Изобретение относится к медицине, а именно к зубопротезированию, и может быть использовано в ортопедической стоматологии.
Известны зубные протезы, содержащие цельнолитую металлическую основу из сплавов благородных металлов или ко- бальтохромовых сплавов с наплавленной на основу керамикой, в частности фарфором. Толщина такого протеза 1,3-1,5 мм, причем она должна быть одинаковой над всеми опорными зубами для исключения скалывания слоя фарфора при повторных нагреваниях и охлаждениях. Большая толщина металлокерамических коронок требует значительной препаровки твердых тканей, а необходимость равной толщины керамического слоя на всем
протяжении протеза усложняет технологию его изготовления.
Известны способы изготовления зубных протезов путем гальванического осаждения металла на токопроводную поверхность модели с последующим удалением материала модели из полученной оболочки.
Гальванопластическое осаждение металла на модель позволяет получить основу протеза с индивидуальной моделировкой, которая пригодна для нанесения керамического декоративного покрытия и по эксплуатационным характеристикам не отличается от цельнолитой основы протеза, выполненной из того же материала.
Наиболее близким к предлагаемому является способ изготовления зубного протеза. По этому способу металлокерамический протез получают путем напыления на металлическую
основу слоя керамики, полученный распылением керамической мишени в вакуумной камере. Способ позволяет получить коронки толщиной не более 0,5 мм, что позволяет значительно уменьшить препаровку твердых тканей. Слой керамики толщиной 5-10 мкм не скалывается при нагревах и охлаждениях протеза.
Недостатком этого способа являются высокие требования к адгезионному сродству основы и керамического покрытия. Из- за низкой адгезионной прочности сцепления напыление керамики на сплавы хрома, кобальта и никеля невозможно. Из- за чрезмерной дороговизны ограничено использование протезов, основа которых изготовлена из сплава благородного металла с индием и оловом несмотря на хорошую адгезионную прочность сцепления основы с керамикой. В связи с этим при осуществлении описываемого способа, керамическое покрытие наносят на подслой из окислов металлов, имеющих хорошую адгезию как с материалом основы, так и с материалом керамического покрытия, например из диоксида циркония или оксида алюминия. Однако и при таком промежуточном подслое адгезионное сцепление основы с наружным керамическим слоем недостаточно для полного исключения случаев скола керамического покрытия.
Целью изобретения является повышение прочности протеза за счет увеличения адгезионной прочности сцепления покрытия с основой.
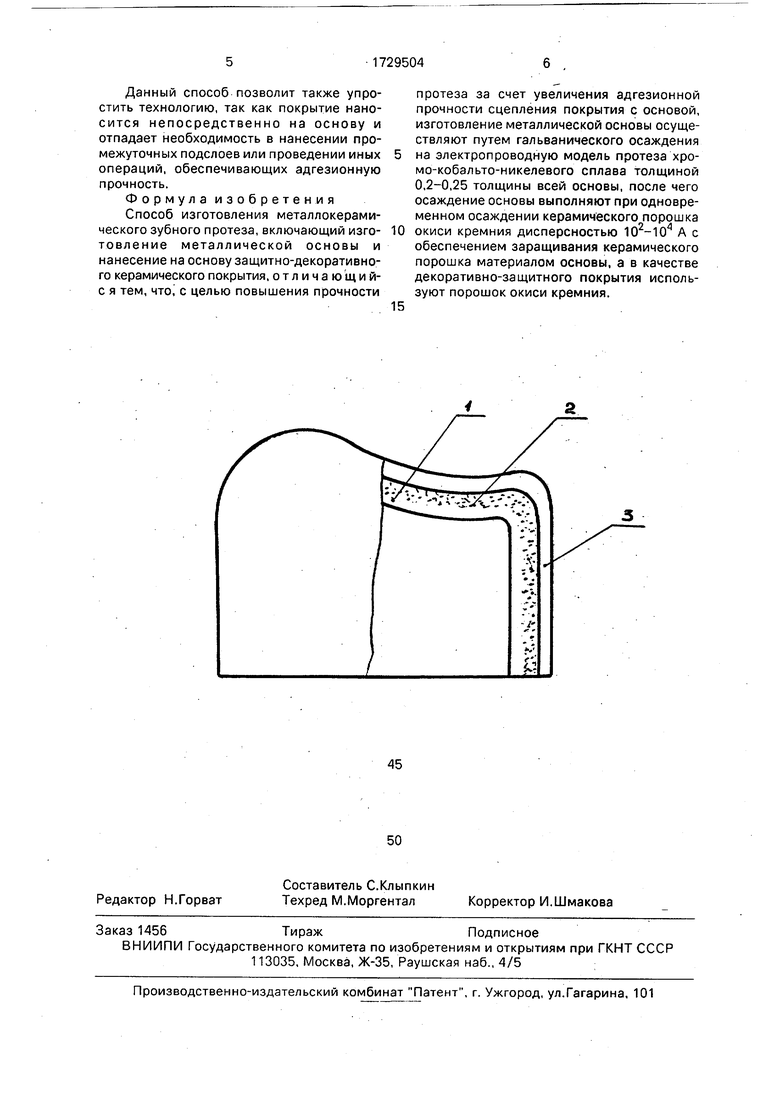
На чертеже показан зубной протез.
Протез содержит металлическую основу 1, выполненную из сплава хрома,кобальта и никеля. В материал основы введен мелкодисперсный порошок фарфора 2, дисперсностью 10 -104А, закрепленный материалом основы при его гальваническом осаждении. На основу нанесено фарфоровое покрытие 3.
П р и м е р. С зубных рядов пациента снимали оттиски. По оттискам из гипса отливали модель, которую уплотняли пропиткой в растворе силиката натрия и сушили при 150°С.
Металлизацию модели выполняли в вакуумной камере, для чего модель обрабатывали тлеющим разрядом при напряжении 2,2 кВ, давление азота 6 х мм в течение 10 мин, а затем осаждали на модель медь при токе дуги - 70А и давлении в камере 3-5 х 10 мм в течение 10 мин без подачи напряжения на подложку .с моделями. Просушенную модель завешивали в качестве катода в гальваническую ванну для осаждения ко- бальто-никелевого сплава.
200 г/л 19 г/л 15 г/л 30 г/л
Кислотность электролита 5,6; температура 30°С.
Электролиз проводился по ступенчатому режиму вначале в течение 5 мин при
0 плотности тока 0,5А/дм , затем в течение 3 ч при плотности тока до 1А/дм . За это время осаждался осадок толщиной 50 мкм.
Затем не прерывая осаждения гальванического осадка в ванну вводили порошок
5 окиси кремния (SiOa) дисперсностью 102- 10 Аи взмучивали электролит. При этом на модели осаждался порошок керамики, который закреплялся гальваническим осадком кобальто-никелевого сплава. Этот процесс
0 продолжался 12 ч, в течение которых сформировалась основа протеза толщиной 400 мкм, причем на 3/4 толщины основы протеза она состояла из смеси металлического сплава и керамического порошка.
5Полученную таким путем основу устанавливали в вакуумной камере, откачивали ее до давления аргона 4 х и включали высокочастотный магнетрон с распыляемой мишенью из Si02.
0Процесс распыления мишени осуществляли по асимметричной схеме при частоте 13,56 МГц, что обеспечило интенсивное распыление мишени и слабую бомбардировку
5 осаждаемого покрытия ионами аргона. Температура поверхности образцов не превышала при этом 90°С. Нанесение покрытия проводили 45 мин, что позволило нанести на основу слой керамики толщиной 6-8 мкм.
0 После этого магнетронный распылитель включили и охлаждали протезы в камере в атмосфере аргона 10 мин.
Полученное покрытие имеет микротвердость 2500 кг/мм . Его электропроводность
5 близка к нулю. Покрытие имеет высокую адгезионную прочность сцепления с основой и не скалывается при нагреве до 400°С и резком охлаждении в воде.
Использование данного способа позво0 ляет повысить адгезионную прочность сцепления керамического покрытия с основой, изготовленной из сплава неблагородных металлов. Это обеспечивается изменением самой основы протеза, введе5 нием в основу той же керамики, из которой выполняют защитно-декоративное покрытие. Такое изготовление основы обеспечивает адгезионное сродство с покрытием и снятие напряжений, возникающих в керамическом слое, особенно при нагревах и охлаждениях протеза.
Данный способ позволит также упростить технологию, так как покрытие наносится непосредственно на основу и отпадает необходимость в нанесении промежуточных подслоев или проведении иных операций, обеспечивающих адгезионную прочность.
Формула изобретен и я Способ изготовления металлокерами- ческого зубного протеза, включающий изго- товление металлической основы и нанесение на основу защитно-декоративного керамического покрытия, отличаю щ и й- с я тем, что с целью повышения прочности
протеза за счет увеличения адгезионной прочности сцепления покрытия с основой, изготовление металлической основы осуществляют путем гальванического осаждения
на электропроводную модель протеза хро- мо-кобальто-никелевого сплава толщиной 0,2-0,25 толщины всей основы, после чего осаждение основы выполняют при одновременном осаждении керамического порошка
окиси кремния дисперсностью 102-104 А с обеспечением заращивания керамического порошка материалом основы, а в качестве декоративно-защитного покрытия используют порошок окиси кремния.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕСТАВРАЦИИ КОМБИНИРОВАННЫХ ЗУБНЫХ ПРОТЕЗОВ ПРИ ЧАСТИЧНЫХ СКОЛАХ КЕРАМИЧЕСКОЙ ОБЛИЦОВКИ | 2013 |
|
RU2535508C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ЗУБНОЙ ПРОТЕЗ | 1993 |
|
RU2057492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ЗУБНОГО ПРОТЕЗА | 1996 |
|
RU2098044C1 |
| СПОСОБ НАНЕСЕНИЯ ОБЛИЦОВОЧНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1991 |
|
RU2054902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 2010 |
|
RU2421182C1 |
| Способ изготовления металлокерамических зубных протезов | 1989 |
|
SU1724200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1992 |
|
RU2090160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗМЕТАЛЛИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2143865C1 |
| Способ изготовления металлокерамических зубных протезов | 1986 |
|
SU1409256A1 |
| Способ изготовления металлокерамических зубных протезов | 2020 |
|
RU2753135C1 |
Изобретение относится к медицине,.а именно к зубопротезированию, и может быть использовано в ортопедической стоматологии. Целью изобретения является повы- шение прочности протеза за счет увеличения адгезионной прочности сцепле2 ния покрытия с основой, Это достигается тем, что осуществление способа изготовления металлокерамического зубного протеза включает изготовление основы из неблагородного коррозионно-стойкого металла и на нее защитно-декоративного керамического покрытия, на электропроводную модель гальванически осаждают слой материала основы толщиной 0,2-0,25 толщины готовой основы. Дальнейшее гальваническое осаждение основы выполняют при одновременном осаждении на нее керамического порошка дисперсностью 102-104 А. Его заращивают гальванически осаждаемым металлом до наращивания осадка на полную толщину готовой основы. Керамическое защитно-декоративное покрытие выполняют из того же материала, что и порошок, и наносят непосредственно на основу. 1 ил. сл С
| Хасуи А | |||
| и Маричаки О | |||
| Наплавка и напыление | |||
| М., 1985, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
