Изобретение относится к области изготовления прессованных изделий из дисперсных материалов, преимущественно из порошковых материалов различной природы, в частности к области изготовления электротехнических изделий из керамических порошков.
В настоящее время в технологии изготовления прессованных изделий из дисперсных материалов весьма перспективными являются способы, в которых на размещенный в пресс-форме дисперсный материал воздействуют усилием статического прессования и акустическими колебаниями.
Так, например, известен способ изготовления изделий из керамического порошка, относящихся к классу сегнетоэлектрических материалов (патент РФ N 2100313, C 04 B 35/00, В 28 В 1/087, публ. 1997 г.), в котором на порошок, помещенный в пресс-форму, воздействуют внешним статическим давлением и одновременно пресс-форме сообщают осевые продольные колебания, которые осуществляют на двух и более частотах ультразвукового диапазона, причем одна из частот соответствует резонансной частоте механических колебаний элементов пресс-формы.
Указанный способ иллюстрирует преимущества, присущие методу прессования изделий из дисперсного материала с использованием акустических колебаний.
Благодаря знакопеременным смещениям частиц дисперсного материала при воздействии на него в процессе прессования акустических колебаний оказывается возможным получать изделие требуемой плотности при значительно меньшей величине усилия статического прессования, что делает процесс изготовления изделия более выгодным энергетически, а также позволяет достигнуть высокой плотности изделия без разрушения структуры исходного вещества.
Известен способ формования изделия из дисперсного материала, который выбран авторами за прототип (а.с. СССР N 954184, В 22 F 3/02, публ. 1982 г. ).
В рассматриваемом способе формование изделия из дисперсного порошкового материала осуществляют путем его прессования в двухмерном поле акустических колебаний ультразвукового диапазона с частотой 20-30 кГц, создаваемом путем одновременного воздействия на пресс-форму двух синхронных по фазе колебаний, одно из которых направлено вдоль продольной оси пресс-формы, а другое - по радиусу к указанной оси.
При возбуждении в порошковом материале двухмерного поля акустических колебаний частицы порошка совершают продольные и поперечные (радиальные) знакопеременные смещения. За счет двух составляющих колебательного движения частиц порошка достигается более эффективное воздействие акустического поля на прессуемое вещество. При этом радиальная составляющая не только создает еще одно направление колебательного смещения частиц порошка, но также способствует их частичному отжатию от стенок пресс-формы, что является дополнительным фактором, снижающим потери на граничное трение.
Однако указанный способ не всегда позволяет достигнуть требуемой однородности структуры сформованных изделий, в частности дисков и пластин большой площади, тонкостенных протяженных цилиндров, а также других изделий сложной формы.
Задачей заявляемого изобретения является достижение высокой плотности и однородности структуры формуемого изделия при расширении технологических возможностей способа, в частности в отношении изготовления дисков и пластин большой площади, тонкостенных протяженных изделий, а также других изделий сложной формы.
Сущность предлагаемого изобретения заключается в том, что в способе формования изделий из дисперсного материала путем комплексного воздействия на материал, размещенный в пресс-форме, усилия статического прессования и многомерного поля акустических колебаний согласно изобретению в объеме дисперсного материала возбуждают трехмерное поле акустических колебаний.
Частным случаем изобретения является случай, когда в объеме дисперсного материала возбуждают трехмерное поле акустических волн.
Кроме того, в случае формования изделия, максимальный линейный размер которого в поперечном сечении значительно отличается от максимального линейного размера в продольном сечении, в объеме дисперсного материала возбуждают трехмерное поле акустических волн с параметрами, обеспечивающими наибольшую амплитуду колебаний у составляющей, которая направлена вдоль максимального линейного размера формуемого изделия.
Принципиально важным в предлагаемом способе является то, что в процессе прессования под действием внешних колебаний в системе, включающей пресс-форму и рабочую среду (обрабатываемое дисперсное вещество), возникает трехмерное объемное поле акустических колебаний, что приводит к эффективному всестороннему акустическому воздействию на частицы вещества формуемого изделия.
В объемном трехмерном акустическом поле траектории взвешенных частиц дисперсного вещества носят сложный характер. Например, в проекции на плоскости это - эллипсы, оси которых являются компонентами трехмерного вектора колебательной скорости частиц взвеси.
В общем случае вектор колебательной скорости частиц в объемном акустическом поле может быть разложен на три взаимно перпендикулярные составляющие, одна из которых (продольная составляющая) направлена вдоль продольной оси пресс-формы, а две другие (поперечные составляющие) лежат в плоскости, нормальной по отношению к продольной оси пресс-формы.
Наиболее эффективным является воздействие такого трехмерного акустического поля, в котором одна из поперечных составляющих направлена по нормали к продольной оси пресс-формы и вызывает радиальные колебания, а другая поперечная составляющая направлена тангенциально к указанной оси пресс-формы и вызывает крутильные (в поперечном сечении - сдвиговые) колебания.
Колебательное движение частиц дисперсного вещества в трех направлениях увеличивает вероятность их утряски, равномерного распределения по объему формуемого изделия и, в конечном счете, плотной упаковки частиц, а также снижает трение частиц о стенки пресс-формы. Под действием акустических колебаний существующие в объеме дисперсного материала соединения арочной структуры разрушаются и образуются вновь, мелкие частицы заклиниваются между крупными, увеличивается площадь контакта между частицами.
Перечисленные факторы обеспечивают требуемую плотность формуемого изделия при достижении однородности его структуры при относительно низкой величине усилия статического прессования.
Следует отметить комплексный эффект, который обеспечивают возбуждаемые в объеме дисперсного материала две поперечные составляющие акустических колебаний. Во-первых, указанные составляющие активизируют относительные колебательные движения частиц вещества, а, во-вторых, в значительной степени способствуют снижению потерь на граничное трение в процессе прессования материала.
В случае возникновения поперечной сдвиговой составляющей колебаний потери на граничное трение дополнительно снижаются за счет изменения граничных условий прилипания частиц к стенкам пресс-формы на граничные условия частичного проскальзывания в пристеночной зоне системы пресс-форма - рабочая среда. Кроме того, сдвиговая составляющая акустических колебаний способствует упрочнению граничащего со стенками пресс-формы поверхностного слоя формуемого изделия и уменьшению его поверхностной пористости, что положительно сказывается на эксплуатационных характеристиках готового изделия.
Наиболее эффективным оказывается акустическое воздействие на рабочую среду в том случае, когда в системе пресс-форма - рабочая среда возбуждается трехмерное поле акустических волн.
В случае распространения в формуемом изделии объемной трехмерной волны, вектор колебательной скорости которой имеет три взаимно перпендикулярные составляющие, частицы прессуемого дисперсного вещества осуществляют трехмерные знакопеременные смещения с разными фазами. Рассогласование фаз колебательного движения частиц в наибольшей степени активирует их взаимное относительное перемещение, чем обеспечиваются высокая степень уплотнения и равноплотность получаемого изделия.
Наиболее целесообразным оказывается применение трехмерного поля акустических волн в процессе формования изделий с относительно большими геометрическими размерами, а также изделий сложной формы.
Возбуждение объемных трехмерных акустических колебаний или волн в системе пресс-форма - рабочая среда может быть осуществлено различными путями. Так, например, можно сообщить пресс-форме три исходные одномерные колебания, направленные, в частности, вдоль продольной оси пресс-формы, перпендикулярно к указанной оси и по касательной к периметру поперечного сечения пресс-формы.
Объемное трехмерное поле акустических колебаний или волн можно также получить, размещая определенным образом излучающую поверхность внешнего источника одномерных акустических колебаний относительно наружной поверхности используемой пресс-формы. При этом за счет выбранных формы матрицы пресс-формы и соотношения ее геометрических размеров исходные одномерные акустические колебания излучателя в системе пресс-форма-рабочая среда преобразуются в трехмерные колебания.
Зная акустические характеристики прессуемого дисперсного материала и геометрические размеры формуемого изделия, можно возбудить в рабочей среде волновое поле посредством выбора определенного соотношения между длиной звуковой волны в материале прессуемого изделия λм и линейными размерами изготавливаемого изделия. При этом частоту внешнего источника акустических колебаний следует выбирать такой, чтобы на максимальном линейном размере формуемого изделия укладывалось несколько длин волн λм или этот размер был бы соизмерим с длиной волны λм.
В случае формования изделия, линейные размеры которого соответственно в поперечном и продольном сечениях значительно отличаются, следует задать параметры трехмерного акустического волнового поля таким образом, чтобы наибольшую амплитуду колебательной скорости имела составляющая, которая распространяется вдоль максимального линейного размера формуемого изделия, для того чтобы обеспечить достаточное смещение каждой частицы вещества по всему объему изделия в направлении его максимального линейного размера. Так, в случае формования изделия в форме диска, диаметр которого значительно больше его высоты, следует задать максимальную амплитуду составляющей колебательной скорости, которая распространяется в радиальном направлении.
Предлагаемый способ пригоден для изготовления изделий из дисперсных материалов различной природы, например, таких как металлические порошки, керамические порошки, древесные опилки, стружки, порошковые лекарственные вещества, идущие для приготовления лекарств в форме таблеток, и ряда других материалов.
Используемые в способе частоты колебаний лежат в акустическом диапазоне и выбираются в зависимости от природы материала и размеров формуемого изделия.
Возбуждение в рабочей среде трехмерного поля акустических колебаний, как правило, осуществляют одновременно с воздействием на нее усилия статического прессования. Однако в отдельных случаях следует обработать дисперсный материал формуемого изделия объемным акустическим полем как до прессования изделия, так и в процессе прессования.
Как показали экспериментальные исследования, качественно новое воздействие, которое оказывает объемное трехмерное поле акустических колебаний на рабочую среду, позволяет расширить технологические возможности метода формования изделий из дисперсных материалов путем их прессования.
Так, с помощью предлагаемого способа оказалось возможным получать изделия с заданными эксплуатационными характеристиками в тех случаях, когда традиционно используемые способы прессования требовали применения очень больших усилий статического прессования и при этом не всегда позволяли добиться в полной мере желаемого результата, или оказывались технологически или экономически невыгодными, или приводили к появлению большого количества бракованных изделий. Это, в частности, относится к получению дисков большого диаметра, протяженных пластин, а также изделий сложной формы, например протяженных тонкостенных цилиндров, тонкостенных колец большого диаметра. При изготовлении указанных изделий преимущества предлагаемого способа проявляются в наибольшей степени: достигается высокая и равномерная плотность прессуемого изделия, что приводит к повышению его качества, при значительном снижении усилия статического прессования.
Реализуя указанный способ формования, авторам удалось получить крупногабаритные изделия, например в форме диска большого диаметра, с требуемыми эксплуатационными характеристиками, которые отечественной промышленностью не выпускаются из-за невозможности достижения необходимого качества таких изделий при использовании традиционных способов их формования.
Способ осуществляют следующим образом.
Дисперсный материал с требуемыми технологическими добавками помещают в пресс-форму. Осуществляют холодное одноосное статическое прессование дисперсного вещества, при этом с помощью внешнего источника акустических колебаний, излучающую поверхность которого совмещают с поверхностью пресс-формы, в системе пресс-форма - рабочая среда возбуждают трехмерные акустические колебания. По окончании процесса формования изделие извлекают из пресс-формы и в случае необходимости осуществляют дальнейшую технологическую обработку изделия, например сушку, обжиг и т.д.
Возможность реализации способа показана в примерах конкретного выполнения.
Пример 1.
Изготавливали варистор в форме диска диаметром 120 мм и толщиной 10 мм.
Для изготовления диска использовали шихту из порошкового керамического материала на основе оксида цинка.
В качестве пластификатора использовали 3%-ный раствор поливинилового спирта при его содержании в шихте 1 мас.%.
Шихту с пластификатором загружали в пресс-форму, состоящую из матрицы, имеющей форму кольца, средний диаметр которого много больше высоты, и двух пуансонов цилиндрической формы.
С помощью пресса через верхний пуансон осуществляли одноосное холодное статическое прессование рабочей среды давлением порядка 20 МПа, приложенным вдоль продольной оси пресс-формы.
Одновременно в системе пресс-форма - рабочая среда создавали трехмерное акустическое волновое поле ультразвуковой частоты. Для этого донную часть нижнего пуансона совмещали с излучающей поверхностью концентратора акустических колебаний, работавшего в ультразвуковом диапазоне частот. Задавали следующие параметры ультразвуковых колебаний: частота колебаний f составляла 18-20 кГц, амплитуда колебательного смещения A составляла 10 мкм.
Продольные акустические колебания нижнего пуансона приводили к возникновению в тонкой стенке матрицы круговых зональных акустических волн, при этом в объеме прессуемого вещества создавалось трехмерное поле акустических волн, имеющее продольную составляющую, обусловленную продольными колебаниями нижнего пуансона, и две поперечные составляющие - радиальную и тангенциальную, которые вызывались круговыми зональными (изгибными) колебаниями стенки матрицы.
Время воздействия ультразвуковых колебаний составляло 10 с. После обработки формуемого изделия указанным выше способом его извлекали из пресс-формы, подвергали обжигу и металлизации.
Исследовали физико-механические характеристики полученного варистора.
Плотность изделия ρ составила 5,34•103 кг/м3 что является высоким значением для современных варисторов, свидетельствующим об эффективности используемой технологии формования изделия. При этом акустотермооптическим методом была подтверждена высокая равноплотность материала.
Посредством микроструктурного анализа установлено снижение размеров максимальных пор материала варистора по сравнению с аналогичными варисторами типа РНС-60, изготавливаемыми по традиционной технологии без использования акустических колебаний. Установлено также общее снижение пористости материала в среднем на 15-20% и равномерное распределение пор в объеме варистора.
В ходе дальнейших исследований были подтверждены высокие эксплуатационные характеристики полученного варистора.
Так, величина относительной диэлектрической проницаемости ε/εo варистора составила 96, что является очень высоким показателем для оксидно-цинковых варисторов; тангенс угла диэлектрических потерь tgδ составил величину 1,5%, что существенно ниже (в 1,5-2,0 раза), чем у аналогичных варисторов промышленного изготовления; электрическая прочность варистора повысилась примерно на 20%, а нелинейность - примерно на 40% по сравнению с варисторами промышленного изготовления.
При этом следует подчеркнуть, что до настоящего времени отечественной промышленностью не выпускаются оксидно-цинковые керамические варисторы в форме диска столь большого диаметра, так как традиционная технология не обеспечивает требуемого качества таких изделий.
Кроме того, варистор, изготовленный по предлагаемому способу, получен при пониженной величине удельного усилия статического прессования (в 3-5 раз ниже, чем удельное усилие, применяемое для изготовления варисторов аналогичного типа, но меньшего диаметра по традиционной технологии прессования).
Пример 2.
Изготавливали пьезокерамический элемент в форме диска диаметром 40 мм и толщиной 2,5 мм, как описано в примере 1.
Для изготовления использовали шихту из порошкового керамического материала - цирконата-титаната свинца марки ЦТС-19.
В качестве пластификатора использовали 5%-ный раствор поливинилового спирта при его содержании в шихте 3 мас.%.
Удельное усилие статического прессования составляло 25 МПа. Параметры ультразвуковых колебаний, задаваемых от внешнего источника, составляли величины, как в примере 1.
Время ультразвукового воздействия составило 10 с.
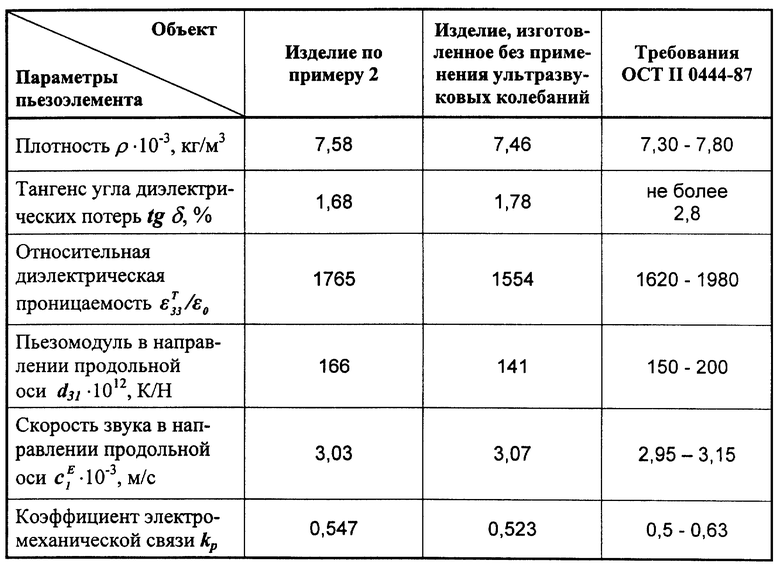
Результаты исследования основных эксплуатационных параметров изготовленного пьезокерамического элемента представлены в таблице.
Для сравнения в таблице приведены те же параметры аналогичного пьезокерамического элемента, изготовленного по традиционной технологии холодного одноосного статического прессования без применения поля акустических колебаний, а также нормативные значения параметров пьезокерамического материала ЦТС-19 по ОСТ II 0444-87.
Как следует из таблицы, предлагаемый способ позволил получить изделия с требуемыми свойствами.
Такие важные для пьезоэлементов параметры, как плотность ρ тангенс угла диэлектрических потерь tgδ, относительная диэлектрическая проницаемость ε
Кроме того, экспериментами установлено снижение естественного старения основных эксплуатационных параметров пьезокерамических элементов приведенного типа.
В результате микроструктурных исследований была установлена пониженная пористость пьезоэлементов, изготовленных по предлагаемому способу, по сравнению с традиционной технологией.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ МНОГОФАЗНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2183532C2 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122944C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1994 |
|
RU2100313C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134195C1 |
| ПРЕСС-ФОРМА ДЛЯ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ | 1998 |
|
RU2134635C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ | 1997 |
|
RU2122493C1 |
| СПОСОБ ПРОПИТКИ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2002 |
|
RU2218273C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСИНТЕЗА ОЗОНА | 1999 |
|
RU2174095C2 |
| СПОСОБ АКУСТИЧЕСКОЙ ОБРАБОТКИ ОБЪЕКТА | 2001 |
|
RU2196014C2 |
| СПОСОБ ДЕЗИНФЕКЦИИ И ДЕЗОДОРАЦИИ ОБУВИ | 1999 |
|
RU2150219C1 |
Изобретение относится к области изготовления прессованных изделий из дисперсных материалов. Технический результат - достижение высокой плотности и однородности структуры формируемого изделия. Способ формирования изделий из дисперсного материала заключается в том, что на материал, размещенный в пресс-форме, воздействуют усилием статического прессования и трехмерного поля акустических колебаний. 2 з.п.ф-лы, 1 табл.
| Способ вибрационного формования изделий из порошка | 1981 |
|
SU954184A1 |
| Устройство для формования изделий | 1980 |
|
SU908598A1 |
| Способ уплотнения бетонных,грунтовых и силикатных масс | 1976 |
|
SU727431A1 |
| Преобразователь переменного напряжения в постоянное | 1984 |
|
SU1226596A1 |
| US 5527175 A, 18.06.1996. | |||

