Изобретение относится к методам испытания, в частности к контролю штампуемости проката из металлов, и может быть использовано в машиностроении и металлургии для определения пригодности тонколистового проката к штамповке трудноштампуемых деталей.
Известен способ оценки штампуемости автолиста путем определения характеристик механических свойств: GT, GB, δ %, R, n, A [1, 2].
Сложный характер взаимного влияния параметров свойств автолиста, определяющих штампуемость, затрудняет выделить один из них в существенный критерий штампуемости. В настоящее время не проанализирована связь между пластической неравномерностью и коэффициентом Лэнкфорда (произведение численной величины коэффициента пластической анизотропии на показатель деформационного упрочнения - это критерий штампуемости, используемый за рубежом), а также с величиной отношения предела текучести к временному сопротивлению (показатель штампуемости в России).
Таким образом, недостатком известных способов является низкая надежность оценки штампуемости по отдельно взятым характеристикам механических свойств [3, 4].
Задачей изобретения является повышение надежности оценки штампуемости автолиста для трудноштампуемых деталей.
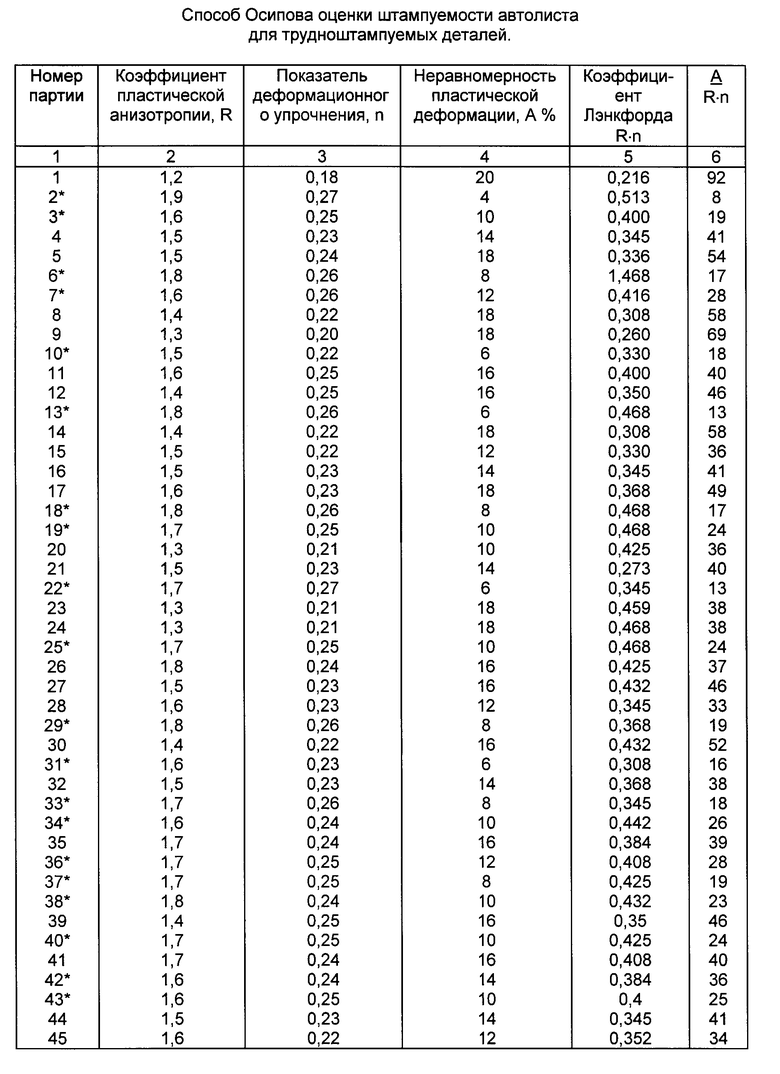
Реализация подаваемого способа оценки штампуемости автолиста для трудноштампуемых деталей заключается в выполнении следующих операций: отбирают из каждой партии автолиста по три заготовки, производят штамповку из заготовок при одной наладке штампа, определяют полученные качественные и некачественные детали по соответствию чертежу и определяют характеристики механических свойств: коэффициент пластической анизотропии R, показатель деформационного упрочнения n, неравномерность пластической деформации A и значение комплексного критерия штампуемости F по зависимости: F = A /(R • n), определяют по ним граничные значения F, соответствующие качественным и некачественным деталям, определяют по разности наибольшее и наименьшее граничные значения, которые соответствуют области неопределенной штампуемости автолиста, и оценивают штампуемость для трудноштампуемых деталей по численному значению хорошо штампуемых плавок до границы неопределенных по штампуемости плавок. Это позволяет сделать вывод о соответствии заявленного технического решения критерию "новизна".
В качестве примера выбрана деталь с глубокой вытяжкой "арка заднего колеса" (фиг. 1) автомобиля ВАЗ, штампуемая из стали 08Ю ОСВ 11 Б, лист с размерами 1,0 х 1300 м, отожженная в агрегате непрерывного отжига (АНО) Ново-Липецкого металлургического комбината. Выбранная деталь имеет брак по штамповке более 2%. Анализу были подвергнуты 45 партий металла, которые отбирались случайно в течение 1,5 лет по 3 заготовки из партии для определения: R, n, A и численного значения критерия штампуемости автолиста трудноштампуемой детали F (табл. 1). Оценку штампуемости проводили в двух условных группах ("плохая" и "хорошая") по вышеприведенным параметрам с получением численного значения по формуле: F = A /(R•n).
К группе "хорошая штампуемость" отошли те партии автолиста, при переработке которых получили детали, соответствующие чертежу (номера партий металла с "хорошей штампуемостью" отмечены звездочкой в таблице). К группе "плохая штампуемость" отошли те партии металла, при переработке которых получили детали, не соответствующие требованиям чертежа (с недопустимым утонением, задирами, гофрами, разрывами).
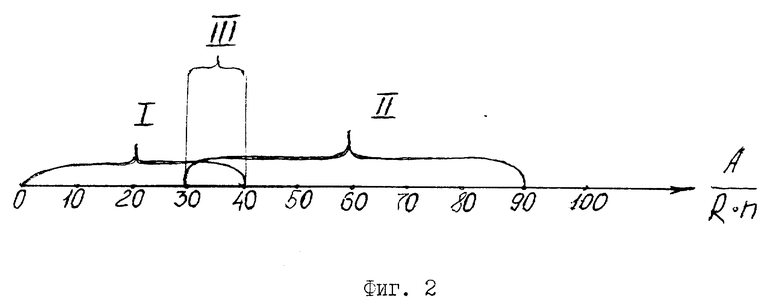
На основании данных испытаний и оценки штампуемости автолиста трудноштампуемой детали, указанных в табл. 1, построили числовую ось с границами величин чисел отношения A /(R • n) (фиг. 2). На числовой оси выделены: I - численные значения показателя штампуемости годных деталей; II - численное значение показателя штампуемости дефектных деталей; III - численное значение показателя штампуемости неопределенной штампуемости, т.к. трудноштампуемые детали в этой области чисел получаются как годные, так и дефектные.
Численное значение интервала качественных деталей равно численному значению показателя штампуемости годных деталей с исключением интервала области неопределенной штампуемости.
Предлагаемый A /(R • n) критерий штампуемости автолиста трудноштампуемых деталей позволяет скорректировать технологию изготовления листового проката по неравномерности пластических свойств (A) с целью получения автолиста с высокой штампуемостью требуемого сортамента, а также позволяет исключить брак выше нормативного (допускается 2% при наладке штампов).
Источники информации
1. ГОСТ 9045-80. Государственные стандарты Союза ССР.
2. ГОСТ 11701-84. Государственные стандарты Союза ССР.
3. Осипов А.Ф. Анализ надежности показателей штампуемости автолистовой стали. Кузнечно-штамповочное производство. - 1995, N 5, с. 15 - 17.
4. Востриков А.А., Гайдук В.В., Аркулис Г.Э. Новый показатель штампуемости металла автолиста. Сталь. - 1982, N 1, с. 67 - 71.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ШТАМПУЕМОСТИ ТОНКОЛИСТОВОГО ХОЛОДНОКАТАНОГО ПРОКАТА МЕТАЛЛА ДЛЯ ТРУДНОШТАМПУЕМЫХ ДЕТАЛЕЙ | 1997 |
|
RU2133461C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ОТШТАМПОВАННОЙ ДЕТАЛИ | 1996 |
|
RU2130608C1 |
| АВТОЛИСТОВАЯ ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2010 |
|
RU2433199C1 |
| НИЗКОУГЛЕРОДИСТАЯ ХОЛОДНОКАТАНАЯ АВТОЛИСТОВАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2008 |
|
RU2395616C2 |
| СТАЛЬ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ (ВАРИАНТЫ) | 2003 |
|
RU2237101C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2004 |
|
RU2255989C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШТАМПУЕМОСТИ МЕТАЛЛА | 2000 |
|
RU2171976C1 |
| СТАЛЬ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2190685C1 |
| НИЗКОУГЛЕРОДИСТАЯ ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2008 |
|
RU2379370C1 |
| СПОСОБ ПРОИЗВОДСТВА IF-СТАЛИ | 2008 |
|
RU2366730C1 |
Изобретение относится к области испытаний, в частности к контролю штампуемости проката из металлов. Способ заключается в отборе из каждой партии автолиста трех заготовок, штамповке из них деталей, определении характеристик механических свойств - коэффициента пластической анизотропии R, показателя деформационного упрочнения n, неравномерности пластической деформации А и значения комплексного критерия штампуемости F по зависимости F=A/(Rn). По этим значениям определяют граничные значения F, соответствующие качественным и некачественным деталям, и область неопределенной штампуемости. А оценку штампуемости автолиста для обеспечения технического результата, заключающегося в повышении ее надежности, производят по численному значению хорошо штампуемых плавок до границы неопределенных по штампуемости плавок. 2 ил., 1 табл.
Способ оценки штампуемости автолиста для трудноштампуемых деталей, заключающийся в отборе из каждой партии автолиста трех заготовок, штамповке из них деталей при одной наладке штампа, определении качественных и некачественных деталей по соответствию чертежу, определении характеристик механических свойств: коэффициента пластической анизотропии R, показателя деформационного упрочнения n, неравномерности пластической деформации А и значения комплексного критерия штампуемости F по зависимости F = A/R • n, определении по ним граничных значений F, соответствующих качественным и некачественным деталям, определении по разности наибольшего и наименьшего граничных значений, соответствующих области неопределенной штампуемости, и оценке штампуемости автолиста для трудноштампуемых деталей по численному значению хорошо штампуемых плавок до границы неопределенных по штампуемости плавок.
