Изобретение относится к восстановлению деталей с большим износом, например бил молотковых мельниц, способом заливки жидким металлом.
Известен способ восстановления звеньев гусениц тракторов заливкой жидким металлом, включающий прожигание в стенке проушины звена технологического отверстия, установку в проушину технологической оправки (стержня), уплотнение ее торцевыми крышками и заливку жидким металлом (Воловик Е.Л. Справочник по восстановлению деталей. М.: Колос, 1981, с. 199).
Однако известный способ не обеспечивает хорошего качества восстановления в результате плохого сплавления наплавленного слоя с деталью и низкой производительности процесса.
В качестве ближайшего аналога выбран способ заливки жидким металлом, заключающийся в подготовке детали, обработки ее флюсом и нагреве ТВЧ, установки детали в отдельно нагретый кокиль и заполнение промежутка между его стенкой и изношенной поверхностью детали жидким металлом (Степанов В.А., Бабусенко С.М. Современные способы ремонта машин. М.: Колос, 1972, с. 220).
Недостатком данного способа является низкое качество восстановления из-за недостаточно хорошего сплавления наплавленного слоя с поверхностью восстанавливаемой детали, а также невысокая производительность процесса из-за необходимости покрытия детали флюсом, отдельного подогрева кокиля и детали, сборки их в нагретом состоянии.
Техническая задача, на решение которой направлено заявляемое к патентованию изобретение - повышение качества восстановления за счет обеспечения полного сплавления наплавленного слоя с поверхностью детали и производительности процесса.
Указанный технический результат достигается тем, что в способе восстановления деталей заливкой жидким металлом, включающем подготовку детали, ее подогрев и сборку с кокилем, согласно изобретению подогрев детали осуществляют после сборки с кокилем посредством электрода, который вводят в кокиль и ведут процесс наведения шлаковой ванны до расплавления флюса и поверхности детали, после чего электрод извлекают.
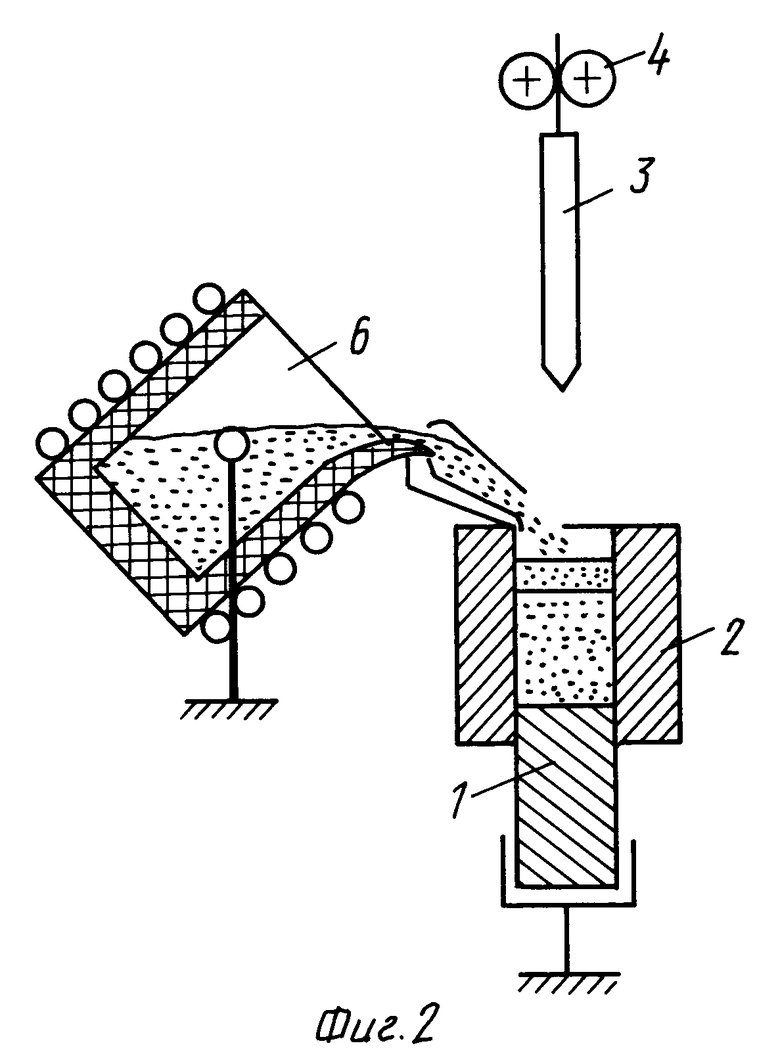
На чертежах изображен вид устройства, реализующего предлагаемый способ восстановления, где: на фиг. 1 показан подогрев детали; на фиг. 2 - заливка жидким металлом.
На закрепленной восстанавливаемой детали 1 установлен кокиль 2. Нерасходуемый электрод 3 с подающим механизмом 4 соединен с источником тока 5, к которому также подсоединяется деталь 1. Тигель 6 служит для расплавления заливаемого металла.
Способ осуществляют следующим образом.
Закрепляют деталь 1 в специальном приспособлении (фиг. 1), соединяют с источником тока 5 и закрепляют на ней кокиль 2. Затем засыпают в кокиль 2 флюс, подают между деталью 1 и электродом 3 напряжение, опускают последний в кокиль до соприкосновения с деталью. Между электродом 3 и деталью 1 возбуждается электрическая дуга, которая горит под слоем сыпучего флюса. Флюс, расплавляясь, становится электропроводным и вначале частично, а затем полностью шунтирует дугу, начинается бездуговой процесс наведения шлаковой ванны. Этот процесс продолжают до тех пор, пока флюс полностью не расплавится и за счет собственного тепла не расплавит верхний слой детали. После этого электрод 3 извлекают из кокиля 2, а из тигля 6 в него заливают расплавленный металл (фиг. 2). В результате того, что заливаемый металл смешивается с расплавленным металлом верхнего слоя детали, обеспечивается полное их сплавление. Для повышения производительности и предотвращения остывания поверхности детали процесс извлечения из кокиля электрода и заливку в него расплавленного металла целесообразно производить одновременно. Температуру в шлаковой ванне поддерживают выше температуры плавления металла, т.к. в противном случае расплавления верхнего слоя детали не произойдет.
Пример выполнения предлагаемого способа.
Способ применяли для восстановления бил молотилок мельниц. Заливаемый металл плавили в индукционной тигельной печи. В качестве нерасходуемого электрода, используемого для подогрева детали, использовали графит. При этом применяли флюс марки АМ-26. Температуру шлаковой ванны измеряли термопарой погружения.
Восстанавливаемую деталь (билу) закрепляли в специальном приспособлении, устанавливали на ней кокиль, вводили в него электрод и засыпали флюс. После подачи напряжения разжигали электрическую дугу и вели процесс наведения шлаковой ванны до температуры 1550o. После этого электрод извлекали и заливали в кокиль порцию расплавленного металла.
Качество сплавления оценивали путем излома по стыку бил, восстановленных известным и предлагаемым способом. Испытания показали, что прочность стыка наплавленного слоя и восстановленной поверхности детали по предлагаемому способу в 2-2,5 выше чем по известному.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 2006 |
|
RU2334608C2 |
| КОКИЛЬ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1998 |
|
RU2139175C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2272703C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2348497C2 |
| КОКИЛЬ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2003 |
|
RU2265069C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1997 |
|
RU2132264C1 |
Изобретение относится к восстановлению деталей с большим износом, например бил молотковых мельниц, способом заливки жидким металлом. Подогрев детали осуществляют после сборки с кокилем посредством электрода, который вводят в кокиль, и ведут процесс наведения шлаковой ванны до расплавления флюса и поверхности детали, после чего электрод извлекают и заливают жидкий металл. Для повышения производительности и предотвращения остывания поверхности детали процесс извлечения из кокиля электрода и заливку в него расплавленного металла целесообразно производить одновременно. Температуру в шлаковой ванне поддерживают выше температуры плавления металла, т.к. в противном случае расплавления верхнего слоя детали не произойдет. После этого электрод извлекают из кокиля, а из тигля в него заливают расплавленный металл. В результате того, что заливаемый металл смешивается с расплавленным металлом верхнего слоя детали, обеспечивается полное их сплавление. 2 ил.
Способ восстановления деталей заливкой жидким металлом, включающий подготовку детали, ее подогрев и сборку с кокилем, отличающийся тем, что подогрев детали осуществляют после сборки с кокилем посредством электрода, который вводят в кокиль, и ведут процесс наведения шлаковой ванны до расплавления флюса и поверхности детали, после чего электрод извлекают.
| Степанов В.А | |||
| и др | |||
| Современные способы ремонта машин | |||
| -М.: Колос, 1972, с.220. |
