Изобретение относится к области медицины, а именно к зубным протезам, и может быть использовано в ортопедической стоматологии.
Известен зубной протез содержащий металлический каркас и пластмассовую облицовку, слой титаносодержащего лака, маскирующего просвечивание через пластмассу металлического каркаса.
Недостатки известного устройства:
- потемнение пластмассовой облицовки по ее периферии ввиду непрочности лакового покрытия и, как следствие, потеря эстетических качеств через ≈ два года;
- сложность подбора оттенка пластмассовой облицовки, вследствие стандартного цвета лака;
- недостаточная прочность сцепления пластмассовой облицовки с каркасом и, как следствие, ограниченный 3-4 годами срок службы протеза:
Известен способ изготовления несъемных зубных протезов включающий получение металлического каркаса и его обработку, получение на его поверхности оксидной пленки, облицовку каркаса и отделку облицовки.
Указанный способ традиционен в отношении числа операций, являющихся слагаемыми процесса изготовления металлокерамических зубных протезов и приводит к изготовлению традиционного же изделия, к недостаткам которого следует отнести:
- твердость фарфоровой облицовки, превышающую твердость эмали зуба;
- высокую стоимость облицовки.
Цель настоящего изобретения заключается в увеличении срока службы несъемного зубного протеза и достижении полноценного эстетического восстановления дефектов зубов (опорного зуба, либо разрушенного зуба.
Указанная цель достигается тем, что несъемный зубной протез с металлическим каркасом и пластмассовой облицовкой содержит двойной грунтовый фарфоровый слой и прослойку композита между грунтовым и пластмассовым слоями, а также тем, что в способе изготовления несъемного зубного протеза, содержащем получение металлического каркаса и его обработку, получение оксидной пленки, нанесение фарфоровой массы и ее обжиг, отделку и полировку протеза, вслед за получением оксидной пленки на поверхность металлического каркаса наносят первый фарфоровый слой и обжигают его, затем второй грунтовый слой, содержащий фарфоровый и полированный порошки в соотношении 60:40 - 50:50, соответственно, и обжигают его, после чего на полученную пористую поверхность наносят композицию, содержащую кремнийорганический мономер, полимеризующийся при обычных условиях (температура и давление комнатные).
Исследованием уровня и техники установлено, что несъемных зубных протезов с металлическим каркасом и пластмассовой облицовкой, содержащих сплошной и пористый грунтовые фарфоровые слои и прослойку композита между пористым слоем и пластмассовой облицовкой, не обнаруживается.
Известен несъемный зубной протез, содержащий металлический каркас, покрытый титансодержащим лаком, и пластмассовую облицовку.
Однако сравнение свойств совокупности признаков известного устройства и заявляемого показывает, что в известном устройстве крепление пластмассовой облицовки осуществляется непосредственно к металлическому каркасу, а в заявляемом - через промежуточное фарфоропластмассовые слои (1-й слой - сплошной фарфоровый, 2-й слой - пористый фарфоровый, 3-й слой - полимерная композиция на основе кремнийорганического соединения, так называемый композит), выполняющие функции как крепежных элементов, так и агентов, маскирующих металлический каркас.
В известном устройстве цветомаскировка металлического каркаса осуществляется с помощью титансодержащего лака, способного с течением времени эксплуатации протеза частично растворяться под воздействием среды эксплуатации. Слюна, пища обладают агрессивными свойствами, благодаря присутсвию в них слабых органических кислот и оснований, ферментов.
Поэтому со временем протез теряет эстетические свойства, из-за просвечивания металла сквозь слой пластмассы.
В заявляемом устройстве два грунтовых слоя надежно скрывают металлический каркас, а их химическая стойкость в отношении среды эксплуатации очевидна.
В известном устройстве пластмасса крепится к металлическому каркасу. При этом, как показывает практика, пленка маскировочного лака не влияет на прочность крепления, то есть не обнаруживается клеящих свойств. Локальное растворение лака может оказать только отрицательное влияние на прочность соединения металла с пластмассой.
В настоящее время, как это широко известно, не существует достаточно надежных способов крепления пластмассы к металлу с помощью клеящего вещества. Устройства, содержащие такого рода совмещение пластмассы и металла, по своему назначению не испытывают нагрузок, характеризующихся существенным напряжением сдвига. При необходимости создания достаточно прочного соединения металла и пластмассы используют крепежные детали. При переходе к таким конструкциям, как, в нашем случае, зубной протез, использование типов крепления, распределенных в технике, не представляется возможным, поскольку наряду с прочностью к зубному протезу предъявляются эстетические требования.
Возрастания прочности протеза добиваются созданием зон поднутрения, куда затекает облицовочный материал и после полимеризации фиксируется в этих зонах. Прочность соединения увеличивается за счет предотвращения возможности перемещения облицовки в направлении действия напряжения сдвига.
Для создания зон поднутрения металлический каркас отливают с выступами в сторону облицовки - ретенционными приспособлениями (например, в форме сфер с усеченным основанием).
Однако и такое решение задачи, как показывает практика, накладывает существенные ограничения на срок эксплуатации протеза, поскольку по периферии каркаса возможно микропросачивание ростовой жидкости, способной с течением времени растворять пленку лака.
В итоге металлопластмассовый зубной протез теряет свои эстетические свойства, с одной стороны, за счет обнажения и просвечивания через облицовку металлического каркаса и, с другой, - за счет периферического окрашивания протеза пищевыми красителями.
В заявляемом устройстве металлический каркас надежно маскируется двумя грунтовыми слоями, а крепление пластмассы осуществляется к пористому фарфоровому слою через прослойку композита.
Прочность совмещения пластмассы и пористого фарфорового слоя обусловлена двумя факторами. Крепление эффективно благодаря развитой поверхности слоя и, с другой стороны, в этом случае действует известное в химии правило: подобное соединяется с подобным (фарфор так же, как и пластмасса, - полимер, но природный). Наряду с капиллярным эффектом, силами межмолекулярного взаимодействия при протекании процесса полимеризации непосредственно на поверхности фарфора действуют силы, обусловленные образованием донорно-акцепторных координационных связей.
В известном способе изготовления несъемного зубного протеза после получения оксидной пленки на металлический каркас наносят фарфоровую массу и обжигают ее. Далее следует отделка и полировка протеза.
В заявляемом способе после получения оксидной пленки на металлический каркас наносят первый слой грунтовой массы на основе фарфора и обжигают его, затем второй слой грунтовой массы, содержащей фарфор и пластмассу в весомом соотношении 60:40 - 50:50, а получению облицовки предшествует создание слоя композита.
Следовательно, заявляемое устройство и способ его изготовления соответствует критерию "существенные отличия".
Изобретение поясняется чертежами (фиг. 1 и диаграммой (фиг. 2).
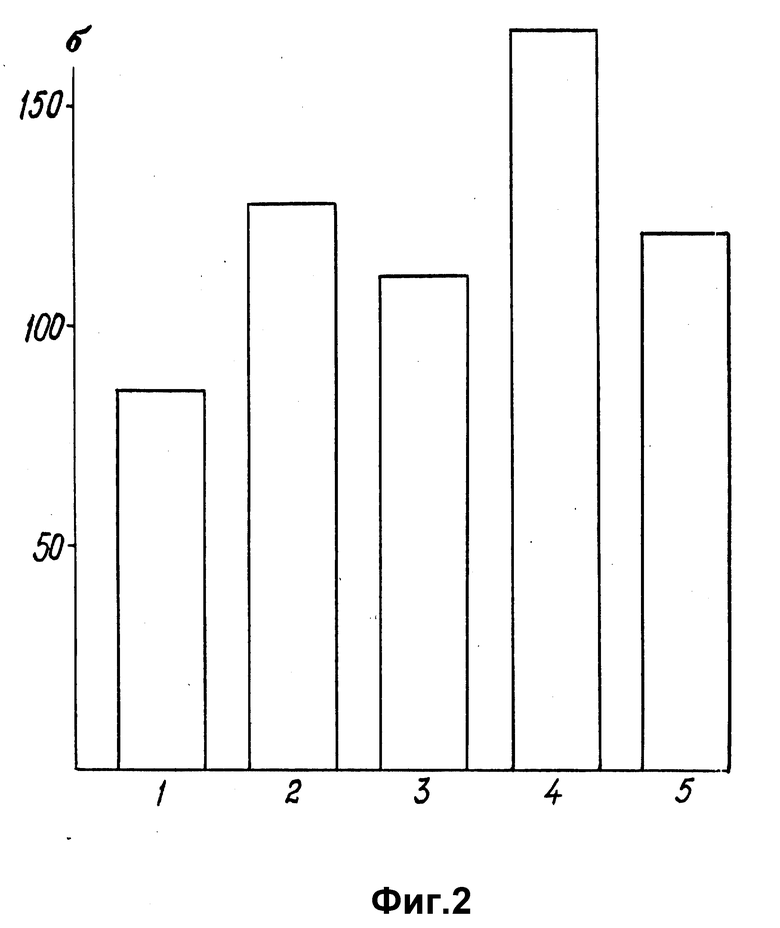
На чертеже показан несъемный зубной протез в разрезе (фиг. 1).
Опорный зуб 1 покрывается металлическим каркасом 2 протеза, на который нанесен двойной слой 3. Далее следует прослойка композита 4 т пластмассовая облицовка 5.
На фиг. 2 показана диаграмма изменения предела прочности на сдвиг ( σ, кг/см2) соединения в зависимости от скрепляемых материалов.
1 - сила сцепления (предел прочности на сдвиг клеевого соединения) грунтового фарфорового слоя, приготовленного на основе смеси фарфора и пластмассы, с облицовочной пластмассой "Синма".
2 - сила сцепления грунтового фарфорового слоя, приготовленного на основе смеси фарфора и пластмассы, с композитом "Эпакрил 02".
3 - сила сцепления грунтового фарфорового слоя, изготовленного обычным способом без пластмассового порошка, с композитом "Эвикрол".
4 - сила сцепления грунтового фарфорового слоя, приготовленного на основе смеси фарфора и пластмассы, с композитом "Эвикрол".
5 - сила сцепления композита "Эвикрол" с пластмассой "Синма".
Опыты проводились через 24 ч выдерживания склеенных образов в воде.
Достоверная разница в результатах между группами 1 и 2 - t* = 4,39, p* = 0,001, - говорит о том, что композит прочнее соединяется с грунтовым фарфоровым слоем, содержащим пластмассовый порошок, чем пластмасса.
Достоверная разница результатов между группами 3 и 4 - t = 5,7, p = 0,001, - говорит о том, что композит прочнее соединяется с грунтовым слоем при наличии в нем пластмассового порошка.
Достоверная разница результатов между группами 1 и 5 - t = 2,96, p = 0,05, - говорит о том, что сила сцепления пластмассы с композитом существенно выше, чем с грунтовым фарфоровым слоем, содержащим пластмассовый порошок
*t - критерий Стьюдента
p - фактор рассеяния
Пластмассовая облицовка является наиболее прочной в случае предварительного нанесения на металлическую подложку грунтового фарфорового слоя, содержащего пластмассовый порошок (что при обжиге дает пористую поверхность фарфора), и прослойку из композита, дающего надежное соединение как с пористой поверхностью фарфора, так и с пластмассовой облицовкой.
Способ осуществляется следующим образом.
Зуб препарируют и по оттискам изготавливают разборную модель, с помощью которой методом литья получают металлический каркас. Далее следует пескоструйная обработка каркаса и получение оксидной пленки. Затем на каркас наносят первый грунтовый фарфоровый слой и обжигают его второй грунтовый слой, содержащий фарфоровый и полимерный порошки в весовом соотношении 60:40 - 50:50 и обжигают его. На полученную пористую поверхность наносят кремнийорганический мономер и выдерживают при комнатной температуре и давлении до затвердевания.
Затем осуществляют моделирование и получение пластмассовой облицовки с последующей ее отделкой и полировкой.
Пример реализации способа изготовления несъемного зубного протеза.
Зуб припарируют, делают оттиски, изготавливают разборную модель, определяют центральную окклюзию и сопоставляют модели в этом положении. Затем распиливают и получают модель культи препарированного зуба, на которую наносят изоляционные слои. Методом обтяжки получают восковой или пластмассовый колпачок, моделируют металлический каркас и получают его методом литья. Припасовывают металлический каркас. В течении 1 мин при давлении воздуха в линии сжатого воздуха от 5 до 7 ат проводят механическую обработку металлического каркаса в пескоструйном аппарате. Далее обрабатывают металлический каркас 20-25%-ным раствором борного ангидрида в метиловом спирте, после чего в течении 5 минут обжигают каркас при атмосферном давлении и температуре 1000 - 1050oC до получения равномерной темно-зеленой оксидной пленки. Затем наносят первый слой фарфоровой массы на металлический каркас и проводят обжиг в режиме, зависящем от типа фарфоровой массы. Затем наносят второй грунтовый слой, для приготовления которого используют смесь полимерного порошка, например, полиметилметакрилата (1,0 г), и фарфорового порошка (1,0 г). Повторяют обжиг. На полученной поверхности при обычных условиях (комнатная температура и давление) получают пленку композита, например, марки "Эвикрол". Далее моделируют и получают пластмассовую облицовку, например, из пластмассы "Синма-М" в экспрессполимеризаторе при давлении 5 атм и температуре 120oC в течении 25 - 30 мин. После отделки и полировки протеза, его фиксируют в полости рта.
Изобретение может быть реализовано в стоматологической клинике, оснащенной стандартной медицинской аппаратурой и имеющей в своем арсенале традиционные в ортопедической практике материалы.
Это позволяет сделать заключение о соответствии настоящего изобретения критерию "промышленная применимость" (применимость в народном хозяйстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДЕЛИРОВАНИЯ ОККЛЮЗИОННОЙ ПОВЕРХНОСТИ НЕСЪЕМНЫХ ПРОТЕЗОВ С ИСКУССТВЕННЫМИ ОПОРАМИ | 2000 |
|
RU2157138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО НЕСЪЕМНОГО ЗУБНОГО ПРОТЕЗА | 2004 |
|
RU2278636C1 |
| Способ изготовления съемных зубных протезов | 1987 |
|
SU1456135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АДГЕЗИВНЫХ ОБЛИЦОВОК ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1993 |
|
RU2083181C1 |
| Способ изготовления металлокерамических зубных протезов | 1986 |
|
SU1438761A1 |
| СПОСОБ ШИНИРОВАНИЯ ПРОТЕЗА НА ИМПЛАНТАТЕ | 1999 |
|
RU2170561C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗМЕТАЛЛИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2143865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО ПРОТЕЗА | 1998 |
|
RU2135113C1 |
| ВОЛОКОННО-АДГЕЗИВНАЯ ШИНА И СПОСОБ ШИНИРОВАНИЯ ИМПЛАНТАТА, ЗАМЕЩАЮЩЕГО КОНЦЕВОЙ ДЕФЕКТ ЗУБНОГО РЯДА С ПОМОЩЬЮ ВОЛОКОННО-АДГЕЗИВНОЙ ШИНЫ | 2005 |
|
RU2286113C1 |
Несъемный зубной протез и способ его изготовления предназначены для использования в ортопедической стоматологии. Несъемный зубной протез содержит металлический каркас, сплошной фарфоровый грунтовый слой, пористый фарфоровый грунтовый слой, прослойку полимерного композита и пластмассовую облицовку. Способ изготовления протеза включает получение металлического каркаса, нанесение двух грунтовых слоев, причем первый грунтовый слой состоит из фарфоровой массы, а второй - из смеси фарфора и полимера, взятых в весовом соотношении 60:40 - 50:50. Грунтовые слои последовательно обжигают и на полученную пористую поверхность наносят слой кремнийорганического соединения. Далее проводят полимеризацию при обычных температуре и давлении. После затвердевания композита получают пластмассовую облицовку и подвергают ее механической обработке. Технический результат изобретения заключается в увеличении срока службы несъемного зубного протеза и достижений полноценного эстетического восстановления дефектов зубов. 2 с.п.ф-лы, 2 ил.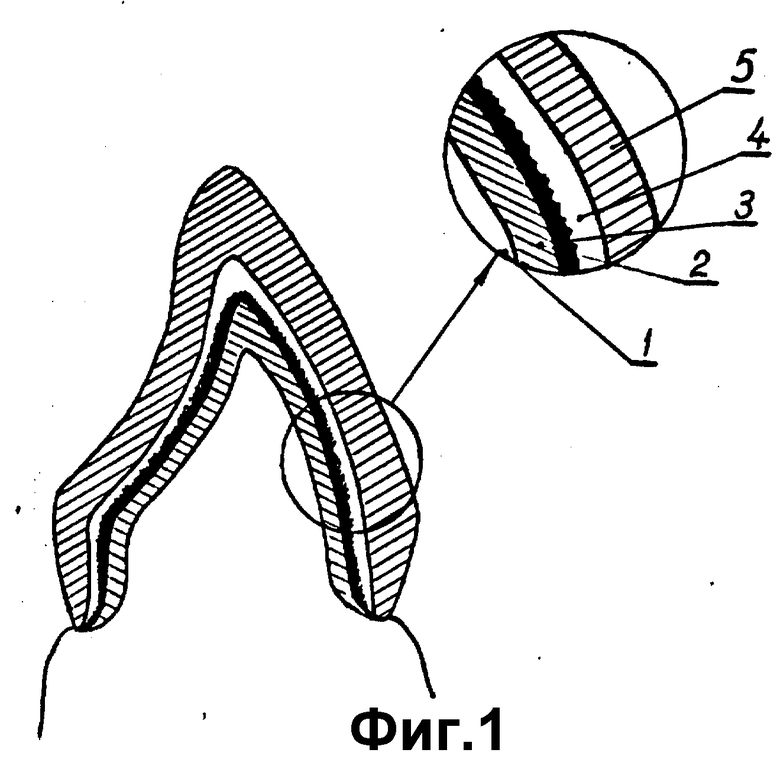
| Копейкин В.Н., Демнер Л.М | |||
| Зубопротезная техника | |||
| - М., 1985, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1985 |
|
SU1464318A1 |
| Зубная коронка | 1989 |
|
SU1644944A1 |
| Способ изготовления металлокерамического зубного протеза | 1989 |
|
SU1729504A1 |
