Изобретение относится к области изготовления полиуретановых покрытий валов (перфорированных и гладких) бумаго- и картоноделательных машин, и может быть использовано в целлюлозно-бумажной и других отраслях промышленности.
Известен способ полиуретанового покрытия вала путем заливки реакционной полиуретановой композиции в зазор между формой и валом, выдержкой в течение 12-48 часов при комнатной температуре с последующим съемом формы и отверждением при повышенной температуре. (А.С. N 704953, кл. C 08 G 18/82) Указанный способ используют для изготовления полиуретановых покрытий прессованных, регистровых и других валов бумаго- и картоноделательных машин. Однако данный способ не может быть применен для изготовления отсасывающих (перфорированных) валов, так как не предусматривает герметизацию перфорированной металлической поверхности вала перед заливкой полиуретановой композиции.
Известен способ полиуретанового покрытия вала, предусматривающий герметизацию таких отверстий с помощью герметизирующего состава, содержащего водный раствор смеси полиакриламида, карбоксилметилцеллюлозы, керогена, целлюлозно-бумажной пыли, резиновой крошки, наносимого, в соответствии с текстом патента, слоем в 1-3 мм на внутреннюю поверхность полой части отсасывающего вала. (Патент N 2039780, РФ, кл. C 09 D 175/04). Основными недостатками указанного способа, как показала практика, являются следующие:
- при нанесении слоя 1-2 мм на внутреннюю поверхность, из-за усадки материала при высыхании, отсутствует адгезия к металлу, что резко снижает устойчивость пленки против давления, оказываемого заполняемой в зазор между формой и валом полиуретановой массы (полиуретановая масса через отверстия отдавливает пленку от металлической основы с разрушением пленки, что приводит к проникновению массы во внутреннюю полость);
- при продавливании сырой массы герметизирующего состава с помощью добавочного валика часть сырой массы уходит в канал отверстий (который может быть длиной 40-60 мм) и при высыхании там приобретает нерастворимое даже в горячей воде состояние. При сверлении отверстий после покрытия металлического вала полиуретаном большое количество сверл выходит из строя;
- каналы отверстий металлического вала, загерметизированные с внутренней стороны, становятся поставщиками воздуха, вытесняемого полиуретановым составом, заранее отваккумированном в специальном смесительном оборудовании, в результате чего полиуретановое покрытие становится непригодным к эксплуатации или требует очень больших затрат по его ремонту.
Наиболее близким по технической сущности к предлагаемому решению является способ изготовления полиуретанового покрытия вала, заключающийся в том, что отверстия в металлическом корпусе вала закрываются волокнистым наполнителем (волокна стеклянные, полиамидные, полиэфирные и др.), сформированным в ленту, предварительно пропитанную термореактивной смолой и нанесенной на наружную поверхность вала спиральной намоткой в несколько слоев, после чего вал помещают в литьевую форму и в зазор между формой и валом заливают полиуретан. Затем проводят отверждение покрытия при повышенной температуре. По завершении процесса охлаждают до комнатной температуры и вал высвобождают из формы. (патент N 3490119, США, кл. 29-132).
Указанный способ допускает покрытие отсасывающих валов бумагоделательных машин, так как позволяет обеспечить надежную герметизацию перфорированной металлической поверхности вала, а герметизирующий слой имеет удовлетворительную оптическую прозрачность. Данный способ принят авторами за прототип.
Недостатком указанного способа является низкая надежность скрепления полиуретанового покрытия с поверхностью вала, вследствие того, что жесткий герметизирующий слой, закрывающий перфорированную поверхность вала (стеклопластик, органопластик), имеет коэффициент температурного расширения на порядок больший, чем металлическая основа вала, что приводит при рабочих и транспортных колебаниях температуры к большим сдвиговым напряжениям на границе пластик-металл. После сверления отверстий в пластике добавляются концентраторы напряжений по периметрам отверстий с коэффициентом концентрации двух, что в конечном итоге приводит к отслоению полиуретанового покрытия вместе с пластиком от поверхности вала.
Задачей настоящего изобретения является создание способа герметизации с высокой степенью надежности скрепления полиуретанового покрытия с металлической поверхностью отсасывающего вала. Для решения этой задачи предлагается перфорированную поверхность вала буммашины герметизировать последовательным нанесением ряда слоев из полимерных материалов с различными физико-механическими характеристиками и свойствами, в том числе и намоткой армирующего наполнителя, пропитанного термореактивным составом, придавая таким образом гермослою функцию крепящего подслоя между полиуретаном и металлической основой вала.
Задача решается следующим образом. В известном способе полиуретанового покрытия вала путем заливки жидкой полиуретановой композиции в зазор между формой и металлической перфорированной поверхностью вала с последующим отверждением, перед заливкой полиуретанового состава, отверстия в поверхности вала герметизируют в Три этапа, для чего на наружную поверхность вала последовательно наносят 3 слоя из полимерных композиций.
1-й слой - адгезионный для надежного скрепления пластикового гермослоя с металлической поверхностью вала, представляющий собой 50-90% раствор (предпочтительно в полярном растворителе - ацетон, этиловый спирт и др.) эпоксиуретановой композиции, состоящей из эпоксидной смолы (диановая, циануратная, хлорсодержащая и др.) с содержанием эпоксидных групп 20-30% (1), уретанового форполимероа на основе простых полиэфиров с содержанием NCO-групп 5-7% (2), ароматического диамина с содержанием NH2 групп 8-12% (3), ускорителя (третичные амины) (4) и, для снижения сдвиговых напряжений, тонкодисперсной слюды (5) в пропорции: (1) : (2) : (3) : (4) : (5), равной 25 - 35:45 - 55:18 - 22: 0,05 - 0,15:0,01 - 10. Выдерживают паузу для испарения из подслоя не менее 90% растворителя.
2-й слой - герметизирующий. Наносят его толщиной 0,2-2 мм методом спиральной намотки, внахлест, армирующего наполнителя в виде ленты из стеклянных, полиамидных, полиэфирных волокон и др., предварительно пропитанной непосредственно в процессе намотки 20 - 80% раствором эпоксиуретановой композиции, использованной для первого адгезионного подслоя, без слюды, и высушенной при температуре 20-90oC в течение 3-30 мин.
В процессе формования гермослоя армирующий наполнитель заранее дополнительно пропитывают композицией, использованной для адгезионного подслоя, без слюды, с целью исключения наличия непропитанных участков ленты, проходящей через ванночку намоточного устройства. Проводят подполимеризацию 30-70% от полного отверждения адгезионно-пропиточного состава.
3-й слой - крепяще-демпфирующий. Наносят этот слой с большим относительным удлинением по отношению к первому слою в виде 50-80% раствора в органическом растворителе эпоксиуретановой композиции, состоящей из 10 - 20 (1) : 65 - 75 (2) : 10 - 20 (3) : 0,01 - 0,15 (4).
Выдерживают вал с гермослоем до удаления 90-95% растворителя, после чего в зазор между загерметизированной поверхностью вала и формой заливают полиуретан, полимеризуют и извлекают вал из формы.
Пример конкретного выполнения. На первом этапе в смеситель загружают форполимер СКУ-ПФЛ-100 (ТУ 38.103137-78) с содержанием NCO-групп 6,3% - 48,0 мас. %, доводят температуру до +40oC и к форполимеру добавляют навеску предварительно разогретой до 80oC эпоксидной смолы ЭД-20 (ГОСТ 10587) с содержанием эпоксидных групп 20,1% - 32,2 мас.%. После перемешивания в течение 5-10 мин к вышеуказанной смеси добавляют катализатор - триэтиламин (ГОСТ 9966) - 0,1 мас.% к сразу за ним - отвердитель-диамин-304 (ТУ 6-14-869-86) с содержанием NH2 -групп 9,33% - 20,0 мас.%, после чего для снижения вязкости вводят ацетон (ГОСТ 2768) - 25,0 мас.% и всю смесь усредняют до гомогенного состояния.
Подготовленную смесь (1) наносят с помощью малярного валика на металлическую поверхность перфорированного вала (вал перед нанесением прогревают в термокамере при температуре 110-120oC не менее 1 ч). Для проверки максимального эффекта выбран наиболее сложный для адгезионного сцепления материал вала - оловянистая бронза БРО 6 ЦУС 2H1 с габаритами вала: диаметр по покрытию - 770 мм, диаметр по металлической поверхности - 685 мм, длина рабочей части - 3850 мм, количество отверстий диаметром 5 мм - более 70 тысяч. В связи с ограниченной живучестью крепящего слоя количество частных мешек определяют исходя из реальных условий нарастания вязкости.
На втором этапе после выдержки в течение 30 мин на вал наносят герметизирующий слой, состоящий из армирующего наполнителя в виде ленты из стеклянных, полиамидных, полиэфирных волокон и раствора в органическом растворителе композиции первого слоя без слюды. Слой наносят методом спиральной намотки внахлест стеклоленты марки ЛЭС-0,15-50, в восемь слоев. Стеклоленту предварительно пропитывают 50%-ным раствором в ацетоне композиции (1) без слюды и просушивают при температуре 85oC в течение 10 мин. В процессе намотки стеклоленту еще раз пропитывают по поверхности композицией (1) без слюды. Композицию помещают в ванночку намоточного устройства и ленту пропускают через систему роликов, погружающих ленту в ванночку, отжимающих излишне нанесенную композицию и направляющих ленту с натяжным усилием 0,5-3 МПа на намотку.
На третьем этапе в смеситель загружают форполимер СКУ-ПФЛ - 100-72,0 мас. % эпоксидную смолу ЭД-20 - 13,0 мас.%, катализатор-триэтиламин - 0,05 мас. %, диамин-304 - 15,0 мас.% в порядке и режимах, использованных для первой композиции, добавляют 25,0 мас.% ацетона и после перемешивания наносят второй крепяще-демпфирующий слой эпоксиуретановой композиции (2). Предварительно вал, после нанесения герметизирующего слоя, выдерживают в термокамере в течение 7 ч при температуре 110-120oC). Вал выдерживают при температуре 15-35oC в течение 2 ч и заливают полиуретаном, отверждают в соответствии с технологическим режимом и извлекают из формы.
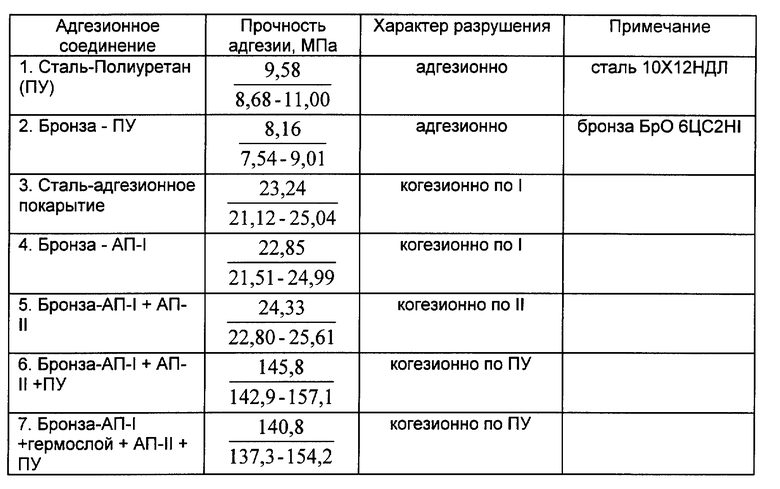
Прочность адгезии соединений металл-защитно-крепящий слой - полиуретан приведена в прилагаемой таблице. Характер разрушения когезионный по полиуретану, при собственной прочности последнего 50 МПа, относительным удлинением 490%.
Вал испытан с положительным результатом. Данный способ герметизации отверстий и скрепления полиуретана с металлической основой вала позволяет проводить надежную длительную эксплуатацию отсасывающих валов, а также других валов, полиуретановое покрытие которых в этом случае скрепляется с металлической основой без использования герметизирующего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖИДКИЙ ОТВЕРДИТЕЛЬ ДЛЯ ПОЛИУРЕТАНОВЫХ СИСТЕМ | 1992 |
|
RU2043369C1 |
| Композиция для покрытия | 2024 |
|
RU2835439C1 |
| ФУТЕРОВКИ И МЕМБРАНЫ НА ОСНОВЕ MDI ИЗ ФОРПОЛИМЕРОВ, ХАРАКТЕРИЗУЮЩИХСЯ ОЧЕНЬ НИЗКИМ УРОВНЕМ СОДЕРЖАНИЯ СВОБОДНЫХ МОНОМЕРНЫХ ИЗОЦИАНАТОВ | 2011 |
|
RU2591699C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИУРЕТАНА | 1996 |
|
RU2130038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОГО ПОКРЫТИЯ ВАЛА | 1992 |
|
RU2039780C1 |
| СПОСОБ ЭЛЕКТРОСТАТИЧЕСКОГО ОКРАШИВАНИЯ ОТВЕРЖДЕННЫХ АЗОТСОДЕРЖАЩИХ ПОЛИМЕРОВ И ЭЛЕКТРОСТАТИЧЕСКИ ОКРАШЕННОЕ ИЗДЕЛИЕ | 1993 |
|
RU2119830C1 |
| Композиция для покрытия | 2024 |
|
RU2833727C1 |
| ЖИДКИЙ ГИДРОКСИЛАМИННЫЙ ОТВЕРДИТЕЛЬ ИЗОЦИАНАТНЫХ ФОРПОЛИМЕРОВ ДЛЯ ПОЛУЧЕНИЯ НАПЫЛЯЕМЫХ ПОЛИМОЧЕВИНУРЕТАНОВЫХ ПОКРЫТИЙ | 2013 |
|
RU2522427C1 |
| ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ ПОЛИАЛЬДИМИН | 2003 |
|
RU2291162C2 |
| УНИВЕРСАЛЬНЫЙ ГЕРМЕТИЗИРУЮЩИЙ КЛЕЕВОЙ ДВУХКОМПОНЕНТНЫЙ СОСТАВ (ВАРИАНТЫ) | 2002 |
|
RU2205853C1 |
Способ покрытия отсасывающего вала бумаго- и картоноделательных машин осуществляют нанесением первого слоя, содержащего эпоксидную смолу с содержанием эпоксигрупп 20-30%, уретановый форполимер с содержанием NCO-групп 5-7%, ароматический диамин с содержанием NH2 - групп 8-12%, триэтиламин, слюду тонкодисперсную, органический растворитель на металлическую поверхность перфорированного вала, через 30 мин наносят герметизирующий слой, состоящий из армирующего наполнителя в виде ленты и композиции первого слоя без слюды в органическом растворителе и проводят подполимеризацию 30-70% от полного отверждения, наносят композицию первого слоя. Вал выдерживают при 15-35°С 2 ч, заливают полиуретаном, отверждают и извлекают из формы. 1 табл.
Способ покрытия вала полиуретаном путем заливки полиуретановой композиции в зазор между формой и металлической перфорированной поверхностью с последующим отверждением и предварительным закрытием отверстий путем нанесения на наружную поверхность вала герметизирующего слоя, отличающийся тем, что герметизацию отверстий проводят в три этапа последовательным нанесением трех слоев из полимерных композиций, содержащих следующие компоненты, мас.%:
композиция первого слоя:
Эпоксидная смола с содержанием эпоксигрупп 20 - 30% - 25 - 35
Уретановый форполимер с содержанием NCO-групп 5 - 7% - 45 - 55
Ароматический диамин с содержанием NH2-групп 8 - 12% - 18 - 22
Ускоритель-триэтиламин - 0,05 - 0,15
Слюда тонкодисперсная - 0,01 - 10
Органический растворитель (сверх 100%) - 10 - 50
композиция второго слоя:
Армирующий наполнитель - 20 - 80
Раствор в органическом растворителе композиции первого слоя без слюды - 20 - 80
композиция третьего слоя:
Эпоксидная смола с содержанием эпоксигрупп 20 - 30% - 10 - 20
Уретановый форполимер с содержанием NCO-групп 5 - 7% - 65 - 75
Ароматический диамин с содержанием NH2-групп 8 - 12% - 10 - 20
Триэтиламин - 0,01 - 0,15
Органический растворитель (сверх 100%) - 10 - 50е
| US, авторское свидетельство, 704953, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| RU, 2039780, кл | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US, 3490119, кл | |||
| Солесос | 1922 |
|
SU29A1 |

