Изобретение относится к восстановлению деталей с большим износом электрошлаковым способом, например бил молотковых мельниц, зубьев ковшей экскаваторов и др.
Известен кокиль для восстановления деталей электрошлаковой наплавкой, выполненный по форме покрываемой поверхности и имеющий рубашку охлаждения (а.с. СССР, N 522929, Кл. B 23 K 25/00).
Однако данное устройство не позволяет осуществлять легирование наплавленного слоя другими материалами, не входящими в состав расходуемого электрода.
В качестве ближайшего аналога выбран кокиль для восстановления деталей электрошлаковой наплавкой, состоящий из внутренней полости, копирующей форму восстанавливаемой детали, и рубашки охлаждения (Шварцер А.Я. и др. Восстановление зубьев ковшей экскаваторов с переменным составом наплавленного металла. - Автоматическая сварка, 1985, N 3, с. 53-55).
Данное устройство не позволяет осуществлять легирование наплавленного слоя элементами, не входящими в состав расходуемого электрода. Для направленного легирования рабочей части детали приходится применять составной электрод, что повышает стоимость процесса восстановления. При этом при наплавке происходит перемешивание слоев металла составного электрода и эффект легирования достигается минимальный. Недостатком известного устройства является высокая стоимость изготовления высоколегированных расходуемых электродов.
Техническая задача, на решение которой направлено заявленное техническое решение - повышение качества и снижение себестоимости восстановления за счет направленного легирования рабочей поверхности восстанавливаемой детали легирующими материалами, не входящими или входящими в недостаточном количестве в состав расходуемого электрода, а также снижение стоимости последнего.
Указанный технический результат достигается тем, что у кокиля для восстановления деталей электрошлаковой наплавкой, выполненного с внутренней полостью, копирующей форму восстанавливаемой детали и рубашки охлаждения, согласно изобретению, на поверхности внутренней полости кокиля выполнены пазы, заполненные легирующими материалами.
В пазы установлены вставки из легирующих материалов.
Пазы выполнены на внутренней полости, обращенной к рабочей поверхности детали и имеют форму "ласточкина хвоста".
Легирующие материалы выбраны с температурой плавления выше температуры шлаковой ванны.
Наличие пазов на внутренней поверхности кокиля, заполненных легирующими материалами или вставками из них, позволяет осуществлять направленное легирование наплавленного слоя металла элементами, отсутствующими или содержащимся в недостаточном количестве в расходуемом электроде, что с одной стороны, повышает качество наплавки, а с другой - снижает ее себестоимость, т. к. легирование осуществляется не по всему объему металла, а только в рабочей части.
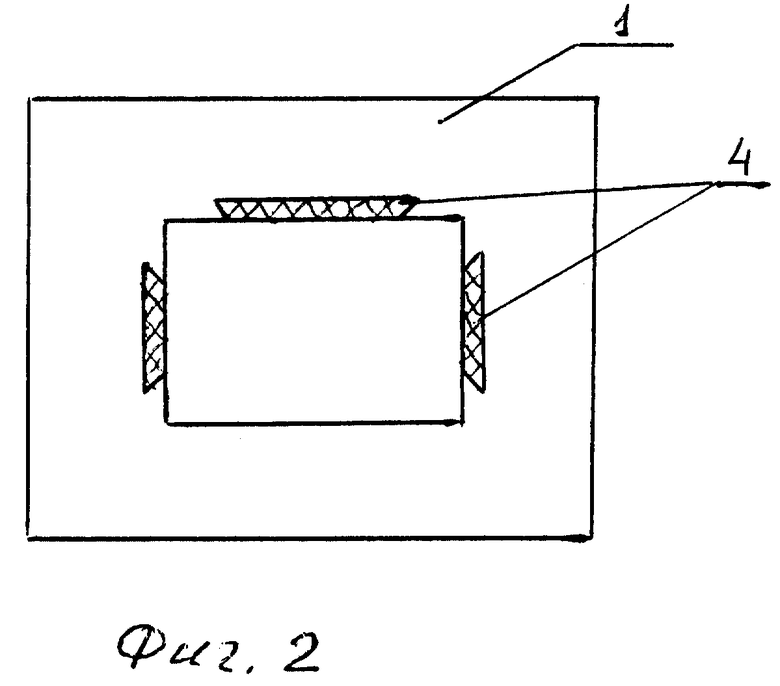
Сущность изобретения поясняется чертежом, где: на фиг.1 приведен в разрезе кокиль с пазами на его внутренней поверхности, заполненными легирующими материалами или вставками из них, а на фиг. 2 - вид кокиля с пазами сверху.
Кокиль 1 (фиг. 1) состоит из внутренней полости, копирующей форму восстанавливаемой детали 2 и рубашки охлаждения 3. На внутренней поверхности кокиля 1, обращенной к рабочей поверхности детали 2, выполнены пазы 4, заполненные легирующими материалами или вставками из них.
Кокиль используется следующим образом. Пазы 4 заполняются легирующими материалами, либо в них устанавливаются вставки из них. Затем кокиль 1 устанавливают на восстанавливаемую деталь 2, подают воду в рубашку охлаждения 3, засыпают флюс, и расходуемым электродом осуществляют электрошлаковую наплавку. После наплавки нескольких деталей легирующие материалы или вставки из них выгорают и их заменяют на новые.
Наличие пазов на внутренней поверхности кокиля, заполненных легирующими материалами, позволяет осуществлять эффективное легирование элементами отсутствующими, или содержащимися в недостаточном количестве в расходуемом электроде. Причем сам расходуемый электрод вообще может быть выполнен из обычной нелегированной низкоуглеродистой стали, а легирование наплавленного слоя осуществляется за счет легирующих элементов, расположенных в пазах, что значительно экономичнее применения высоколегированных расходуемых электродов. Это связано с тем, что при наличии легирующим материалов не в расходуемом электроде, а в пазах процесс легирования происходит не по всему объему наплавленного металла, а в большей степени по периферии, прилегающей к пазам, что значительно экономичнее.
В случае выполнения пазов на внутренней полости кокиля, обращенной к рабочей поверхности детали, легирование более интенсивно будет осуществляться именно этой поверхности и позволит сохранить вязкую сердцевину детали, что в дальнейшем повышает ее ударную вязкость.
Из технологических соображений более рационально легирующие материалы выполнять в виде вставок, которые устанавливают в пазах кокиля и по мере выгорания заменяют на новые.
Легирующие материалы могут представлять как однокомпонентный, так и многокомпонентный материал. Причем температура плавления легирующих материалов, как и вставок, изготовленных из них, должна быть выше температуры шлаковой ванны. В противном случае расплавленный наплавляемый металл заполнит пазы, что изменит форму восстанавливаемой детали, а в случае изготовления пазов в виде "ласточкина хвоста" к тому же значительно затруднит удаление ее из кокиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2003 |
|
RU2265069C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2272703C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2348497C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2275283C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264900C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 1997 |
|
RU2124963C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2015 |
|
RU2604165C2 |
Изобретение может быть использовано при восстановлении деталей с большим износом электрошлаковым способом. Кокиль выполнен с внутренней полостью, копирующей форму восстанавливаемой детали. Имеет рубашку охлаждения. На внутренней полости кокиля выполнены пазы. Пазы заполнены легирующими материалами. Легирующий материал может быть выполнен в виде вставок. Температура плавления легирующих материалов выше температуры шлаковой ванны. Пазы могут иметь форму "ласточкина хвоста". Расходуемый электрод может быть выполнен из обычной низкоуглеродистой стали. Легирование наплавленного слоя осуществляется за счет расположенных в пазах легирующих элементов. Изобретение обеспечивает снижение себестоимости восстановления деталей за счет направленного легирования рабочей поверхности и позволяет повысить качество наплавки. 4 з.п.ф-лы, 2 ил.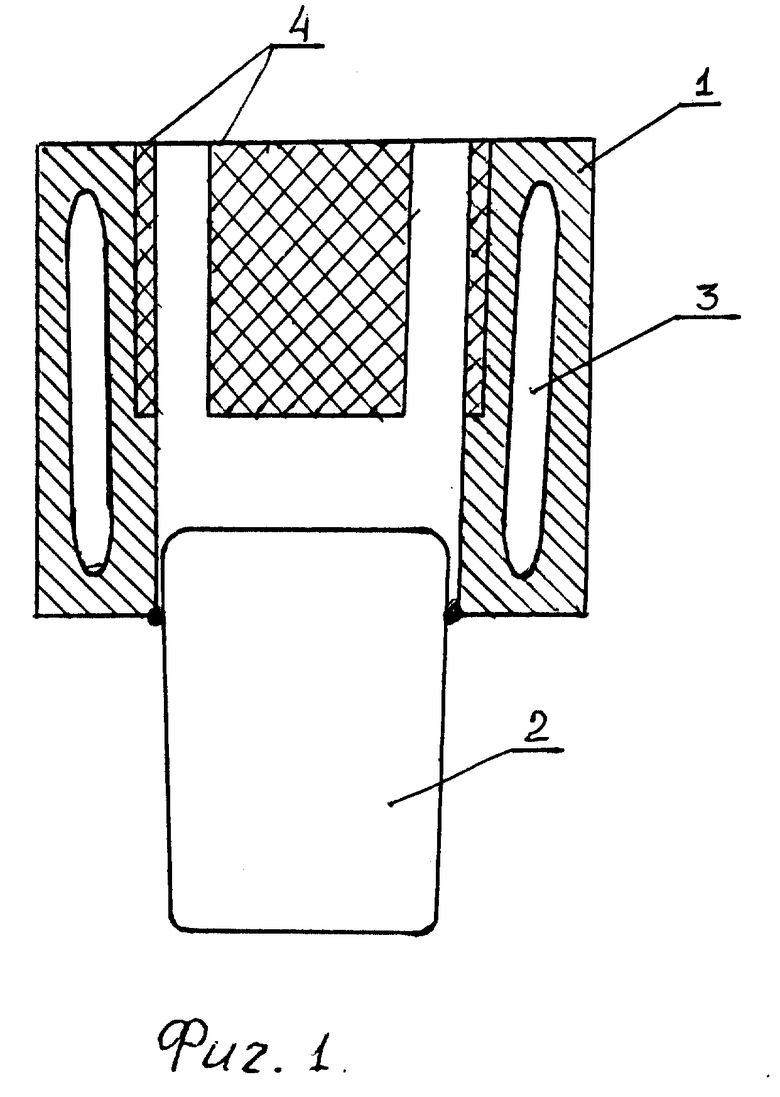
| Шварцер А.Я | |||
| и др | |||
| Восстановление зубьев ковшей экскаватора с переменным составом наплавленного металла, Автоматическая сварка, 1985, N 3, с.с.53 - 55 | |||
| Устройство для электрошлаковой наплавки | 1972 |
|
SU522929A1 |
| Кокиль для электрошлаковой сварки | 1977 |
|
SU740446A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| ПРОИЗВОДНЫЕ N-(3-АМИНОПРОПИЛ)-N-ФЕНИЛ-5,6,7,8-ТЕТРАГИДРОНАФТАЛИН-2-КАРБОКСАМИДА, СПОСОБ ИХ ПОЛУЧЕНИЯ И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2138479C1 |
| Способ анализа распределения активности по размерам частиц | 1986 |
|
SU1356761A1 |
