Изобретение относится к области деревообработки, в частности к технологии уплотнения и формообразования изделий из цельной древесины, в том числе к технологии обработки длинномерных древесных заготовок.
Известны способы и устройства для обработки заготовок из цельной древесины, в которых уплотнение и формообразование изделий достигается путем однонаправленного статического силового воздействия на заготовку, размещенную в пресс-форме [например. а.с. СССР N 967830, B 27 M 1/02, публ. 1982 г., СССР N 1703464, B 27 M 1/02, публ. 1992 г.].
Однако применение в указанных способах и устройствах однонаправленного статического воздействия не обеспечивает равномерного уплотнения материала древесины во всем объеме изделия.
Известен способ и устройство обработки заготовок из цельной древесины [а. с. СССР N 1655780 B 27 K 5/06, публ. 1991 г.], которые обеспечивают уплотнение и формообразование изделия путем внешнего силового воздействия, прикладываемого последовательно в аксиальном, радиальном и тангенциальном направлениях. Причем уплотнение в аксиальном направлении осуществляют путем приложения периодической нагрузки с целью ее более равномерного распределения вдоль волокон заготовки, а в прочих направлениях - путем приложения статической нагрузки. Устройство для реализации указанного способа включает пресс-форму последовательного трехстороннего сжатия, а также источник периодической нагрузки, действующей в аксиальном направлении, и систему статического сжатия заготовки в радиальном и тангенциальном направлениях.
Указанные способ и устройство обеспечивают более равномерное уплотнение материала изделия.
Однако способ является многостадийным и требует строгого дозирования величины внешних воздействий по различным направлениям, что усложняет технологический процесс обработки древесины.
Наиболее близкими по технической сущности к заявляемым способу и устройству являются способ и устройство [по патенту РФ N 2089385, B 27 M 3/04, публ. 1971 г.], которые выбраны авторами за прототип.
Согласно способу, уплотнение и формообразование изделий из цельной древесины достигается путем одновременного воздействия на заготовку статической нагрузки, действующей вдоль продольной оси пресс-формы (вдоль волокон древесной заготовки), и двухмерного поля акустических колебаний, которое создают путем сообщения пресс-форме колебаний, направленных вдоль ее продольной оси, и колебаний, направленных по нормали к ее продольной оси.
Устройство для осуществления указанного способа включает основание, на котором вертикально установлена пресс-форма для заготовки, выполненная в виде полой трубы с заходной частью со сквозной рабочей полостью в виде обратного усеченного конуса, систему создания статической нагрузки, направленной вдоль продольной оси пресс-формы, а также вибратор с концентратором продольных акустических колебаний, излучающая поверхность которого сопряжена с заходной частью пресс-формы.
Комплексное воздействие статической нагрузки и поля упругих волн обеспечивает обжатие и формообразование изделия в пресс-форме, при этом под воздействием акустического поля частицы древесного вещества осуществляют продольно-поперечные упругие смещения, что способствует более равномерному уплотнению древесной заготовки. Кроме того, поперечная составляющая акустических колебаний способствует "отжатию" заготовки от стенок пресс-формы, что снижает трение при продвижении заготовки в пресс-форме и как следствие позволяет достигнуть требуемой степени уплотнения изделия при меньшей величине статической нагрузки.
Указанные факторы обеспечивают качественное уплотнение и формообразование изделий при сохранении структуры древесины.
Однако рассматриваемые способ и устройство не обеспечивают высокой степени равноплотности и высоких механических характеристик сформированного изделия, особенно в случае обработки длинномерных заготовок. Кроме того, при реализации данного способа не удается достигнуть высоких эксплуатационных характеристик для изделий, длина которых превышает 350 мм.
Задачей предлагаемых способа и устройства является повышение равноплотности сформированного изделия и повышенной стойкости к механическим воздействиям.
Сущность предлагаемого способа заключается в том, что уплотнение и формообразование изделия из цельной древесины осуществляют путем одновременного воздействия на помещенную в пресс-форму заготовку внешней статической нагрузки, действующей вдоль продольной оси пресс-формы, и многомерного поля акустических волн, при этом многомерное поле акустических волн создают путем сообщения пресс-форме трехмерных акустических колебаний, имеющих продольную составляющую, направленную вдоль продольной оси пресс-формы, и две поперечные составляющие, одна из которых направлена по нормали к продольной оси пресс-формы, а другая - по касательной к периметру поперечного сечения пресс-формы.
Кроме того, пресс-форме сообщают трехмерные акустические колебания с параметрами, обеспечивающими длину волны поперечной составляющей, направленной по нормали к продольной оси пресс-формы, большую, чем максимальный линейный размер поперечного сечения пресс-формы.
Новым в способе является то, что пресс-форме сообщают трехмерные акустические колебания, имеющие продольную составляющую, направленную вдоль продольной оси пресс-формы, и две поперечные составляющие, одна из которых направлена по нормали к продольной оси пресс-формы, а другая - по касательной к периметру поперечного сечения пресс-формы.
Новым также является то, что пресс-форме сообщают трехмерные акустические колебания с параметрами, обеспечивающими длину волны поперечной составляющей, направленной по нормали к продольной оси пресс-формы, большую, чем максимальный размер поперечного сечения пресс-формы.
Сущность предлагаемого устройства заключается в том, что оно включает основание, пресс-форму для заготовки, выполненную в виде полой трубы с заходной частью со сквозной рабочей полостью в виде обратного усеченного конуса, систему создания внешней статической нагрузки, действующей вдоль продольной оси пресс-формы, а также акустический преобразователь с концентратором продольных акустических колебаний, излучающая поверхность которого сопряжена с заходной частью пресс-формы, при этом пресс-форма размещена горизонтально относительно основания, излучающая поверхность концентратора сопряжена с поверхностью паза, выполненного на наружной поверхности заходной части пресс-формы, причем концентратор установлен таким образом, что его ось симметрии расположена со смещением относительно центральной плоскости заходной части пресс-формы.
Новым в предлагаемом устройстве является то, что пресс-форма размещена горизонтально относительно основания, излучающая поверхность концентратора сопряжена с поверхностью паза, выполненного на наружной поверхности заходной части пресс-формы, при этом концентратор установлен таким образом, что его ось симметрии расположена со смещением относительно центральной плоскости заходной части пресс-формы.
Совокупное воздействие на заготовку, помещенную в пресс-форме, статической нагрузки, действующей вдоль продольной оси пресс-формы, и трехмерного поля акустических волн обеспечивает обжатие и формообразование изделия в пресс-форме и одновременное равномерное уплотнение материала древесины во всем объеме заготовки. При этом принципиальным является сообщение пресс-форме трехмерных акустических колебаний, имеющих продольную составляющую и две поперечные составляющие, направленные вышеуказанным способом, распространение данных колебаний в системе "пресс-форма-заготовка" приводит к тому, что частицы древесного вещества во всем объеме формуемого изделия одновременно осуществляют продольные смещения (вдоль направления волокон древесины), радиальные смещения (поперек волокон древесины), а также тангенциальные сдвиговые смещения (по касательным к окружности, радиус которой соответствует удалению частицы древесного вещества от продольной оси формуемого изделия), преодолевая силы упругости сжатой древесины. Таким образом, совместное действие статической нагрузки и трехмерного поля акустических колебаний обеспечивает сужение капиллярно-порового пространства древесины, из которого вытесняется клеточный сок, что приводит к уплотнению материала без нарушения его клеточной структуры и одновременно к снижению естественной пространственной неравноплотности древесного вещества во всем объеме изделия, в том числе и при обработке длинномерных заготовок.
При этом дополнительно осуществляемые частицами древесного вещества сдвиговые колебания играют существенную роль в уплотнении материала изделия и повышении степени его равноплотности (можно сравнить эффект от сдвиговых смещений с эффектом уплотнения и выделения влаги из мокрых тканных материалов при их скручивании в жгут).
Кроме того, сдвиговые колебания частиц древесного вещества способствуют тому, что граничные условия "прилипания" заготовки к стенкам пресс-формы изменяются на граничные условия периодического "проскальзывания", что в совокупности с радиальными смещениями, которые способствуют "отжатию" заготовки от стенок пресс-формы, приводит к существенному снижению трения заготовки о стенки пресс-формы и обеспечивает плавное без скачков продвижение заготовки по пресс-форме. Указанные факторы способствуют сохранению структуры материала изделия, а также позволяют уменьшить требуемую для заданной степени уплотнения материала статическую нагрузку. Это особенно важно при обработке длинномерных заготовок, для которых без дополнительного воздействия многомерного поля акустических волн приходится применять столь высокие статические давления, которые в ряде случаев приводят к разрушению уплотняемой заготовки.
Следует отметить, что тангенциальная составляющая акустических колебаний помимо того, что способствует повышению равноплотности материала изделия и снижению трения заготовки о стенки пресс-формы, совместно с действием радиальной составляющей приводит к формированию практически бездефектного поверхностного слоя древесины (без трещин, задиров и т.п.), предохраняющего изделие от воздействия окружающей среды и обеспечивающего повышение его механических характеристик.
Формирование защитного поверхностного слоя является одним из факторов, обеспечивающих улучшение механических свойств изделия. Помимо этого, комплексное воздействие на уплотняемую заготовку трех составляющих акустического поля позволяет достигнуть высокой степени равноплотности материала изделия, что приводит к уменьшению внутренних напряжений в упруго сжатой древесине и как следствие обеспечивает долговечность изделия и его стойкость к механическим воздействием.
Для того чтобы сообщаемая пресс-форме поперечная составляющая акустических колебаний, направленная по нормали к оси пресс-формы, приводила к радиальным смещениям частиц древесного вещества во всем объеме изделия (по всему поперечному сечению заготовки), необходимо, чтобы пресс-форме сообщали трехмерные акустические колебания с параметрами, обеспечивающими длину волны указанной составляющей большую, чем максимальный линейный размер заготовки в поперечном сечении. Так, для цилиндрических заготовок длина волны указанной составляющей акустических колебаний должна превышать диаметр заготовки.
В предлагаемом устройстве для реализации рассматриваемого способа предусмотрено наличие системы создания внешней статической нагрузки и акустического преобразователя с концентратором продольных акустических колебаний для обеспечения одновременного комплексного воздействия на заготовку, помещенную в пресс-форму, давления прессования и многомерного поля акустических волн. При этом выполнение пресс-формы в виде полой трубы с заходной частью со сквозной полостью в виде обратного конуса обеспечивает обжатие и формообразование заготовки под действием статической нагрузки. Сопряжение излучающей поверхности концентратора с заходной частью пресс-формы обеспечивает максимальную концентрацию акустической энергии в месте входа заготовки в пресс-форму, чем достигается наиболее экономичный режим создания волнового поля и наибольшая эффективность его воздействия на заготовку. При этом наличие паза на наружной поверхности заходной части пресс-формы и размещение на его поверхности излучающей поверхности концентратора таким образом, что его ось симметрии расположена со смещением относительно центральной плоскости заходной части пресс-формы, обеспечивает преобразование продольных акустических колебаний концентратора в трехмерное поле акустических волн, составляющие которого соответственно направлены вдоль продольной оси пресс-формы, по нормали к продольной оси пресс-формы и по касательной к периметру поперечного сечения пресс-формы. Величина эксцентриситета между осью симметрии концентратора и центральной плоскостью заходной части пресс-формы, а также угол конусности рабочей полости заходной части пресс-формы определяют соотношение амплитуд указанных составляющих акустических колебаний.
Горизонтальное размещение пресс-формы относительно основания обеспечивает удобство компоновки и технологического обслуживания всех узлов устройства, а также способствует удобству сбора выделяющегося в ходе обработки древесной заготовки клеточного сока.
Предлагаемый способ осуществляют следующим образом.
На заготовку, помещенную в пресс-форму, воздействуют с помощью пуансона внешним статическим давлением, направленным вдоль продольной оси пресс-формы (вдоль волокон древесины). Одновременно с помощью внешнего источника пресс-форме сообщают трехмерные акустические колебания, составляющие которых направлены вдоль продольной оси пресс-формы, по нормали к продольной оси пресс-формы и по касательной к периметру поперечного сечения пресс-формы. Запрессованную древесину с остаточной влажностью подвергают сушке, после чего извлекают готовое изделие из пресс-формы.
Пример 1
Брали цилиндрическую заготовку из осины диаметром 67 мм и длиной 500 мм с исходной плотностью в сухом виде 0,42 г/см3. Заготовку помещали в пресс-форму, выполненную в виде трубы с внутренним диаметром 54 мм и заходной частью со сквозной рабочей полостью в виде обратного усеченного конуса. Осуществляли статическую нагрузку на заготовку величиной 5540 кгс с помощью пуансона, движущегося со скорость 5 мм/с, одновременно с помощью генератора колебаний с частотой 18,0 ± 1,5 кГц, соединенного с концентратором акустических продольных колебаний, сообщали пресс-форме акустические колебания, которые за счет соответствующей взаимной ориентации концентратора и пресс-формы преобразовывались в трехмерные акустические колебания, составляющие которых были направлена вдоль продольной оси пресс-формы, по направлению нормали к продольной оси пресс-формы и по касательной к периметру ее поперечного сечения.
Величина статической нагрузки определялась значительной протяженностью заготовки (ее длина составляла 500 мм), а также требуемым достижением в готовом изделии увеличения плотности примерно в 1,5 раза. Такое увеличение плотности, как показали исследования, является оптимальным, так как обеспечивает хорошие эксплуатационные качества изделия и при этом не приводит к микроразрушениям древесины.
По окончании процесса запрессовки снимали внешнее силовое воздействие и осуществляли сушку изделия в пресс-форме, после чего извлекали сформованное изделие из пресс-формы.
Исследовали характеристики и свойства полученного изделия.
Плотность изделия увеличилась примерно в 1,5 раза и составила 0,65 г/см3, при этом диаметр изделия составил 53 мм.
При микроструктурном анализе не выявлены микроразрушения материала древесины.
Анализ рентгенограмм поперечных сечений исследуемого изделия показал высокую степень его равноплотности по всей его длине. Изменение плотности материала изделия от периферии к центру (о котором судили по разбросу результатов измерения расстояний между годичными кольцами в одном и том же поперечном сечении) составило всего 8-10%, что для столь длинномерного образца является высоким показателем.
Исследовали физико-механические характеристик изделия.
Стойкость к истиранию готового изделия возросла в 2 раза по сравнению со стойкостью к истиранию контрольного образца неуплотненной высушенной древесины.
Твердость готового изделия увеличилась в 1,5 раза по сравнению с твердостью контрольного образца неуплотненной высушенной древесины.
Для сравнения осуществляли обработку с помощью способа-прототипа цилиндрической заготовки из осины аналогичного диаметра, но меньшей длины. Длина заготовки составляла 350 мм, исходная плотность заготовки в сухом составляла также 0,42 г/см3.
Осуществляли статическую нагрузку на заготовку величиной 4000 кгс с помощью пуансона, движущегося также со скоростью 5 мм/с, одновременно сообщали пресс-форме двухмерные акустические продольно-поперечные колебания от генератора с концентратором, параметры которых описаны выше.
По окончании запрессовки и сушки извлекали изделие из пресс-формы и исследовали его свойства.
Плотность изделия увеличилась почти в 1,5 раза и составила 0,68 г/см3. Однако анализ рентгенограмм поперечных сечений изделия показал, что высокой степени равноплотности достичь не удалось, несмотря на то, что обработке подвергался менее длинномерный образец. Изменение плотности материала изделия от периферии к центру составило 15-20%.
Пример 2.
Брали заготовку из березы диаметром 67 мм и длиной 500 мм с исходной плотностью 0,50 г/см3.
Осуществляли обработку изделия с помощью заявляемого способа по примеру 1.
В результате получили изделие, плотность которого увеличилась примерно в 1,5 раза и составила 0,75 г/см3.
По результатам проведенных исследований установлена высокая степень равноплотности готового изделия. Изменение плотности материала изделия от периферии к центру составило 8-10%. Стойкость к истиранию готового изделия увеличилась в 2 раза по сравнению с аналогичным параметром контрольного образца неуплотненной высушенной древесины, твердость готового изделия увеличилась в 1,5 раза по сравнению с твердостью контрольного образца.
Из приведенных примеров следует, что заявляемый способ позволяет осуществить качественное (без нарушения структуры материала древесины) уплотнение и формообразование изделий из цельной древесины и при этом достигнуть высокой степени равноплотности готового изделия даже в случае обработки длинномерных заготовок из различных пород дерева (длиной до 500 мм). Кроме того, сформованное изделие обладает хорошими физико-механическими свойствами. Способ прост, технологичен и позволяет получать высококачественные изделия из малоценной древесины.
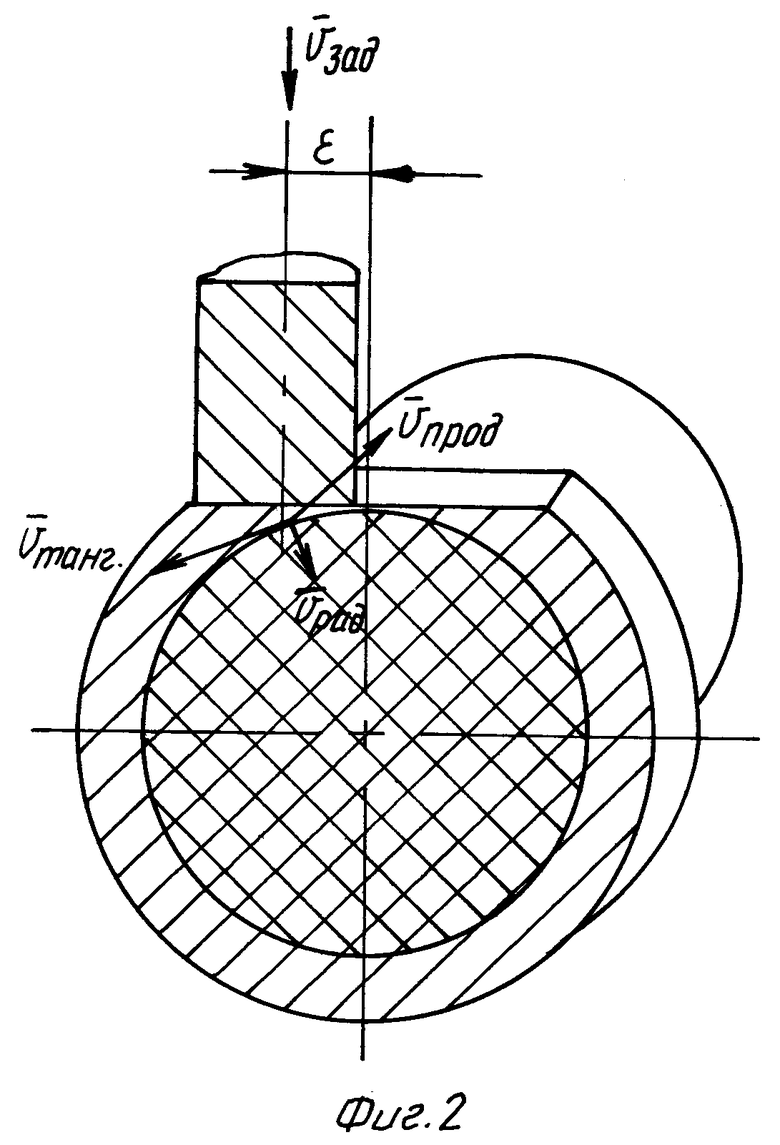
На фиг. 1 представлено устройство для реализации предлагаемого способа; на фиг.2 - распределение составляющих трехмерного поля акустических волн.
Устройство содержит основание 1, выполненное в виде станины, на основании 1 горизонтально установлена пресс-форма 2 с размещаемой в ней заготовкой 3. Пресс-форма 2 выполнена в виде полой трубы с заходной частью 4 со сквозной рабочей полостью 5 в виде обратного усеченного конуса. Устройство также содержит систему создания внешней статической нагрузки, включающую пуансон 6 и привод ( не показан). Над заходной частью 4 пресс-формы 2 вертикально установлены аксиально расположенные акустический преобразователь 7 с концентратором 8 продольных колебаний. Заходная часть 4 пресс-формы 2 имеет на наружной поверхности паз 9, причем излучающая поверхность концентратора 8 совмещена с поверхностью паза 9. При этом концентратор 8 размещен таким образом, что его ось симметрии (О-О) смещена относительно центральной плоскости заходной части 4 пресс-формы 2 (проекцией которой в плоскости поперечного сечения рассматриваемых элементов является ось О'-О') на величину эксцентриситета ε. В основании 1 выполнена полость 10 для сбора клеточного сока, которая соединена с сокосборником (не показан).
Устройство работает следующим образом.
Заготовку 3 размещают в заходной части 4 пресс-форму 2. С помощью привода (не показан) осуществляют перемещение пуансона 6 в направлении вдоль продольной оси пресс-формы 2 и одновременно возбуждают акустический преобразователь 7, колебания от акустического преобразователя 7 через концентратор 8 передаются пресс-форме 2, при этом за счет выбранной взаимной ориентации концентратора 8 и пресс-формы 2 исходные одномерные колебания  преобразуются в трехмерные, составляющие которого оказываются направленными (см. фиг. 2) вдоль продольной оси пресс-формы 2
преобразуются в трехмерные, составляющие которого оказываются направленными (см. фиг. 2) вдоль продольной оси пресс-формы 2  по нормали к продольной оси пресс-формы 2
по нормали к продольной оси пресс-формы 2  и по касательной к периметру поперечного сечения пресс-формы 2
и по касательной к периметру поперечного сечения пресс-формы 2  Заготовка 3 запрессовывается в пресс-форму 2 и одновременно подвергается воздействию указанного трехмерного акустического поля, при этом осуществляется ее равномерное уплотнение и формообразование.
Заготовка 3 запрессовывается в пресс-форму 2 и одновременно подвергается воздействию указанного трехмерного акустического поля, при этом осуществляется ее равномерное уплотнение и формообразование.
При движении заготовки 3 вдоль пресс-формы 2 находящийся в материале древесины клеточный сок выдавливается в полость 10, откуда и поступает в сокосборник. По окончании обработки заготовки 3 осуществляют ее сушку в пресс-форме 2, после чего готовое изделие извлекают из пресс-формы 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134195C1 |
| ПРЕСС-ФОРМА ДЛЯ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ | 1998 |
|
RU2134635C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ | 1997 |
|
RU2122493C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ МНОГОФАЗНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2183532C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2171177C1 |
| СПОСОБ ПРОПИТКИ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2002 |
|
RU2218273C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2089385C1 |
| СПОСОБ СУШКИ ДРЕВЕСНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182291C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1994 |
|
RU2100313C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСИНТЕЗА ОЗОНА | 1999 |
|
RU2174095C2 |
Изобретение относится к области деревообработки. Уплотнение и формообразование изделия осуществляют путем одновременного воздействия на помещенную в пресс-форме заготовку внешней статической нагрузки, действующей вдоль продольной оси пресс-формы, и трехмерного поля акустических волн. Трехмерное поле создают путем сообщения пресс-форме акустических колебаний, имеющих продольную составляющую, направленную вдоль продольной оси пресс-формы, и две поперечные составляющие, направленные соответственно по нормали к продольной оси пресс-формы и по касательной к периметру поперечного сечения пресс-формы. В устройстве излучающая поверхность преобразователя с концентратором продольных акустических колебаний сопряжена с поверхностью паза, выполненного на наружной поверхности заходной части пресс-формы. Ось симметрии концентратора смещена относительно центральной плоскости заходной части пресс-формы. Изобретение позволяет повысить равноплотность сформованного изделия и стойкость его к механическим воздействиям. 2 с. и 1 з.п. ф-лы, 2 ил.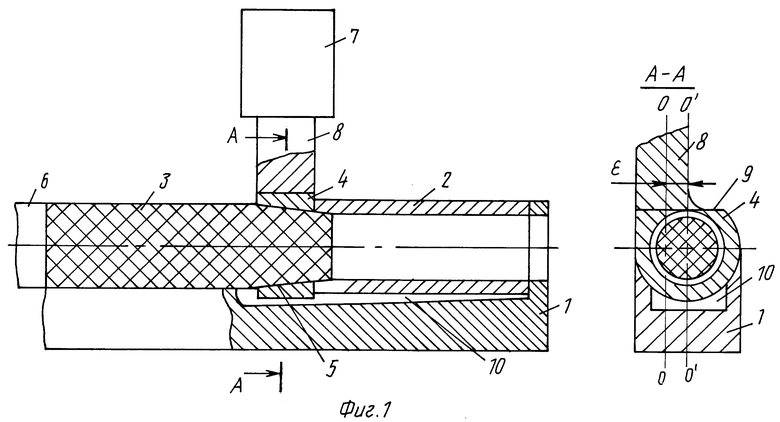
| SU, 1655780 A1, 15.06.91 | |||
| RU, 2075386 C1, 20.03.97 | |||
| RU, 2089385 C1, 10.09.97. |

