Область техники, к которой относится изобретение
Настоящее изобретение относится к литейной установке и способу эффективного литья удлиненных слитков, таких, как заготовки для прокатного производства, экструзии или для обработки методом ковки.
Уровень техники
Литье удлиненных слитков выполняется на литейных установках с непосредственным охлаждением слитков. Такая литейная установка с непосредственным охлаждением слитков содержит кристаллизатор, выполненный таким образом, чтобы расплавленный металл, подаваемый в его верхнее отверстие, по меньшей мере, частично в нем затвердевал. По меньшей мере, частично затвердевший расплавленный металл, из которого изготавливается слиток, выходит из кристаллизатора через нижнее отверстие и поддерживается поддоном, который может перемещаться в вертикальном направлении. Удлиненный слиток получают благодаря непрерывной подаче расплавленного металла в кристаллизатор одновременно с перемещением поддона, поддерживающего формирующийся слиток, вертикально вниз. Слиток может иметь длину, например, от 1 до 5 метров, хотя эта длина может быть в принципе любой. По завершении процесса литья течение расплавленного металла в кристаллизатор прерывается, слиток снимается с поддона, и поддон перемещается вертикально вверх и закрывает нижнее отверстие кристаллизатора. После того, как компоненты литейной установки заняли описанное выше положение, может начинаться процесс изготовления следующего слитка. Поскольку каждый слиток формируется индивидуально в ходе непрерывного установившегося процесса, и существуют перерывы между литьем последовательных слитков, общий процесс называют «полунепрерывным процессом литья». Далее он также будет именоваться «литьем с непосредственным охлаждением» или «литьем».
В заявке США № 2002/0033246 А1 описывается система охлаждения литейного оборудования для полунепрерывного литья металла с непосредственным охлаждением, в частности, для литья алюминиевых слитков. Литейное оборудование для полунепрерывного литья с непосредственным охлаждением содержит одно или несколько охлаждающих устройств, расположенных в каркасной конструкции с встроенной водораспределительной камерой, и это охлаждающее устройство (эти охлаждающие устройства) закрыто (закрыты) у дна с помощью подвижной опоры. Металл охлаждается в две стадии, посредством первичного охлаждения в камере кристаллизатора и вторичного охлаждения посредство посредством прямого охлаждения водой непосредственно ниже зоны первичного охлаждения.
Сляб или сляб для прокатки является отливкой, которая в дальнейшем используется в процессе прокатки, например, для производства фольги или металлического листа и т.п., которые могут иметь прямоугольное сечение. Заготовка для экструзии является отливкой, которая в дальнейшем используется для экструзии, и может иметь круглое сечение, однако отливки, которые могут изготавливаться с помощью литья с непосредственным охлаждением, не ограничиваются до использования для прокатки или экструзии и также могут использоваться для ковки или других способов формования.
Общая проблема литья с непосредственным охлаждением слитков заключается в явлении, известном как «вытекание». Вытекание происходит, когда расплавленный металл выливается через нижнее отверстие в кристаллизаторе неконтролируемым и нежелательным образом. Вытекание может представлять опасность для персонала, привести к неисправимым повреждениям литейного оборудования и к его простою. На фиг. 1 представлено изображение вытекания в литейной установке с непосредственным охлаждением слитков, сделанное в видимой части спектра в процессе литья отливки, которая, как предусмотрено, имеет круглое сечение. В настоящее время причины и механизмы, приводящие к возникновению вытекания, установлены не до конца.
В документе WO 97/16273 A1 рассматривается проблема явления вытекания во время литься с непосредственным охлаждением. В документе WO 97/16273 A1 описывается детектор для обнаружения вытекания расплавленных металлов в процессе литья с непосредственным охлаждением слитков, содержащий средства обнаружения присутствия расплавленного металла на внешней поверхности формируемого слитка. Если обнаруживается явление вытекания, подается сигнал тревоги для выполнения соответствующих корректирующих действий.
В силу того, что вытекание может представлять опасность для персонала и серьезно повредить литейное оборудование, что станет причиной его простоя, необходимо избежать или, по меньшей мере, снизить риск вытекания в процессах литья с непосредственным охлаждением.
Раскрытие сущности изобретения
Задача настоящего изобретения состоит в том, чтобы предложить более эффективный полунепрерывный процесс литья. Задача настоящего изобретения также состоит в том, чтобы предотвратить или, по меньшей мере, снизить риск возникновения вытекания во время полунепрерывного процесса литья с непосредственным охлаждением слитков. Для решения этих и других задач настоящее изобретение предлагает способ литья удлиненных слитков, включающий: литье слитков с помощью полунепрерывного процесса на литейной установке с непосредственным охлаждением слитков, содержащей кристаллизатор, имеющий верхнее и нижнее отверстия и выполненный таким образом, чтобы в нем выполнялись, по меньшей мере, частичное затвердевание расплавленного металла, подаваемого в кристаллизатор через верхнее отверстие, и выход образующегося слитка через нижнее отверстие; запись теплового изображения слитка, выходящего через нижнее отверстие; установление границ, по меньшей мере, трех неперекрывающихся температурных диапазонов – первого температурного диапазона, второго температурного диапазона и третьего температурного диапазона, а также определение пиковой температуры в тепловом изображении; сравнение пиковой температуры, по меньшей мере, с тремя температурными диапазонами; при этом: a) если значение пиковой температуры принадлежит первому температурному диапазону, процесс литья продолжается, b) если значение пиковой температуры принадлежит второму температурному диапазону, происходит информирование о том, какой вид технического обслуживания литейной установки следует выполнить, и выполняется техническое обслуживание литейной установки после завершения текущего процесса литья, но до того, как начнется следующий процесс литья, c) если значение пиковой температуры принадлежит третьему температурному диапазону, процесс литья прерывается и происходит информирование об аварийной остановке оборудования.
В рамках вариантов реализации описываемого способа аварийное прерывание процесса может осуществляться автоматически, (например, с помощью электронного устройства управления). В рамках вариантов реализации способа по настоящему изобретению аварийное прерывание процесса может выполняться оператором (т.е. работником) на основании полученной информации о необходимости аварийной остановки оборудования. Оборудование, на котором реализуется описываемый в данном изобретении способ литья, также входит в рамки вариантов реализации данного изобретения.
В рамках реализации вариантов выполнения способа, описываемого в данном изобретении, первый температурный диапазон включает в себя значения температуры вплоть до 70oC, но не включает в себя само значение 70оС.
В рамках реализации вариантов выполнения способа, описываемого в данном изобретении, второй температурный диапазон включает значения температуры между 70оС и 90оС.
В рамках реализации вариантов выполнения способа, описываемого в данном изобретении, третий температурный диапазон включает значения температуры выше 90оС, но не включает само значение 90оС.
В рамках реализации вариантов выполнения способа расплавленный металл, по меньшей мере, частично затвердевает благодаря отводу тепла из полости кристаллизатора в охлаждающую рубашку, в которой циркулирует охлаждающая среда.
В рамках вариантов реализации способа слиток продолжает дальнейшее затвердевание благодаря прямому охлаждению водой в пространстве, непосредственно снизу охлаждающей рубашки (34) или же в нижнем отверстии (32) кристаллизатора.
По другому аспекту в настоящем изобретении предлагается литейная установка для полунепрерывного процесса литья с непосредственным охлаждением удлиненных слитков, которая содержит кристаллизатор с полостью и верхним и нижним отверстиями, которые сообщаются по текучей среде с полостью формы; при этом кристаллизатор выполнен таким образом, чтобы он обеспечивал, по меньшей мере, частичное затвердевание расплавленного металла, подаваемого в полость кристаллизатора; систему подачи металла для выборочной подачи металла из резервуара в полость кристаллизатора через верхнее отверстие, поддон, выполненный с возможностью перемещения в вертикальном направлении между верхним положением, в котором он закрывает нижнее отверстие кристаллизатора, и нижним положением, причем слиток в литейной установке получают при вертикальном перемещении поддона из верхнего положения в нижнее положение при одновременной подаче расплавленного металла в полость кристаллизатора; тепловизионную камеру, выполненную с возможностью записи теплового изображения слитка по мере того, как поддон движется из верхнего положения в нижнее положение, электронную систему управления, выполненную с возможностью определения пиковой температуры в контуре теплового изображения и сравнения определяемой пиковой температуры, по меньшей мере, с первым предварительно установленным температурным диапазоном, вторым предварительно установленным температурным диапазоном и третьим предварительно установленным температурным диапазоном с тем, чтобы контролировать подачу металла системой подачи металла, а также контролировать вертикальное перемещение поддона; информационную систему для выдачи информации, причем электронная система управления управляет системой подачи металла и поддоном таким образом, чтобы отливать слитки, когда пиковая температура попадает в первый заранее установленный температурный диапазон; электронная система управления управляет системой подачи металла и поддоном для литья слитков, а также и информационной системой таким образом, чтобы последняя выдавала информацию о том, что следует провести техническое обслуживание литейной установки, если пиковая температура попадает во второй заранее установленный температурный диапазон. причем электронная система управления управляет системой подачи металла таким образом, что останавливает подачу металла из резервуара в полость кристаллизатора и прерывает процесс литья слитка, когда пиковая температура попадает в третий заранее установленный температурный диапазон.
В рамках вариантов реализации изобретения первый заранее установленный температурный диапазон включает в себя значения температуры вплоть до 70oC, но не включает в себя само значение 70оС.
В рамках вариантов реализации изобретения второй заранее установленный температурный диапазон включает значения температуры между 70оС и 90оС.
В рамках вариантов реализации изобретения третий заранее установленный температурный диапазон включает температуры выше 90оС, но не включает само значение 90оС.
В рамках вариантов реализации изобретения тепловизионная камера установлена снизу от нижнего отверстия кристаллизатора для того, чтобы записывать тепловое изображение слитка, по меньшей мере, в области непосредственно под нижним отверстием кристаллизатора.
В рамках вариантов реализации изобретения кристаллизатор содержит охлаждающую рубашку для обеспечения циркуляции охлаждающей среды.
В рамках вариантов реализации изобретения в литейной установке предусмотрено вторичное непосредственное охлаждение слитка водой после формирования затвердевшего слоя на расплавленном металле.
Как известно, с технической точки зрения литейные установки с непосредственным охлаждением слитков могут иметь более одного кристаллизатора для проведения одновременно более одного процесса литья, как, например, показано в документе US 2002/0033246 А1. Следует понимать, что способ литья и литейная установка с непосредственным охлаждением, о которых идет речь в настоящем изобретении, также относятся к литейной установке, оснащенной более чем одним кристаллизатором; следовательно, под термином «кристаллизатор», используемым здесь, должна пониматься и форма множественного числа – «кристаллизаторы». Далее, следует также иметь в виду, что возможно применение более одной тепловизионной камеры или более одного прибора, формирующего тепловое изображение, для записи тепловых изображений слитков, особенно если литейная установка с непосредственным охлаждением содержит более одного кристаллизатора для одновременного проведения более одного процесса литья Таким образом, термин «тепловизионная камера», как и термин «прибор для формирования теплового изображения» должны интерпретироваться как подразумевающие множественное число соответствующих устройств.
Краткое описание чертежей
На фиг.1 показано вытекание в процессе литья в литейной установке с непосредственным охлаждением слитков.
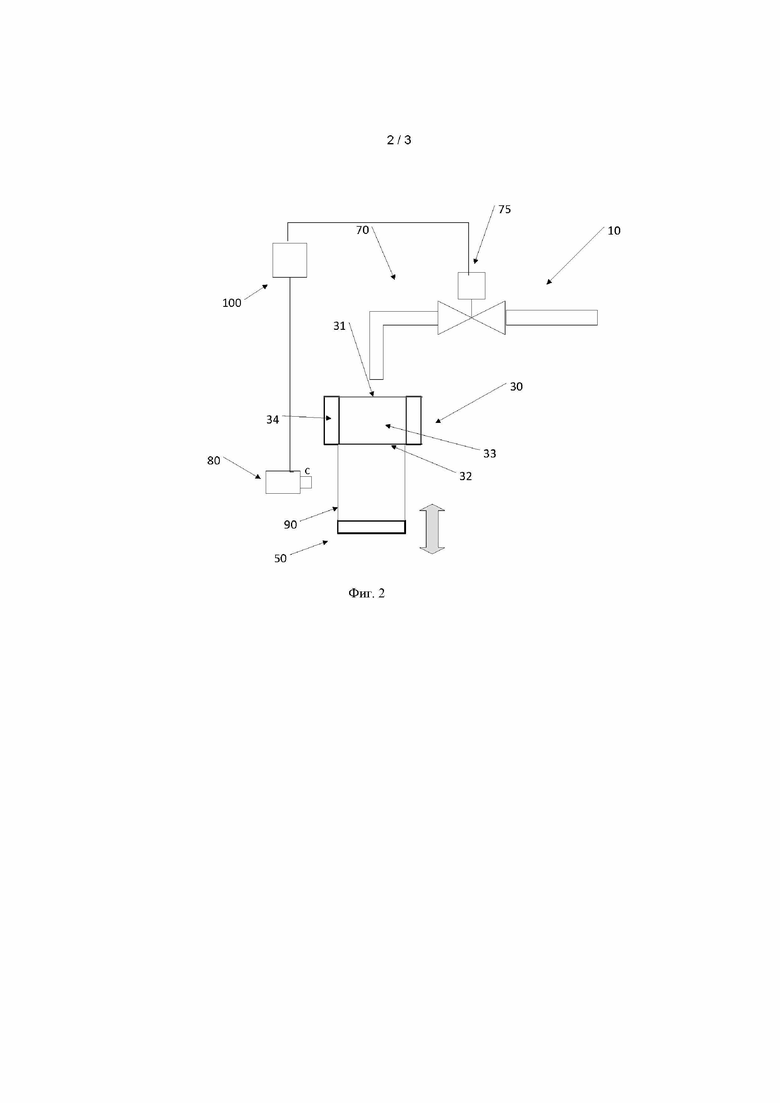
На фиг.2 схематически показана литейная установка с непосредственным охлаждением слитков в соответствии с вариантами реализации изобретения, пригодной для выполнения процесса литья в соответствии с данным изобретением.
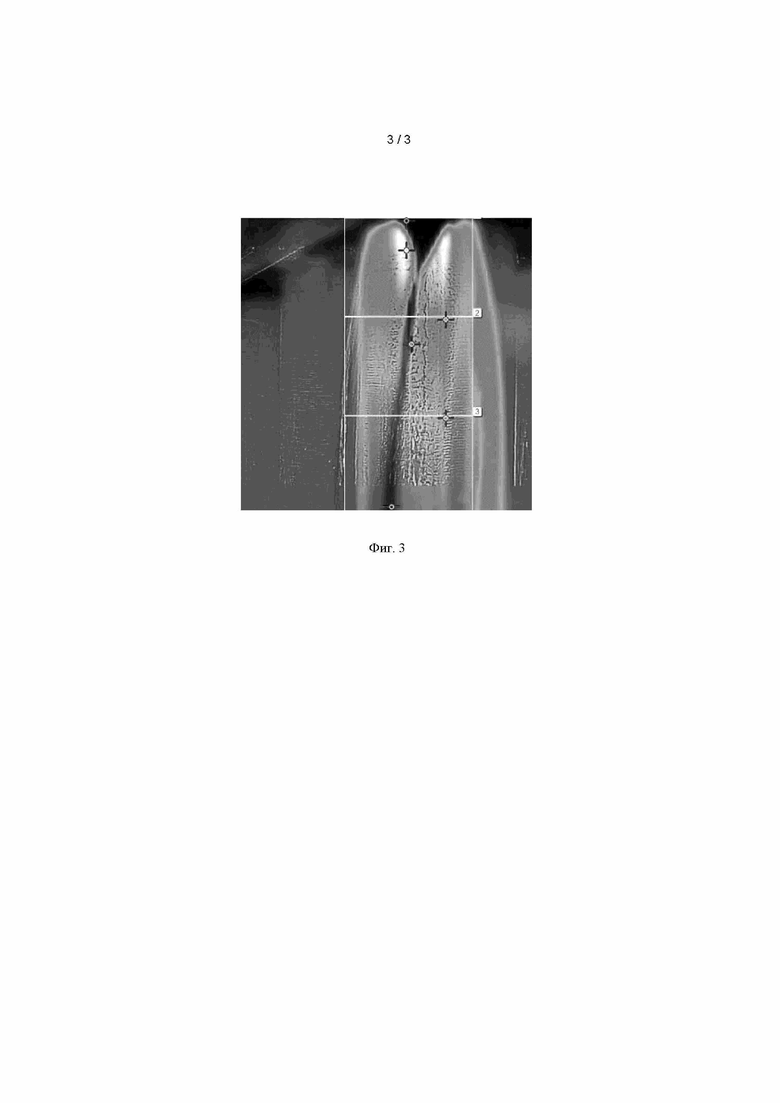
На фиг.3 показано тепловое изображение слитка незадолго до вытекания.
Осуществление изобретения
В соответствии с вариантами реализации изобретения литейная установка 10 с непосредственным охлаждением слитков содержит кристаллизатор 30, как показано на фиг. 2.
Кристаллизатор 30 имеет верхнее отверстие 31 и нижнее отверстие 32, а также полость 33 кристаллизатора; которая сообщается по текучей среде с верхним и нижним отверстиями 31, 32. Далее, кристаллизатор 30 может содержать охлаждающую рубашку 34 для циркуляции охлаждающей среды, такой как вода. Охлаждающая рубашка 34 может служить для отвода тепла посредством переноса тепла от полости 33 кристаллизатора в охлаждающее среду, которое уносит его, например, в теплообменник (не показан). Как хорошо известно специалистам в данной области техники, расплавленный металл охлаждается в две стадии: сначала в полости кристаллизатора для формирования внешнего затвердевшего слоя на расплавленном металле, например, с помощью охлаждающей рубашки 34, как показано на фиг.2, а затем прямым охлаждением, например водой, в области, непосредственно примыкающей снизу к области первичного охлаждения (на фиг.2 не показано). Непосредственное охлаждение, например, прямое охлаждение водой, может быть организовано сразу под охлаждающей рубашкой и/или в области нижнего отверстия 32 кристаллизатора в том месте, где слиток выходит из него.
Литейная установка 10 также содержит поддон 50. Поддон 50 выполнен таким образом, чтобы, вертикально перемещая его, можно было, в соответствии с необходимостью, открывать или закрывать нижнее отверстие 32 кристаллизатора 30. Поддон 50 помещается снизу от нижнего отверстия 32 и может перемещаться вертикально, закрывая нижнее отверстие 32 (когда он находится в крайнем верхнем положении) и открывая нижнее отверстие 32 (когда он сдвинут вертикально вниз). Двойная стрелка на фиг.2 показывает направления вертикального перемещения поддона 50.
Литейная установка 10 с непосредственным охлаждением также содержит систему 70 подачи металла, выполненную с возможностью подачи жидкого металла, в частности, расплавленного алюминия или расплавленного алюминиевого сплава, из резервуара, такого, например, как плавильная печь или тигель, в полость 33 кристаллизатора через верхнее отверстие 31 кристаллизатора 30. Система 70 подачи металла может включать в себя средство 75, останавливающее течение металла в полость 33 кристаллизатора. Средство 75 для прерывания течения металла может быть реализовано, например, в виде клапана, шиберной задвижки или запорного вентиля, или пробки, установленных на трубопроводе, соединяющем резервуар и полость 33 кристаллизатора, как показано на фиг. 2. Средство 75 может быть выполнено и по-другому, например, с использованием электромагнитного прибора, который подсчитывает количество металла, перетекающего в полость 33 кристаллизатора, или т.п.
Процесс литья с использованием литейной установки 10 происходит следующим образом. В исходном состоянии поддон находится в верхнем положении, закрывая таким образом нижнее отверстие 32 кристаллизатора 30. Затем жидкий металл вводится в полость 33 кристаллизатора с помощью системы 70 подачи металла. Жидкий металл, по меньшей мере, частично затвердевает благодаря передаче своего тепла кристаллизатору 30, например, его охлаждающей рубашке 34, при этом образуется затвердевший слой на его поверхности. В это же время поддон 50 перемещается вертикально вниз при непрерывной подаче жидкого металла в полость 33 кристаллизатора через систему 70 подачи металла. Таким образом, происходит непрерывное формирование удлиненного слитка 90. В момент, когда формирование слитка 90 закончено, подача жидкого металла в полость 33 кристаллизатора прерывается, и прекращается вертикальное перемещение поддона 50. После этого слиток 90 снимается с поддона 50. Затем порожний поддон 50 перемещается вверх таким образом, чтобы закрыть нижнее отверстие 32 кристаллизатора 30 и привести литейную установку 10 вновь в исходное состояние. Начиная с этого состояния, может быть отлит следующий слиток 90. Терминологически литье слитка 90 именуется «непрерывным литьем», поскольку собственно литье происходит в физически устоявшемся режиме (в режиме «динамического равновесия»), в то время как для последовательных процессов литья слитков 90 применяют термин «полунепрерывное» литье или ему подобный термин в силу того, что между отдельными процессами литья слитков 90 существуют перерывы, во время которых поддон 50 движется вверх в верхнее положение.
Авторы настоящего изобретения установили и подтвердили экспериментально тот факт, что явление вытекания связано с повышением температуры на поверхности слитка 90 в момент прохождения им нижнего отверстия 32 кристаллизатора 30. Авторы установили также причины повышения температуры на поверхности слитка 90 и представляют в данном изобретении способ и оборудование, обеспечивающее эффективное литье с нулевым или, по меньшей мере, минимальным риском вытекания и сопутствующих травм и повреждений.
Далее, литейная установка 10 с непосредственным охлаждением слитков содержит формирователь теплового изображения или тепловизионную камеру 80, позволяющие записывать тепловое изображение (или тепловое видео) слитка 90 во время процесса литья. Тепловое изображение, записанное тепловизионной камерой 80, может быть, например, составлено из элементов разложения, составляющих матрицу (например, 320 столбцов и 240 строк, или 1920 столбцов и 1080 строк), где значение сигнала от каждого элемента разложения соответствует интенсивности теплового излучения, падающего на тепловизионную камеру 80 в соответствующей точке. Сигнал от каждого элемента разложения соответствует температуре соответствующего участка наблюдаемого объекта. Для записи теплового изображения камера 80 может, например, содержать ПЗС-детектор. Примером тепловизионной камеры 80, которая может применяться в рамках данного изобретения, может быть камера FLIR GF309, выпускаемая компанией FLIR Systems, Вильсонвилль, штат Орегон, США. Однако, и другие коммерчески доступные тепловизионные камеры могут быть применены в качестве тепловизионной камеры 80 в рамках данного изобретения. Тепловизионная камера 80 установлена таким образом, что она регистрирует тепловое изображение слитка 90, выходящего из нижнего отверстия 32 кристаллизатора 30. Следовательно, формирователь теплового изображения или тепловизионная камера 80 должны быть установлены снизу от нижнего отверстия 32 кристаллизатора. Пример теплового изображения, записанный с помощью тепловизионной камеры, показан на фиг. 3. Более яркие участки соответствуют областям слитка с более высокой температурой по сравнению с теми областями, которые отображаются темными участками. На практике тепловое изображение может быть цветным, и разные цвета (условные) будут соответствовать различным температурам.
Тепловизионная камера 80 соединена или содержит в своем составе электронную систему 100 управления. Электронная система 100 управления может быть компьютером, таким, как стандартный РС. Электронная система 100 управления может управлять всей работой литейной установки 10. Электронная система 100 управления определяет пиковую температуру слитка 90, который выходит из нижнего отверстия 32 во время процесса литья, используя для этого тепловое изображение, формируемое тепловизионной камерой 80. Соответственно, пиковой температурой является максимальная температура слитка 90. В рамках вариантов реализации изобретения электронная система 100 управления также может быть соединена с системой 70 подачи металла, например, со средством 75 прерывания подачи металла. Электронная система 100 управления соединена с системой выдачи информации (не показана), например, с дисплеем компьютера, на котором может отображаться информация, а также с сигнальной лампой, устройством подачи звукового сигнала и т.п. Для определения пиковой температуры можно использовать любой подходящий алгоритм. Очень простой алгоритм определения пиковой температуры может состоять в последовательном просмотре сигналов от элементов разложения по строкам и столбцам, составляющим тепловое изображение, и в сравнении сигнала от текущего элемента с сигналом от предыдущего; если сигнал от текущего элемента выше, чем сигнал от предыдущего, то сигнал от предыдущего элемента заменяется на сигнал от текущего в качестве пикового значения. Финальное значение сигнала в момент, когда просмотр всех строк и столбцов матрицы завершен, будет соответствовать пиковой температуре. Однако, в зависимости от конкретных условий могут применяться и другие алгоритмы.
Электронная система 100 управления выполняет следующие действия в зависимости от значения максимальной температуры, которая определяется электронной системой 100 управления на основании теплового изображения, сформированного тепловизионной камерой 80. В том случае, если пиковая температура попадает в первый заранее установленный температурный диапазон, никаких дополнительных действий не предпринимается, и процесс литья происходит в полунепрерывном режиме, как об этом говорилось выше. Если пиковая температура попадает во второй заранее установленный температурный диапазон, процесс литья для текущего слитка 90 выполняется обычным образом, однако на систему выдачи информации посылается сигнал о том, что литейной установке 10 требуется техническое обслуживание. Если пиковая температура попадает в третий заранее установленный температурный диапазон, соответствующий сигнал посылается в систему выдачи информации, а текущий процесс литья прерывается, например, автоматически или оператором, путем остановки течения металла в полость 33 кристаллизатора. В третьем температурном диапазоне температуры выше, чем во втором температурном диапазоне, а во втором температурном диапазоне выше, чем в первом температурном диапазоне, при этом ни один из температурных диапазонов не перекрывается ни с каким другим. Первый заранее установленный температурный диапазон называют также температурным диапазоном нормального процесса литья, второй заранее установленный температурный диапазон считают таким, при котором требуется техническое обслуживание литейной установки, а третий заранее установленный температурный диапазон называют также температурным диапазоном аварийной остановки процесса. Путем тщательного анализа и экспериментальной проверки авторы данного изобретения установили, что при работе с алюминием или алюминиевым сплавом (здесь под алюминиевым сплавом имеется в виду сплав, содержащий по меньшей мере 70% вес. алюминия) и принимая, что коэффициент излучения равен 1 при формировании теплового изображения, можно использовать следующие заранее установленные температурные диапазоны для проведения эффективного процесса литья, обеспечивающего безопасное предотвращение вытекания:
первый температурный диапазон: вплоть до 70оС, — нормальный процесс,
второй температурный диапазон: от 70оС до 90оС — требуется проведение технического обслуживания установки,
третий температурный диапазон: выше 90оС — аварийное прерывание процесса.
Однако, температуры могут быть оптимизированы и адаптированы к особенностям конкретной литейной установки 10, параметрам процесса литья, сплава, температуре среды в литейном цехе, размерам формируемого слитка, и т.д. Для определения температурных диапазонов, отличающихся от указанных выше и соответствующих специфическим особенностям литейных установок, параметров литья, конкретных сплавов и размеров слитков и т.п., могут быть использованы экспериментальные данные и наблюдения. Критические значения температуры, при которых высок риск вытекания, могут быть определены с помощью тестов. Заранее установленный температурный диапазон, соответствующий аварийной остановке процесса литья, должен устанавливаться ниже таких критических температур с тем, чтобы иметь достаточный запас по температуре, обеспечивающий безопасность процесса. Температурный диапазон, соответствующий необходимости технического обслуживания, может быть установлен, например, на основе визуальных наблюдений за поверхностью слитка, возможно, одновременно с мониторингом температуры слитка, выходящего из нижнего отверстия кристаллизатора. Неровность и/или низкое качество поверхности слитка являются индикаторами того, что литейная установка и/или система охлаждения нуждается в техническом обслуживании. Нормальная температура процесса обычно обеспечивает надлежащее качество поверхности слитка.
Авторы настоящего изобретения установили, какое именно техническое обслуживание литьевой установки 10 требуется выполнить, если пиковая температура попадает в температурный диапазон, требующий обслуживания или аварийной остановки процесса литья. В частности, может быть выполнено техническое обслуживание двух видов: a) следует обеспечить достаточную подачу охлаждающей среды, и b) следует обеспечить отсутствие загрязнений на стенках кристаллизатора 30, в которой располагается полость 33 кристаллизатора. В первом случае (п. a), например, расход может быть ограничен загрязнениями, которые накапливаются в охлаждающей рубашке кристаллизатора 30. Что касается (п. b), было установлено, что часто наличие металлических остатков или других загрязнений на стенках кристаллизатора 30 вокруг полости 33 кристаллизатора приводит к появлению локальных горячих точек на слитке 90, которые, в свою очередь, развиваются в участки с вытеканием. Соответственно, процесс литья согласно настоящему изобретению может включать в себя процессы удаления загрязнений из охлаждающей рубашки и/или очистку стенок кристаллизатора 30 в тех случаях, когда пиковая температура попадает во второй или третий температурный диапазон.
Способ и установка в соответствии с настоящим изобретением имеют преимущества перед известными техническими решениями в том отношении, что явления вытекания могут быть спрогнозированы и предотвращены путем действий, основанных на данных теплового изображения. Следовательно, настоящее изобретение предлагает более безопасный и более эффективный полунепрерывный процесс литья с непосредственным охлаждением слитков, снижающий риск травмирования персонала и неустранимых поломок литейного оборудования.
Для специалиста в рассматриваемой области техники очевидно, что содержание изобретения не ограничивается предпочтительными вариантами его реализации, описанными выше. Специалисту также будет ясно, что возможны модификации и изменения в рамках формулы изобретения. Следует добавить, что изменения в описанных вариантах реализации изобретения могут быть сформулированы и осуществлены специалистом в ходе практического применения заявленного изобретения, изучения чертежей, описания изобретения и приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| СПОСОБ И МАШИНА ДЛЯ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2468885C2 |
| РЕГИСТРАЦИЯ СОБЫТИЙ В СИСТЕМЕ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2021 |
|
RU2815517C1 |
| Способ полунепрерывного литья слитков из алюминиевых сплавов | 2018 |
|
RU2697144C1 |
| ГОМОГЕНИЗАЦИЯ И ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВАЕМОГО МЕТАЛЛА | 2006 |
|
RU2424869C2 |
| СПОСОБ НАГРЕВА МЕТАЛЛИЧЕСКОГО СЛИТКА, СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СЛИТКА | 2011 |
|
RU2469815C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ | 2003 |
|
RU2263003C2 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ПЛОСКИХ СЛИТКОВ | 2017 |
|
RU2665026C1 |

Изобретение относится к области литейного производства. Способ литья удлиненного слитка (90), включает полунепрерывное литье на установке (10) с непосредственным охлаждением слитка, содержащей кристаллизатор (30) с верхним (31) и нижним (32) отверстиями, запись теплового изображения слитка (90), выходящего через нижнее отверстие (32), и определение пиковой температуры в тепловом изображении. Пиковую температуру сравнивают с тремя установленными неперекрывающимися температурными диапазонами. Температура в третьем диапазоне больше, чем во втором, а во втором – больше, чем в первом. Если пиковая температура находится в первом температурном диапазоне, литье слитка продолжают. Если пиковая температура находится во втором диапазоне, выдается информация о необходимости проведения технического обслуживания литейной установки, литье слитка завершают и, перед началом следующего процесса литья, проводят техническое обслуживание установки. Если пиковая температура находится в третьем диапазоне, процесс литья прерывают и выдают информацию об аварийной остановке. Обеспечивается предотвращение вытекания металла во время процесса литья. 2 н. и 12 з.п. ф-лы, 3 ил.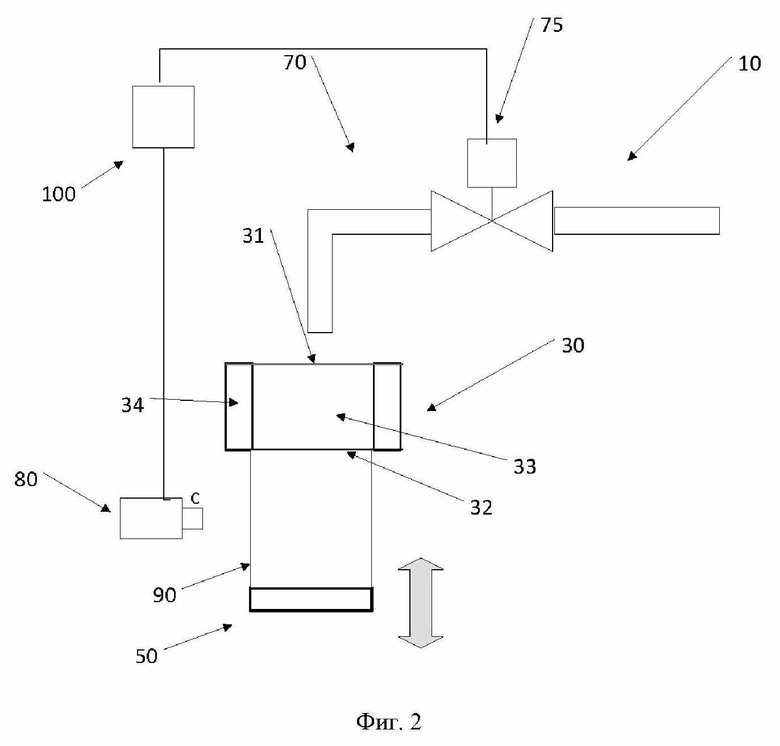
1. Способ литья удлиненного слитка (90), включающий:
литье удлиненного слитка (90) посредством полунепрерывного процесса c использованием литейной установки (10) с непосредственным охлаждением слитков, содержащей кристаллизатор (30), причем кристаллизатор (30) имеет верхнее (31) и нижнее (32) отверстия и выполнен с возможностью обеспечения, по меньшей мере, частичного затвердевания расплавленного металла, подаваемого в кристаллизатор (30) через верхнее отверстие (31), и выхода слитка (90) через нижнее отверстие (32),
запись теплового изображения слитка (90), выходящего через нижнее отверстие (32),
установление, по меньшей мере, трех неперекрывающихся температурных диапазонов, к которым относятся первый температурный диапазон, второй температурный диапазон и третий температурный диапазон, при этом температуры в третьем диапазоне больше, чем во втором, а во втором – больше, чем в первом,
определение пиковой температуры в тепловом изображении,
сравнение пиковой температуры с по меньшей мере тремя температурными диапазонами и
a) литье слитка (90) продолжают в том случае, если пиковая температура попадает в первый температурный диапазон,
b) выдачу информации о необходимости проведения технического обслуживания литейной установки (10) и выполнение технического обслуживания литейной установки (10) после завершения литья слитка (90) и перед началом следующего процесса литья в том случае, если пиковая температура попадает во второй температурный диапазон,
c) прерывание процесса литья очередного слитка (90) и выдачу информации об аварийной остановке в случае, если пиковая температура попадает в третий температурный диапазон.
2. Способ по п. 1, в котором первый температурный диапазон включает значения температуры вплоть до 70°С, но не включает само это значение.
3. Способ по п. 1, в котором второй температурный диапазон включает температуры между 70°С и 90°С.
4. Способ по п. 1, в котором третий температурный диапазон включает температуры выше 90°С.
5. Способ по п. 1, в котором прерывание текущего процесса литья слитка (90) включает в себя предотвращение попадания расплавленного металла в литейную форму (30).
6. Способ по п. 1, в котором расплавленный металл, по меньшей мере, частично затвердевает благодаря отводу тепла из полости (33) кристаллизатора в охлаждающую рубашку (34), в которой циркулирует охлаждающая среда.
7. Способ по п. 6, в котором дальнейшее затвердевание слитка производится путем его прямого охлаждения водой в области, непосредственно примыкающей снизу к охлаждающей рубашке (34), или в области нижнего отверстия (32) кристаллизатора.
8. Литейная установка (10) для полунепрерывного процесса литья с непосредственным охлаждением удлиненного слитка (90), при этом литейная установка (10) выполнена с возможностью осуществления способа по любому из пп. 1-7, при этом литейная установка (10) содержит кристаллизатор (30), имеющий полость (33) кристаллизатора и верхнее отверстие (31) и нижнее отверстие (32), которые сообщаются по текучей среде с полостью (33) кристаллизатора, причем кристаллизатор (30) выполнен с возможностью обеспечения, по меньшей мере, частичного затвердевания расплавленного металла, который подается в полость (33) кристаллизатора,
систему (70) подачи металла для выборочной подачи расплавленного металла из резервуара в полость (33) кристаллизатора через верхнее отверстие (31),
поддон (50), выполненный с возможностью вертикального перемещения между верхним положением, в котором он закрывает нижнее отверстие (32) кристаллизатора (30), и нижним положением, при этом слиток (90) формируется посредством вертикального перемещения поддона (50) из верхнего положения в нижнее положение, в то время, как расплавленный металл подается в полость (33) кристаллизатора,
тепловизионную камеру (80), выполненную с возможностью записи теплового изображения слитка (90), когда поддон (50) перемещается из верхнего положения в нижнее положение,
электронную систему (100) управления, выполненную с возможностью определения пиковой температуры на тепловом изображении и сравнения определенной пиковой температуры с по меньшей мере первым температурным диапазоном, вторым температурным диапазоном и третьим температурным диапазоном для управления подачей металла с помощью системы подачи металла и управления вертикальным перемещением поддона (50), при этом температуры в третьем диапазоне больше, чем во втором, а во втором – больше, чем в первом,
систему выдачи информации, служащую для представления информации,
при этом электронная система (100) управления управляет системой (70) подачи металла и поддоном (50) таким образом, что слиток (90) отливается, когда пиковая температура попадает в первый температурный диапазон,
при этом электронная система (100) управления управляет системой (70) подачи металла и поддоном (50) таким образом, что выполняется литье слитка (90), и управляет системой выдачи информации для предоставления информации о необходимости проведения технического обслуживания литейной установки (10), когда пиковая температура попадает во второй температурный диапазон,
при этом электронная система (100) управления управляет системой (70) подачи металла таким образом, что подача расплавленного металла из резервуара в полость (33) кристаллизатора и процесс формирования слитка (90) прерываются, когда пиковая температура попадает в третий температурный диапазон.
9. Литейная установка (10) по п. 8, в которой первый температурный диапазон включает температуры вплоть до значения 70°С, но не включает само это значение.
10. Литейная установка (10) по п. 8, в которой второй температурный интервал включает значения температуры от 70°С до 90°С.
11. Литейная установка по п. 8, в которой третий температурный диапазон включает значения температуры выше 90°С, но не включает само это значение.
12. Литейная установка по п. 8, в которой тепловизионная камера установлена ниже нижнего отверстия (32) кристаллизатора (30) для записи теплового изображения слитка (90), по меньшей мере, в области, непосредственно прилегающей к нижнему отверстию (32) кристаллизатора (30).
13. Литейная установка по п. 8, в которой кристаллизатор (30) содержит охлаждающую рубашку (34) для циркуляции охлаждающей среды.
14. Литейная установка по п. 8, в которой также содержится средство для прямого охлаждения слитка водой в области непосредственно под охлаждающей рубашкой или в области нижнего отверстия (32) кристаллизатора.
| JP 2002028764 A, 29.01.2002 | |||
| US 20090008059 A1, 08.01.2009 | |||
| WO 2014034657 A1, 08.08.2016 | |||
| JP 2011206810 A, 20.10.2011 | |||
| KR 20020014589 A, 25.02.2002 | |||
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |

