, 2 ил., 2 табл.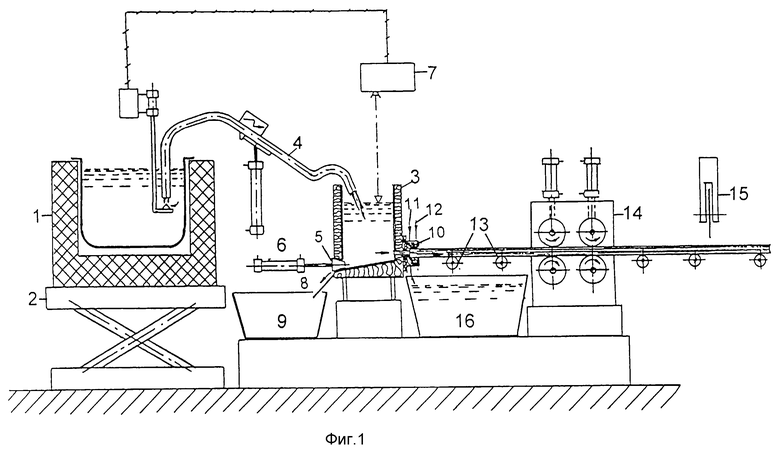
| GB 1194224, 05.06.67 | |||
| Кристаллизатор для непрерывного литья слитков | 1982 |
|
SU1039641A1 |
| Устройство для непрерывной разливки металлов | 1981 |
|
SU990411A1 |
| Устройство для сортировки ферромагнитных труб | 1973 |
|
SU482214A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 4744406 A, 17.05.88 | |||
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048966C1 |
| US 5325910 A, 05.07.94 | |||
| Сырьевая смесь | 1973 |
|
SU447387A1 |
