Изобретение относится к восстановлению деталей с большим износом, преимущественно бил молотковых мельниц, электрошлаковым способом.
Известно устройство для восстановления деталей электрошлаковым способом, содержащее водоохлаждаемый кокиль, электрод с приводом его перемещения и источник тока (Воловик Е.Л. Справочник по восстановлению деталей.-М.: Колос, 1981. стр. 195).
Однако данное устройство не позволяет получать восстановленные детали одинакового веса.
В качестве ближайшего аналога выбрано устройство для восстановления деталей электрошлаковой наплавкой, содержащее водоохлаждаемый кокиль с приводом перемещения и систему отключения процесса наплавки (авт.св. СССР N 522929, кл. B 23 K 25/00).
Данное устройство предназначено для наплавки преимущественно тел вращения и обеспечивает наплавку слоя металла за один оборот детали. При этом кокиль подпружинен к детали и выполнен с возможностью воздействия на конечный выключатель системы отключения процесса наплавки. В конце наплавки, в момент замыкания наплавленного слоя, образуется избыток металла, который отводит кокиль, а тот в свою очередь замыкает конечный выключатель.
Недостатком данного устройства является невозможность получать восстановленные детали одинакового веса. Для деталей, выполняющих функцию вращающихся масс и устанавливаемых в механизмах партиями, например бил молотковых мельниц, они должны иметь одинаковый вес для исключения дисбаланса в результате возникновения больших сил инерции. Различие таких деталей в весе обуславливает необходимость их сортировки по партиям или дополнительной механической обработки, что повышает трудоемкость и себестоимость восстановления.
Техническая задача, на решение которой направлено заявленное техническое решение, - использование устройства для восстановления деталей, преимущественно бил молотковых мельниц, методом электрошлаковой наплавки строго определенной массы металла, с целью получения восстановленных деталей одинакового веса и исключения последующей их сортировки или механической обработки, а также с максимальной производительностью процесса и широкими технологическими возможностями устройства.
Указанный технический результат достигается тем, что устройство для восстановления деталей электрошлаковой наплавкой, преимущественно бил молотковых мельниц, содержит охлаждаемый кокиль, приспособление для крепления детали, электрод с приводом перемещения, систему отключения процесса наплавки и весовой механизм, на котором расположены деталь с кокилем.
Весовой механизм выполнен с возможностью воздействия на выключатель системы отключения процесса наплавки.
Весовой механизм выполнен в виде упругой балки с тензочувствительными элементами, включенными в измерительную схему.
Приспособление для крепления детали выполнено в виде роторного поворотного механизма с направляющими, посредством которых деталь с кокилем установлена с возможностью воздействия на весовой механизм и перемещения в вертикальной плоскости.
Наличие весового механизма в предлагаемом устройстве позволяет наплавлять на деталь ту массу металла, которую она потеряла в процессе работы в результате изнашивания. Это дает возможность после наплавки получать детали с одинаковым весом и исключить необходимость их сортировки или механической обработки, что снижает трудоемкость и себестоимость восстановления. Возможность воздействия весового механизма на выключатель системы отключения процесса наплавки и выполнение приспособления для крепления детали в виде роторного поворотного механизма с направляющими позволяет обеспечить высокую производительность и широкие технологические возможности предлагаемого устройства.
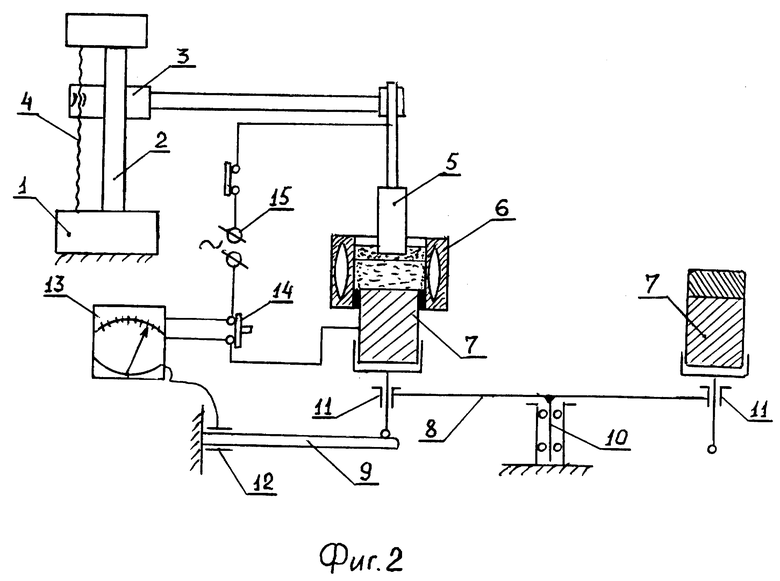
Сущность изобретения поясняется чертежом, где на фиг. 1 приведена принципиальная схема устройства; на фиг. 2 - частные случаи его реализации.
Устройство (фиг. 1) содержит основание 1, на котором установлена направляющая колонна 2 с подвижной кареткой 3, связанной с приводом вертикального перемещения 4 электрода 5. Водоохлаждаемый кокиль 6 крепится на детали 7, которая установлена в приспособлении для ее крепления 8. Деталь 7 с кокилем 6 посредством приспособления 8 расположена на весовом механизме 9.
В частном случае (фиг. 2) весовой механизм 9 представляет собой упругую балку с тензорезисторами 12, сигнал от которых через тензоусилитель подается на показывающий прибор 13, снабженный конечным выключателем 14 системы отключения процесса наплавки. Приспособление для крепления детали выполнено в виде роторного поворотного механизма и имеет несколько позиций. Ротор 8 установлен на оси 10 и содержит направляющие 11, которые обеспечивают возможность детали 7 с кокилем 6 воздействовать на весовой механизм 9. Ротор 8 может поворачиваться на оси 10, чем достигаются смена позиций и поочередная подача деталей в зону наплавки.
Устройство работает следующим образом.
Восстанавливаемая деталь 7 (фиг. 1) предварительно взвешивается и определяется масса металла, которую необходимо на нее наплавить, после чего она устанавливается в приспособление для крепления 8. На деталь 7 монтируется кокиль 6, в который засыпается флюс. Вся сборка устанавливается на весовой механизм 9 и фиксируется ее общая масса. От источника тока 15 между деталью 7 и электродом 5 подают напряжение, вводят электрод 5 в кокиль 6, разжигают электрическую дугу и наводят шлаковую ванну, затем осуществляют процесс электрошлаковой наплавки. По мере расплавления электрод 5 вводится в кокиль 6, и по циферблату весового механизма 9 контролируется масса наплавляемого металла. Напряжение отключают, когда будет направлена требуемая для данной детали масса металла.
При выполнении весового механизма в виде упругой балки с тензочувствительными элементами (фиг. 2) перед началом работы производят его настройку на вес новой детали путем установки показывающего прибора на нуль с учетом массы кокиля, флюса и других элементов. Восстанавливаемая деталь 7 с кокилем 6 устанавливается на одну из свободных позиций ротора 8, который поворачивают на оси 10 и подают деталь в зону наплавки и одновременно посредством направляющей 11 надвигают на весовой механизм 9. Поскольку весовой механизм настроен на вес новой детали, а масса остальных элементов неизменна, то стрелка показывающего прибора 13 отклонится от нуля и покажет массу металла, которую необходимо наплавить на данную изношенную деталь. Наплавку ведут описанным выше способом. В процессе наплавки стрелка показывающего прибора 13 будет двигаться к нулю, показывая количество направляемого металла, а достигнув его, замкнет конечный выключатель 14 и процесс наплавки прекратится. Одновременно в процессе наплавки на других позициях ротора 8 выполняются различные подготовительные операции, например, установка изношенной детали и снятие наплавленной, охлаждение детали после наплавки и другие.
В целом предлагаемое изобретение позволяет получать восстановленные детали требуемого качества с меньшей трудоемкостью и себестоимостью, более высокой производительностью и технологическими возможностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2008 |
|
RU2368476C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 1997 |
|
RU2124963C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2348497C2 |
| КОКИЛЬ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1998 |
|
RU2139175C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2350449C2 |
| КОКИЛЬ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2003 |
|
RU2265069C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2275283C2 |
Изобретение может быть использовано для восстановления деталей с большим износом, преимущественно бил молотковых мельниц, электрошлаковым способом при наплавке строго определенной массы металла. Изобретение позволяет получить восстановленные детали одинакового веса, исключить их последующую сортировку или механическую обработку при максимальной производительности процесса и широких технологических возможностях устройства. Устройство содержит охлаждаемый кокиль, весовой механизм, приспособление для крепления детали в виде роторного поворотного механизма (РПМ), электрод с приводом перемещения и систему отключения наплавки. РПМ снабжен устройством, посредством которого деталь с кокилем установлены с возможностью перемещения в вертикальной плоскости и воздействия на весовой механизм. Указанное устройство может быть выполнено в виде направляющей. 1 з.п.ф-лы, 2 ил.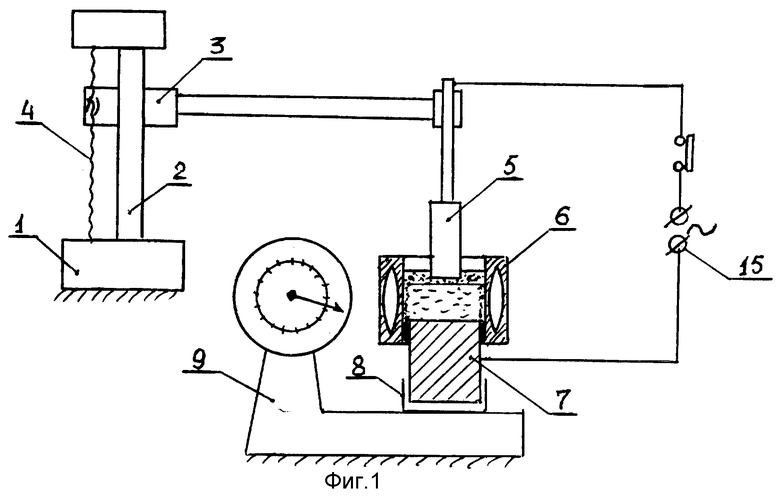
| Воловик Е.Л | |||
| Справочник по восстановлению деталей | |||
| - М.: Колос, 1981, с.195 | |||
| SU, авторское свидетельство, 522929, В 23 К 25/00, 1976. |
