Настоящее изобретение относится к энергопоглощающим крепежным системам для окон транспортного средства, в частности для автомобилей, которые безопасны при столкновении с ударом транспортных средств.
Боковые и задние стекла в автомобилях обычно изготовляют из флоат-стекла, предварительно подвергнутого закалке. Закалка стекла приводит к состоянию сжатия обеих наружных поверхностей стекла. Поэтому при нанесении удара по стеклу оно раздробится на очень мелкие кусочки. Закаленное стекло заменило отожженное стекло в оконных проемах автомобилей. Отожженное стекло разбивается на крупные кинжалоподобные осколки, которые легко могут порезать и серьезно поранить находящегося в транспортном средстве пассажира. Хотя применение закаленного стекла уменьшило травматизм, некоторые проблемы все же остаются.
Закаленное стекло может поранить пассажира, так как мелкие осколки имеют очень острые края; и если разбивается окно из закаленного стекла, куски стекла остаются в кромке окна и они могут сильно порезать пассажира.
Так как закаленное стекло будет рассыпаться, пассажиру не будет обеспечена защита от выбрасывания его из пассажирского отсека. Если транспортное средство получает удар сбоку, пассажир может быть выброшен через оконный проем частично или полностью. Если транспортное средство начинает опрокидываться, пассажир может быть частично или полностью выброшен и может получить серьезные или смертельные повреждения как только окажется вне транспортного средства.
Известна определенная работа, делающая попытку уменьшить недостатки закаленного стекла и снизить вызываемый им травматизм. Например, передние стекла состоят из двух слоев стекла, разделенных тонким слоем пластмассы. Внутренний слой, выполненный из поли(винилбутираля), удерживает вместе разбитое стекло после столкновения транспортного средства. Дальнейшее усовершенствование заключается в том, что на внутреннюю поверхность окна наносится второй пластиковый слой.
Известна конструкция подвижного окна с комбинацией внутреннего пластикового слоя и наружного слоя стекла. Это окно предназначено для удержания пассажира внутри транспортного средства при боковом ударе. Это достигается с помощью конструкции из нескольких деталей, состоящей из пластмассовой рамы, которая перемещается вверх и вниз в специальной направляющей конструкции. Пластмассовая рама имеет кромку Т-образной формы и действует так, что сжимает друг с другом наружный слой стекла и внутренний пластиковый слой. Недостаток состоит в том, что на внутреннем пластиковом слое могут быть нанесены царапины, что снижает видимость для водителя, а рама увеличивает вес застекленной конструкции.
Было описано несколько изобретений, в которых используется термопластическое окно для автомобилей. В патенте США N A-4635420 описан акриловый материал для окна, который приваривают ультразвуком к пластиковому уплотнению. Описана безопасная конструкция, в которой пазы или углубления расположены внутрь от кромки акрилового окна для облегчения создания зон отрыва. Два недостатка размещения уплотнения этого типа состоят в том, что он в общем не применяется изготовителями исходного оборудования и неэкономичен при изготовлении. Другой патент описывает окно из синтетической смолы для транспортного средства, которое имеет раму или уплотнение, полученные литьевым формованием из того же самого материала - синтетической смолы. Это окно легкое, однако оно не имеет никакого свойства, который делает его безопасным при возможном сильном боковом столкновении.
Согласно настоящему изобретению создан оконный модуль, содержащий:
а) прозрачный термопластический материал остекления, имеющий по крайней мере одно из следующих свойств:
1) модуль упругости не менее 2,0 ГПа;
2) коэффициент теплового расширения от 4 до 8 • 10-5 см/(смoC) при комнатной температуре,
3) температура непрерывной работы не ниже 70oC, и
4) стойкое к истиранию твердое покрытие, и
б) систему для крепления термопластического остекления в транспортном средстве, которая позволяет, чтобы материал остекления отклонялся частично или полностью от плоскости оконного проема и поглощал энергию при ударе.
Было бы желательным использовать монолитную конструкцию остекления, состоящую из термопластической смолы с системой крепления окна, которая может сократить количество ранений, не приводит к повреждениям головы и обеспечивает удержание пассажира внутри. Дополнительное преимущество может заключаться в уменьшении веса конструкции окна.
Далее изобретение будет описано в виде примера со ссылкой на нижеследующие фигуры, где:
фиг.1 представляет собой вид в плане модуля бокового окна для самоходной машины согласно одному предпочтительному варианту осуществления изобретения;
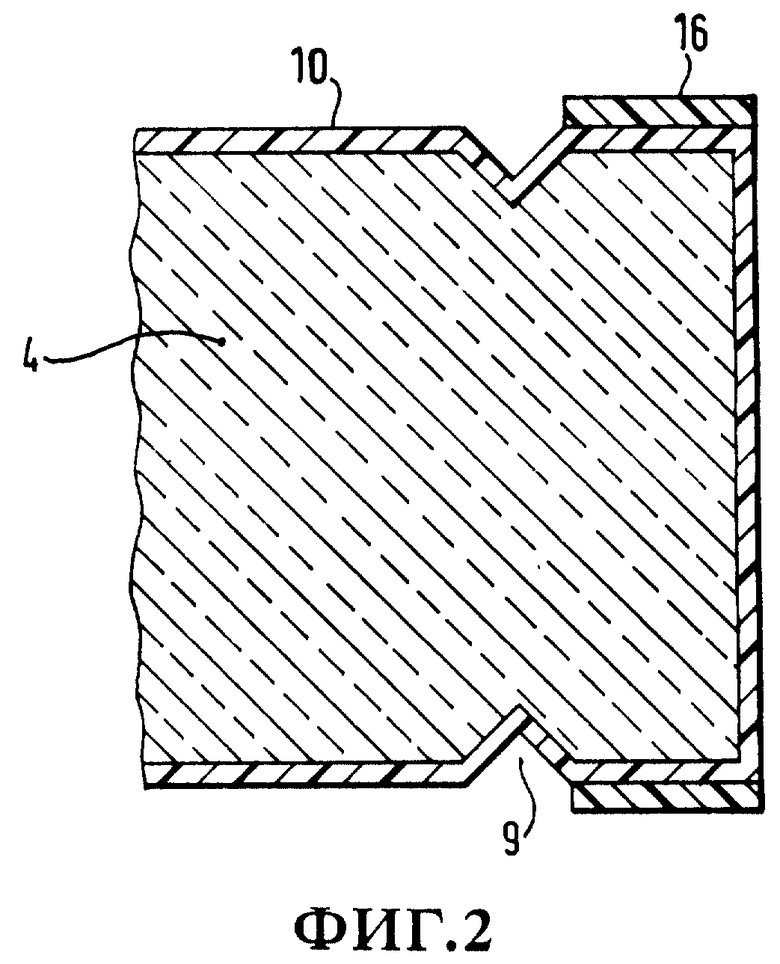
фиг.2 представляет собой фрагментарный вид в поперечном сечении варианта выполнения листа термопластического материала остекления;
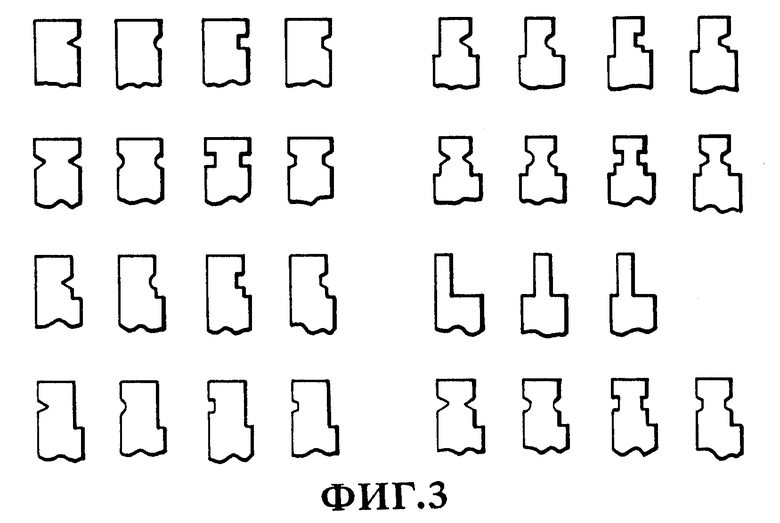
фиг. 3 представляет собой схематическое изображение других вариантов при осуществлении изобретения согласно фиг.2;
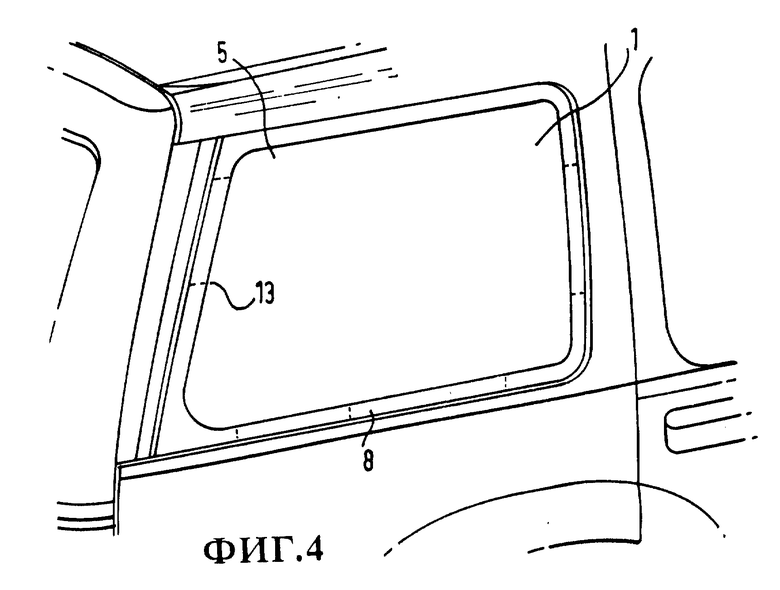
фиг.4 представляет собой вид в плане другого варианта осуществления изобретения, т.е. установки бокового стекла в автомобиле, с использованием получения литья под давлением с реакцией (ЛДР). На фиг.5 показано поперечное сечение узла окна с рамой и крепежным болтом;
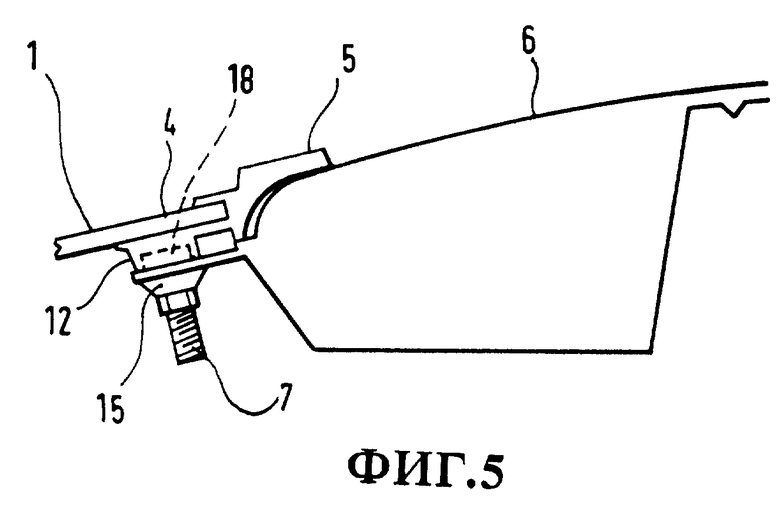
фиг. 5 представляет собой сечение через дно бокового окна на фиг.4, показывающее крепежный болт, который крепит модуль окна к раме автомобиля; и
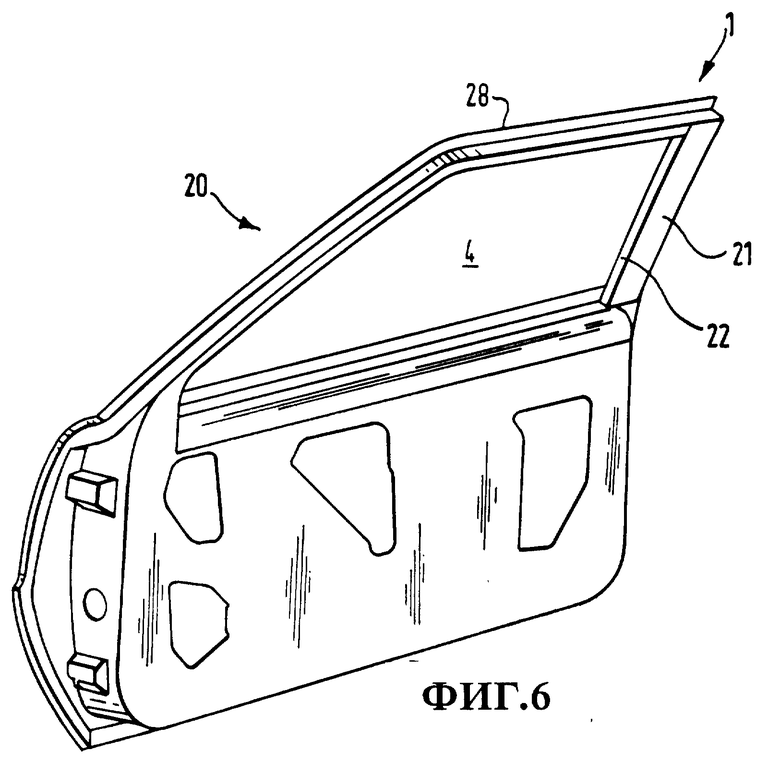
фиг.6 представляет собой вид в плане другого варианта осуществления изобретения со ссылкой на установки подвижного окна в раме двери транспортного средства.
Согласно фиг. 1, 2, 3, 4, 5 и 6 показано окно из синтетической смолы согласно одному варианту осуществления настоящего изобретения, которое может быть использовано в самоходной машине. Модуль окна обозначен ссылочной цифрой 1 и выполнен из соответствующей термопластической смолы путем литьевого формования или с помощью процесса формования листовых термопластов, как это будет описано ниже, и прикрепляется к соответствующей панели 6 рамы транспортного средства с помощью крепежной системы.
Оконный модуль 1 включает участок 4 корпуса окна в форме листа из прозрачной или полупрозрачной синтетической смолы, такой, как поликарбонатная смола, акриловая смола или полиглутаримидная смола. Оконный модуль 1 далее содержит участок 5 рамы, вытянутый вдоль периферийной кромки участка 4 корпуса окна. Стойкое к истиранию покрытие 10 покрывает поверхность участка 4 корпуса окна. Если нет участка 5 рамы, полученного литьевым формованием, можно использовать, как описано ниже, чувствительную к давлению ленту 16 из вспененного материала, или герметизирующее средство, такое как полиуретан. Паз или прорезь 9, вырезанные или выполненные литьевым формованием в участке 4 корпуса окна, будут способствовать образованию зоны отрыва 14.
Согласно вариантам осуществления изобретения на фиг.2 и фиг.3 пазы или другие фасонные вырезы 9 могут быть вырезаны или выполнены литьевым формованием в материалах остекления из синтетической смолы, как изложено в патенте США A-4635420. Двусторонняя клеящая полоса 16 из вспененного материала наклеивается вокруг кромки материала остекления.
На фиг. 4 и фиг.5 показан типичный оконный проем автомобиля 8 на задней стороне. Металлическая кромка проема, являющаяся частью панели 6 шасси, имеет отверстия 13 под болты.
Фиг. 5 представляет собой поперечное сечение оконного модуля 1, установленного в оконном проеме 8. Термопластический оконный материал 4 охвачен крепежной рамой 5 типа ЛДР. Головка 18 крепежного болта 7 заделана в участок элемента ЛДР 12. Крепежный болт прикрепляет оконный модуль 1 к панели 6 шасси автомобиля с использованием резьбовой гайки 15.
На фиг.6 показано окно 4 из термопластического материала, вмонтированное в дверь 20. Рама 21 верхнего участка двери 28 удерживает материал окна в направляющем гнезде 22. Это направляющее гнездо действует так, чтобы поглотить энергию удара и функционально позволяет окну 4 из термопластического материала перемещаться вверх и вниз. Рама может быть сконструирована с U-образным каналом для размещения кромок окна с покрытием, имеющего автоматическое дистанционное управление. Рама может быть сконструирована вместе с вышеупомянутыми пластмассовыми стеклами для оптимизации энергопоглощающих характеристик в обстановке аварии транспортного средства.
Термопластическая смола может представлять собой любой прозрачный материал с высоким модулем, такой как поли(метилметакрилат) (ПММА), модифицированный эластификатором поли(метилметакрилат), акриловые сополимеры, поли(метилметакрилат-соалкилакрилат), в котором алкильная группа содержит от 1 до 8 атомов углерода, акриловые смеси, смеси полимеров и сополимеров акрила, поли(винилхлорид), поли(стирол-соакрилонитрил), в котором полимер акрилонитрила составляет до 40% сополимера, поликарбонат, поли(этилентерефталат), полистирол, поли(стирол-сометилметакрилат), поли(альфа-метилстирол-сометилметакрилат), поли(альфа-метилстиролсоалкилакрилат), в котором алкильная группа содержит от 1 до 8 атомов углерода, поли(винилацетат), поли(эфиркарбонат), полиарилат, поли(эфирсульфон) или полиэфиримид. Один такой акриловый сополимер мог бы представлять собой сополимер полиглутаримида и поли(метилметакрилата), также известный как поли(метилметакриламид) (ПММИ), т.е. патенты США A-4246374; 4217424 и 4727117, переуступленные фирме Ром энд Хаас Ко.; и другие. Термопластический материал остекления должен отвечать по крайней мере одному из следующих критериев: модуль упругости в диапазоне от 2,0 до 4,2 ГПа, коэффициент теплового расширения от 8 • 10-5см/(смoC) при комнатной температуре и непрерывная рабочая температура не менее 70oC или выше для акрилового термопластика. Диапазоны для других термопластических смол выше примерно 115oC для ПММИ и выше примерно 110oC для поликарбоната. Эти условия обеспечивают получение окна, которое не будет колебаться при приведении его в движение при высоких скоростях транспортного средства, не расширяется в размерах в значительной степени при температурном росте и сохраняет свою целостность при высоких температурах, при каких может работать транспортное средство. Возможно, чтобы пластмассовые наполнители, эластификаторы, модификаторы коэффициента теплового расширения, модификаторы температуры при непрерывной работе, модификаторы жесткости, такие стеклянные наполнители, другие пластмассовые добавки и стабилизаторы могли быть использованы для модификации других термопластических материалов до этих критериев технических свойств любым лицом, разбирающимся в технологии получения пластмассовых композиций. Эти материалы для остекления могут быть окрашенными или подцвеченными, например, для уменьшения уровней пропускания солнечного света.
Любые из вышеуказанных термопластиков обычно изготавливают в форме и по размеру окна, используя лист или пресс-порошок (гранулы). Лист термопластика может быть толщиной от примерно 1,5 до 6 мм и его готовят вакуумным формованием с предварительной механической оттяжкой или формованием листовых термопластов, используя соответствующую литьевую форму. Лист пластмассы нагревают до такой температуры, чтобы он размягчился и мог принимать форму пресс-формы.
Другая технология для формирования окон заключается в инжектировании гранул для литьевого прессования из термопластических материалов в термопласт-автомат, который заполнит гнездо пресс-формы расплавленным пластическим материалом. Конкретные условия литьевого прессования в значительной степени зависят от термических свойств и текучести материала. Для применения в оптике наилучшим является прессование под давлением в условиях, которые обеспечивают получение наименьшего количества остаточного напряжения в отпрессованной детали. Толщина окна может быть от примерно 1,5 до 6 мм.
Окно 4, используемое в данном изобретении, было обработано с обеих сторон абразивостойким покрытием 10. Это приводит к получению твердой поверхности, которую нелегко оцарапать. Для этой цели могут применяться на практике такие покрытия, как полисилоксаны, прозрачные и термоотверждающиеся смолы, отверждаемые в УФ покрытия, полиуретаны или алмазоподобные абразивостойкие покрытия. Покрытия могут наноситься плазменным напылением, ионным осаждением, испарением, разбрызгиванием, физическим или химическим осаждением из паровой фазы, термическим распылением и различными видами осаждения с использованием плазмы. В данной области известны другие абразивостойкие покрытия.
До начала процесса покрытия деталь из термопластического материала отжигают в печи для снятия всякого остаточного напряжения. Полисилоксан, используемый в данном изобретении, наносят совместно с грунтовкой, и его обычно наносят погружением пластмассовой детали остекления в жидкий раствор покрытия. Однако можно также наносить покрытия струйным обливом, распылением, наливом и применять другие технологии покрытия. После каждого этапа нанесения покрытия деталь сушат в печи при повышенной температуре. Можно было бы использовать любое твердое покрытие, но оно должно быть совместимым как с термопластической, так и с крепежной системой.
Один клей, применяемый в данном изобретении, представляет собой ленту из пенопласта, выполненную из материалов на основе акрила, а по обеим сторонам ленты имеется чувствительный к давлению клей. Или же эта лента могла бы иметь клей с высокой температурой плавления. Лента обычно имеет ширину от 5 мм до 26 мм и толщину от 1 мм до 7 мм. Плотность пенопласта должна составлять примерно от 0,3 до 0,8 г/см3.
Для прикрепления термопластического окна можно было бы использовать другие виды лент, такие как полиуретан или неопрен или любой другой тип вспененного материала, который может быть выполнен в виде ленты с двумя клеящими слоями. Эта лента предпочтительно должна быть водостойкой и атмосферостойкой. Любые из этих материалов могли бы быть улучшены так, чтобы они удовлетворяли этим критериям путем добавления добавок, стабилизаторов, пластификаторов и порообразователей, известных в данной области.
Плотность пенопласта имеет важное значение для характеристики данного изобретения. В частности, было показано, что лента с плотностью в нижней части диапазона, который указан, будет разрываться при ударе по окну из пластика, в то время как пенопласт в верхней части диапазона плотности не будет разрываться. Если окно разобьется, то пенопласт с более высокой плотностью будет с большей вероятностью удерживать разломанные куски в плоскости стекла и может вызвать порезы.
Чувствительный к давлению клей на стороне ленты, обращенной к транспортному средству, должен быть такого состава, чтобы хорошо прилипать к окрашенным системам, используемым на автомобилях. Прочность клеевого соединения между лентой и пластмассой или окрашенной поверхностью должна быть выше, чем когезионная прочность ленты. Разрыв ленты из-за ее когезионных свойств может быть предвиден, исходя из ее механических свойств.
Могут быть использованы другие типы уплотнителей, и они могли бы обеспечить такой же эффект. Обычно в автомобильный промышленности используются полиуретаны, силиконы и уплотнительные средства на базе акрила. Для связывания пластмассового окна с автомобилем также можно использовать продукты на основе бутилкаучука, полисульфиды, терполимеры этилена, пропилена и несопряженного диена, тройные этилен-пропиленовые каучуки (ТЭПК), термопластические эластомеры и термореактивные пластики, такие как эпоксидные смолы, и расплавы. Могла бы быть создана система прикрепления, такая как клейкая лента (Велькро), для обеспечения энергопоглощающей конструкции с целью удержания на месте термопластического окна при лобовых ударах со скоростями от низкой до умеренной. При высоких скоростях при лобовых ударах специально разработанная система прикрепления липкой лентой могла бы затем разойтись сама по себе, безопасно высвобождая оконный модуль.
Другие методы крепления, такие как полимерное капсулирование вокруг кромки пластмассового остекления, могут быть использованы. Два примера - это термокомплекты для литья под давлением с реакцией (ЛДР) или поливинилхлорид (ПВХ), полученный литьем под давлением. Другие термопластики могут быть сформованы литьем под давлением вокруг материала окна, такого как ПММА, модифицированный ПММА, ПММИ, поликарбонат и другие синтетические смолы. Эти материалы применяются для получения рамы вокруг окна, а затем их связывают механически или приклеиванием к оконному проему.
Энергорассеивающие характеристики системы ЛДР могут быть улучшены с помощью нижеследующих технологий с целью дальнейшего уменьшения возможности порезов и повреждений головы пассажира в пределах более широкого диапазона скоростей удара головы. Один из методов состоит в связывании головок болтов с материалом ЛДР. Это может быть выполнено путем нанесения грунтовки или усилителя адгезии на головки болтов до ввода под давлением материала ЛДР. Это может быть достигнуто путем нанесения клея на поверхность раздела ЛДР/головка болта для увеличения силы сопротивления к выдергиванию головок болтов.
Другой способ состоит в увеличении размеров головок болтов. Этот способ увеличивает площадь поверхности головки болта и затрудняет выталкивание головки болта сквозь отверстие в материале ЛДР, через который болт проходит к раме транспортного средства. Этот способ также увеличивает площадь поверхности головки болта, которая пригодна для связывания болта с материалом ЛДР.
Другой способ состоит в разработке такой системы крепления, при которой узел головки болта и гайки затягивается на материале ЛДР вместо упора сжатия на болте. Это предотвращает неожиданный выход головки болта из материала ЛДР и последующий разрыв материала ЛДР из-за малой когезии вокруг участка затяжки либо из-за слабой адгезии на поверхности раздела, где рамка капсулирования ЛДР связана с пластмассовым окном.
Другая технология состоит в увеличении числа болтов, используемых для прикрепления оконного модуля к транспортному средству. Это помогает снизить нагрузки напряжения на каждое из мест установки болтов и обеспечивает дополнительное рассеивание энергии. Толщина материала ЛДР, который удерживает головку болта в ЛДР, также может быть увеличена. Это способствует созданию дополнительной прочности ЛДР и предупреждает извлечение болта. Другая возможность состоит в использовании немного более жесткого материала ЛДР для удержания головок болтов на месте при ударе головой. Следует отметить, что вышеуказанные методики могут быть применены по отдельности или в сочетании на любом типе неподвижного окна.
В сочетании с любым из вышеуказанных методов закрепления окна паз или вырез 9 может быть размещен внутрь от кромки окна из пластмассы для создания зоны отрыва. Различные типы пазов описаны в патенте США N 5035096. Любая комбинация пазов может быть использована в сочетании с технологией крепления окна с целью образования специальных зон 14 отрыва в окне из пластмассы. Глубина паза предпочтительно составляет от 10 до 80% толщины пластмассового окна. В зонах отрыва радиус может составлять от примерно 5% от толщины детали до примерно 200% или более от толщины детали, и они могут быть получены литьевым формованием, вырезаны или получены механической обработкой в термопластиковом остеклении.
Паз конструируется в отношении радиуса, типа поперечного сечения, расположения вдоль периметра (вдоль любого числа или участков боковых сторон окна), расстояния внутрь от кромки (от 1 до 100 мм, например, так, чтобы обеспечить эстетическую привлекательность) и глубины с тем, чтобы сечение окна внутрь от паза или выреза разломилось и выпало наружу вдоль паза при относительно высоких скоростях столкновения, например, выше 32 км/ч. При низких или умеренных скоростях удара головы, например от 0 до 32 км/ч, паз не должен разламываться. Это обеспечит удержание пассажира в автомобиле при менее серьезном столкновении, в значительной степени уменьшая возможность выброса пассажира из транспортного средства сквозь оконный проем.
Данное изобретение основано на механических и физических свойствах пластмассового материала остекления и крепежной системы, используемой для связывания этой пластмассы с оконным проемом транспортного средства. Закаленное стекло представляет собой ломкий материал с очень высоким модулем, предназначенный для разламывания на мелкие осколки при столкновении. Однако закаленное стекло ломается при скорости удара, которая относительно низка по сравнению с типичными скоростями при авариях, как указано в нескольких официальных методиках испытаний (см. ниже 49 CFR 571214).
Свойства термопластических материалов согласно изобретению таковы, что пластмассовое окно не будет разбиваться при скоростях головы, при которых закаленное стекло разбивается, например, ниже 23 км/ч. В случае применения в комбинации с вышеупомянутыми системами крепления вся конструкция остекления будет растягиваться или отклоняться наружу из конструкции транспортного средства. В результате тщательного выбора толщины окна и конкретной системы крепления оконный модуль может быть выполнен таким, чтобы его вытолкнуло наружу, вследствие чего окно остается нетронутым и ограничивает вероятность травмирования головы или тела пассажира, подвергающихся удару. При очень высоких скоростях удара головы крепежная система может быть разработана таким образом, чтобы окно было отделено от машины безопасным образом. Либо окно само отделится от крепежной системы, разломится вдоль зоны отрыва, вырезанной в окне, или же окно разломится и всякие осколки будут безопасным образом отделены от рамы окна в результате разлома паза, или, в одном случае, в результате самостоятельного вырывания в сторону ленты из пенопласта.
Это изобретение используется для установки пластиковых окон в автомобилях. Типы окон: передние стекла, подвижные стекла, какие имеются на боковых сторонах автомобилей, боковые окна, которые неподвижны, театральные окна, отражательные стекла или другие типы вентиляционных окон и задние окна. К автомобилям относятся пассажирские легковые автомобили, легкие грузовые автомобили, многоцелевые транспортные средства, вездеходы, тяжелые грузовики, автомобили со специальным кузовом для загородных поездок и жилые прицепы.
Далее изобретение будет описано с помощью нижеследующих примеров.
В нижеследующих примерах критерии травмы головы (КТГ) определяются согласно уравнению 1 из 49 CFR 571208: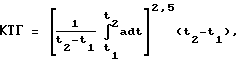
где
а - результирующее ускорение головы, выраженное в виде кратного от g (ускорение силы тяжести);
t1 и t2 обозначают любые две точки во времени в течение удара, которые разделены не более чем 36-миллисекундным интервалом времени, и t1 и t2 выбирают таким образом, чтобы сделать уравнение (1) максимальным.
Если значение КТГ находится на уровне ниже 1000, тогда норма 49CFR 571208 укажет, что вероятность травмы головы маловероятна. Если значение КТГ превышает 1000, тогда возможность травмы головы существует.
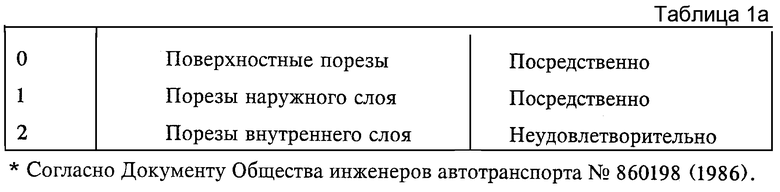
Шкала порезов замши представлена в табл.1.
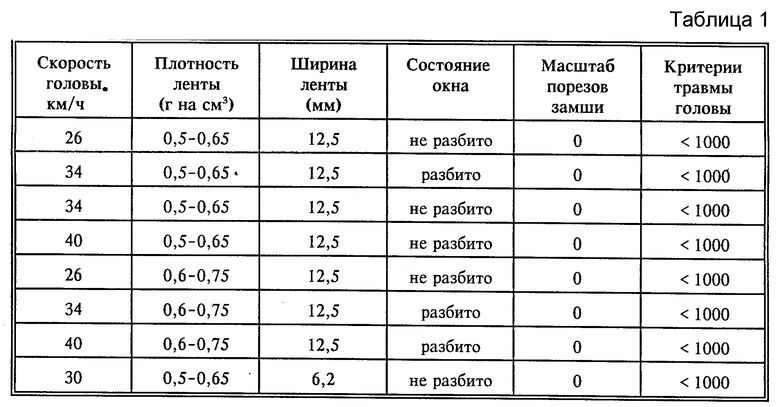
Пример 1. Экструдированный лист ПММИ толщиной 5 мм формуют как листовой термопласт до формы и размера автомобильного заднего бокового окна. Пластмассовое окно покрывают абразивостойким покрытием, т.е. полисилоксаном. Окно предварительно обрабатывают жидкой грунтовкой и моющим составом. Две ленты из автомобильного пенопласта с плотностью в диапазоне от 0,5 до 0,65 и от 0,6 до 0,75 г/см3 и с шириной 6,2 и 12,5 мм запрессовывают на обработанную поверхность. Затем окно и ленту устанавливают на клей в проем рамы разделенного на четыре части окна путем открывания второй стороны ленты из пенопласта. Окно испытывают путем метания искусственной головы человека (в нормативе 49 CFR 572E определяется голова и геометрические размеры) со скоростью 26, 34 и 40 км/ч в окно. Собирают данные, касающиеся замедления скорости головы после удара, расположение окна и любых осколков, и измеряют порезы с помощью двухслойной кожи (замши), надетой на головку. Состояние окна, значения порезов замши и значения КГТ от окна или его осколков представлены в табл.1.
Пример 2. Экструдированный лист ПММИ толщиной 5 мм формуют как листовой термопласт до формы и размера автомобильного бокового окна, разделенного на четыре части. Пластиковое окно покрывают слоем абразивостойкого покрытия из полисиликона погружением. Вырезают паз в форме буквы V под углом 60o на 14 мм внутрь от наружной кромки окна. Паз в некоторых случаях имеет глубину от 2,5 мм до 3,0 мм. Окно подвергают предварительной обработке жидкой грунтовкой и моющим средством. К обработанной поверхности прижимают две автомобильных ленты из вспененного материала с плотностью в пределах от 0,5 до 0,65 г/см3 и шириной 12,5 мм. Затем окно и ленту устанавливают на клей в проем рамы окна из четырех частей путем открытия второй стороны ленты из вспененного материала.
Окно устанавливают в проем окна на участке панели шасси транспортного средства. Оконный модуль затем испытывают путем метания в испытываемое приспособление искусственной головы человека (норма 49 CFR 572E определяет голову и геометрические размеры) со скоростью 26, 34 и 40 км/ч. Собирают данные, относящиеся к замедлению скорости головы после удара, состояние окна и любых фрагментов, и замеряют порезы с использованием 2 слоев кожи (замши), покрывающей голову. Состояние, значения порезов замши и значения КТГ от окна или его фрагментов представлены в табл.2.
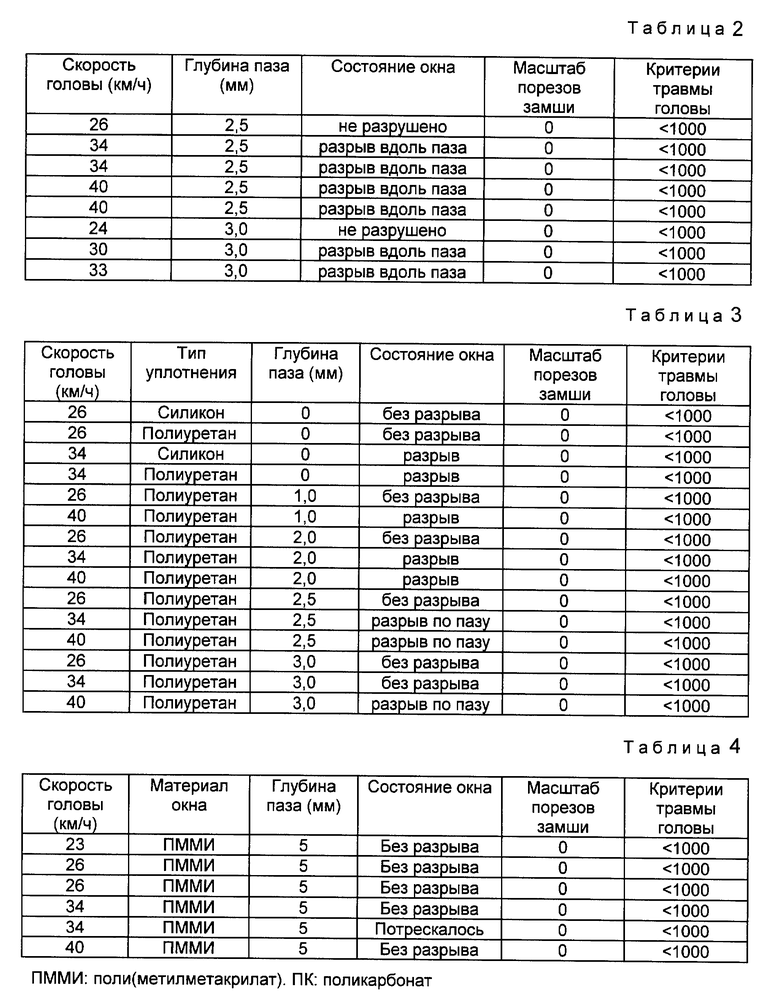
Пример 3. Экструдированный лист и ПММИ толщиной 5 мм формуют как листовой термопласт до формы и размера автомобильного бокового окна из четырех частей. Пластиковое окно покрывают слоем абразивостойкого покрытия из полисилоксана погружением. Окно может иметь паз или вырез, выполненный механической обработкой внутрь от периметра с глубиной от 1,0 до 3,0 мм. Окно предварительно обрабатывают жидкой грунтовкой и моющим средством. Окрашенная рама также предварительно обрабатывается грунтовкой. Уплотняющее средство из полиуретана или силикона помещают между окном и рамой. Затем окно устанавливают в проем рамы окна из четырех частей.
Окно устанавливают в проем окна в месте панели шасси транспортного средства. Затем оконный модуль испытывают путем метания в испытываемое приспособление искусственной головы человека (норма 49 CFR 572E определяет голову и геометрические размеры) со скоростью 26, 34 и 40 км/ч. Собирают данные, относящиеся к замедлению скорости головы после удара, состояние окна и любых фрагментов, и замеряют порезы с использованием 2 слоев кожи (замши), надетой на голову. Состояние, значения порезов замши и значения КТГ от окна или его фрагментов представлены в табл.3.
Пример 4. Экструдированный лист из ПММИ толщиной 5 мм формуют как листовой термопласт до формы и размера автомобильного бокового окна из четырех частей. Пластиковое окно покрывают слоем полисилоксанового твердого покрытия погружением, что обеспечивает сопротивление абразивному износу. Окно подвергают предварительной обработке жидкой грунтовой и моющим средством. Полость литьевой пресс-формы устанавливают вокруг периметра пластикового окна. Вокруг периметра помещают также девять болтов 7 таким образом, чтобы головки 18 болтов были размещены в полости литьевой пресс-формы. Полиуретан вводят в полость для литья под давлением и вокруг головок болтов для получения рамы 5. Эту раму прикрепляют к проему окна из четырех частей путем установки болтов в линию с отверстиями 13, расположенными на транспортном средстве вокруг проема окна, и используют гайки 15 для навинчивания их.
Окно устанавливают в проем окна на участке панели шасси транспортного средства. Затем модуль испытывают путем метания к испытательному приспособлению искусственной головы человека (в норме 49 CFR определяются голова и геометрические размеры) со скоростью 23, 26, 34 и 40 км/ч. Собирают данные, касающиеся замедления скорости головы после удара, состояние окна и любых фрагментов, и замеряют порезы с использованием 2 слоев замши поверх головы. Состояние окна или его фрагментов представлено в табл.4.
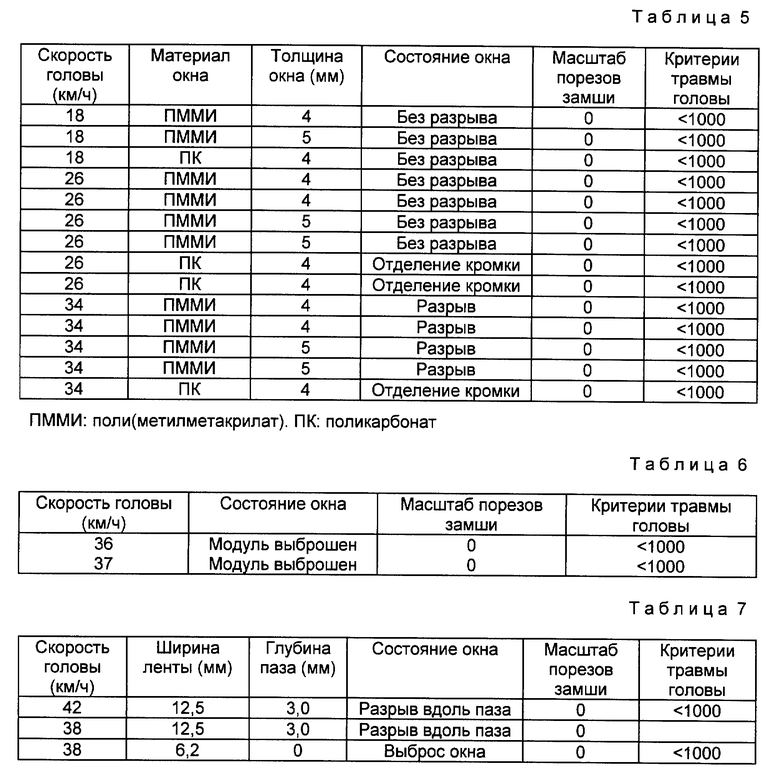
Пример 5. Экструдированный лист из ПММИ толщиной 4 и 5 мм подвергают вакуумному формованию с предварительной механической вытяжкой для получения формы автомобильного бокового окна из четырех частей. На пластиковое окно струйным обливом наносится твердое покрытие на базе силикона, которое обеспечивает абразивостойкость и затем обрезается до нужного размера. Экструдированный лист поликарбоната (ПК) толщиной 4 мм формуют как листовой термопласт до формы автомобильного бокового окна из четырех частей и затем его обрезают до нужного размера. Затем каждое окно 4 устанавливают в дверь 20 водителя в легковом автомобиле, которая оснащена U-образной направляющей 22 для скольжения, которая позволяет окну перемещаться вверх и вниз.
Окно устанавливается в оконный проем в части панели шасси транспортного средства. Затем оконный модуль испытывают путем метания в испытательное приспособление искусственной головы человека (в норме 49CFR 572E определены голова и геометрические размеры) со скоростью 18, 26 и 34 км/ч. Собирают данные, относящиеся к замедлению скорости головы после удара, состояние окна и любых осколков и замеряют порезы с использованием 2 слоев замши, надетой на голову. Состояние окна или его фрагментов представлено в табл.5.
Пример 6. Экструдированный лист ПММИ толщиной 5 мм формуют как листовой термопласт до формы и размера автомобильного бокового стекла из четырех частей. Пластиковое окно погружением покрывают слоем полисилоксанового твердого покрытия, который обеспечивает абразивостойкость. Окно предварительно обрабатывают жидкой грунтовкой и моющим средством. Полость литьевой формы помещают вокруг периметра пластикового окна. Вокруг периметра также размещают девять болтов 7 таким образом, чтобы головки 18 болтов были размещены в полости пресс-формы. В эту полость вводят литьем под давлением с реакцией полиуретан, а также вокруг головок болтов для получения рамы 5. Раму прикрепляют к проему окна из четырех частей путем выравнивания в линию этих болтов с отверстиями 13, расположенными на транспортном средстве вокруг проема окна, и с использованием гаек 15 для ввинчивания их.
Окно устанавливают в оконный проем в части панели шасси транспортного средства. Панель шасси транспортного средства, смежная с сиденьем в транспортном средстве, крепко прикреплена к испытываемой конструкции. Антропоморфический манекен мужского пола для бокового удара с 50 - м процентилем (МБУ) (49 CFR 572F) с головой Hybrid III (49 CFR 572E). Затем испытывают оконный модуль путем ускорения всей испытываемой структуры (манекен на стенде, смежном с панелью шасси транспортного средства) с использованием салазок HYGE, когда это ускорение приводит к скоростям удара головы от 36 до 37 км/ч. Собирают данные, относящиеся к замедлению скорости головы после удара, состояние окна и любых фрагментов, и замеряют порезы, используя 2 слоя кожи (замши), надетой на голову. Состояние, значения порезов замши и значения КГТ от окна или его фрагментов представлены в табл.6.
Пример 7. Экструдированный лист ПММИ толщиной 5 мм формуют как листовой термопласт до формы и размера автомобильного бокового окна из четырех частей. Пластиковое окно погружением покрывают слоем полисилоксанового абразивостойкого покрытия. Вырезают паз в форме буквы V под углом 60o на 14 см внутрь наружной кромки отдельного окна. Паз имеет глубину 3,0. Окно предварительно обрабатывают жидкой грунтовкой и моющим средством. К обработанной поверхности прижимают автомобильные ленты из вспененного материала с плотностью в диапазоне от 0,5 до 0,65 г/см3 и с шириной 6,2 и 12,5 мм. Окно и ленту затем помещают на клей в проем рамы окна из четырех частей в результате раскрывания второй стороны ленты из вспененного материала.
Окно устанавливают в оконный проем на части панели шассе транспортного средства. Панель шасси транспортного средства, смежная с сиденьем транспортного средства, крепко прикрепляется к испытательной конструкции. Антропоморфический манекен мужчины для бокового удара с 50 -м процентилем (МБУ) (49 CFR 572F) с головой Hybrid III (49 CFR 572E). Затем оконный модуль испытывают путем ускорения всей испытательной конструкции (манекен на стенде, смежном с панелью шасси транспортного средства) с использованием салазок HYCE, когда это ускорение приводит к скоростям удара головы в 36-37 км/ч. Собирают данные, касающиеся замедления скорости головы после удара, состояние окна и любых фрагментов, и замеряют порезы с использованием 2 слоев замшевой кожи, надетой на голову. Состояние, значения порезов замши и значения КТГ от окна или его фрагментов представлены в табл.7.
В изобретении описаны пластиковые автомобильные окна, которые являются безопасными при столкновении с боковым ударом, и способ установки окон в автомобиль. Система крепления и материал окна должны удерживать пассажира в транспортном средстве при низких и средних скоростях удара головой. Пассажир не получает травм головы и порезов. В конструкции окна используется прозрачный термопластик с высоким модулем, имеющий абразивостойкое покрытие. Окно крепится к оконному проему в автомобиле при использовании одной из нескольких технологий крепления. Для неподвижных окон системы крепления должны фиксировать окно к транспортному средству при нормальных рабочих условиях и обеспечивать уплотнение против погодных воздействий. Для подвижного окна рама должна быть оснащена скользящей направляющей и обеспечивать уплотнение от погодных воздействий. Паз или вырез в материале окна внутрь от кромки в сочетании с крепежными системами улучшает безопасное высвобождение пластикового окна. Путем выбора толщины окна и специфической технологии крепления пластиковое окно может быть выполнено таким, чтобы иметь возможность быть вытолкнутым наружу, в результате чего окно остается нетронутым, и голова пассажира, получающая удар, не травмируется. Система крепления разработана таким образом, что окно будет вытолкнуто наружу и будет отделено от транспортного средства безопасным образом. Зона отрыва в окне разорвется вдоль паза, вырезанного или полученного литьевым формованием в окне. Окно разломится, и все фрагменты будут безопасным образом удалены из оконной рамы в результате разрыва по пазу, что повышает безопасность пассажиров. 12 з.п. ф-лы, 6 ил., 7 табл.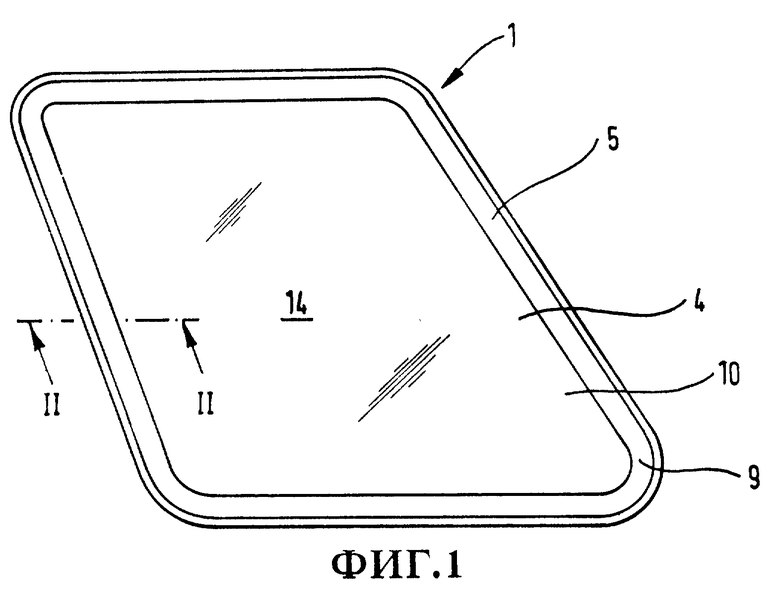
| US 4635420A, 13.01.87 | |||
| DE 3821457A1, 28.12.89 | |||
| DE 3843080A1, 12.07.90 | |||
| Окно кабины транспортного средства | 1988 |
|
SU1544596A1 |
