Изобретение относится к железнодорожному транспорту, в частности, к конструкциями цистерн горизонтального расположения для перевозки жидких грузов.
Известны котлы железнодорожных цистерн, выполненные из низколегированных сталей, оборудованные сливными устройствами, где помимо наружных имеется внутренняя лестница для спуска внутрь котла.
Слив и налив открытый. Налив - верхний, через горловину люка-лаза. Слив - нижний, через сливной прибор. Цистерны снабжены предохранительно-впускным клапаном для защиты от повышения давления и образования вакуума в котле, также снабжены устройством для определения предельного уровня заполнения котла [1].
Наиболее близким техническим решением к предлагаемой конструкции котла-цистерны является железнодорожная цистерна для транспортировки жидких грузов, включающая установленный на ходовой части посредством рамы котел в виде горизонтальной емкости, состоящий из эллиптических днищ и цилиндрической обечайки, выполненной из трех царг, из которых концевые соединены с днищами и свободно размещены на раме, а средняя царга посредством фасонных лап жестко закреплена на раме и имеет люк и сливное устройство. Каждая цанга цилиндрической обечайки выполнена из соединенных между собой верхних листов и нижних, броневых, листов таким образом, что отношение верхних листов к нижним, броневым, составляет 1 : 1,2, при этом каждый продольный сварной шов между верхним и нижним, броневым, листами каждой концевой цанги выполнен так, что угол между ним и нижней образующей котла составляет не менее 95o, а каждый кольцевой сварной шов между средней и концевой царгой выполнен на расстоянии от эллиптического днища, равном не менее 0,23 : 0,24 от общей длины обечайки, причем сварной шов между нижним, броневым, и последующими листами средней царги выполнен под углом не менее 40oC от нижней образующей котла, при этом средняя царга выполнена из пяти листов, четыре из которых имеют равную ширину, а пятый - составляет не менее 0,5 от ширины одного из четырех [2].
Недостаток существующей конструкции цистерны заключается в повышении ее металлоемкости за счет увеличения ширины броневого листа, средней и концевых царг обечайки, а также в значительной трудоемкости ее изготовления, что обуславливается увеличением количества сварных швов обечайки. Увеличение числа требуемых сварных швов дает повод к появлению усадочных напряжений и дефектов в сварных швах и, кроме того, требует больших трудозатрат. Возникающие явления коррозии и образования ржавчины на поверхности, находящейся внутри корпуса и в области сварных швов емкости, не могут быть распознаны и поэтому являются фактором ненадежности при длительной эксплуатации цистерны.
Целью изобретения является повышение технологичности цистерны, снижение металлоемкости, уменьшение трудоемкости и себестоимости ее изготовления, повышение надежности при транспортировке жидких грузов, а также повышение срока ее эксплуатации.
Поставленная цель достигается тем, что предлагаемая железнодорожная цистерна для транспортировки жидких грузов, включающая установленный на ходовой части посредством рамы котел в виде горизонтальной емкости, состоящей из днищ и цилиндрической обечайки, выполненной из трех царг, из которых концевые соединены с днищами и свободно размещены на раме, а средняя царга посредством фасонных лап жестко закреплена на раме и имеет люк и сливное устройство, а каждая царга цилиндрической обечайки выполнена из соединенных между собой верхних и нижних, броневых, листов так, что отношение толщин верхних листов к нижним, броневым, составляет 1 : 1,2, каждый кольцевой сварной шов между средней и концевой царгой выполнен на расстоянии от днища, равном 0,15 - 0,3 от общей длины обечайки, при этом средняя царга выполнена не более чем из четырех листов
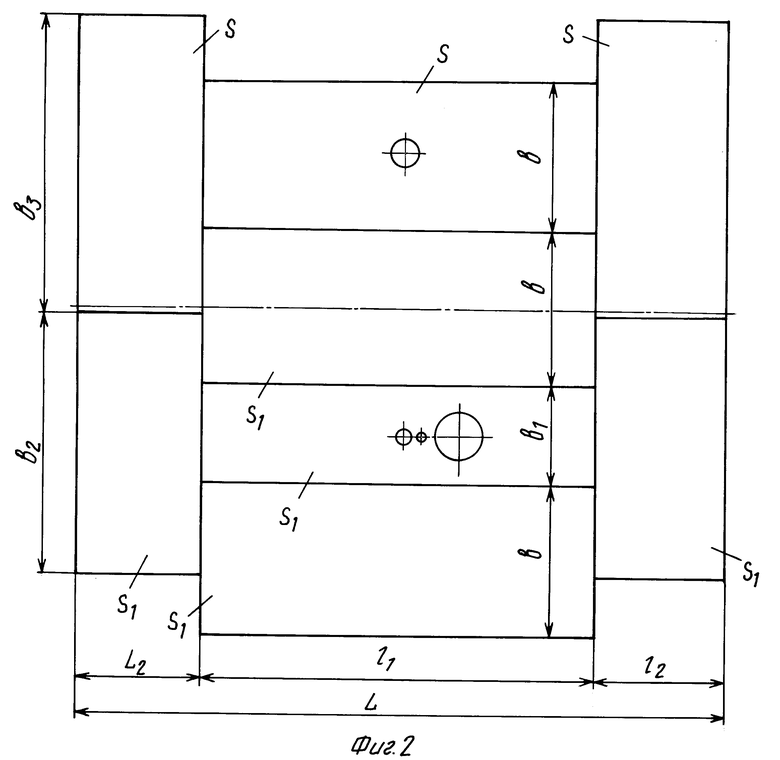
На фиг. 1 предоставлен общий вид предлагаемой железнодорожной цистерны для транспортировки жидких грузов; на фиг. 2 - раскрой обечайки.
Железнодорожная цистерна для транспортировки жидких грузов (фиг. 1) содержит ходовые части 1, раму вагона 2 и котел в виде горизонтально расположенной емкости, собранной из трех царг 3, 4 и двух днищ 5. С торца котла концевые царги 3 соединены с днищем 5.
Средняя царга 4 котла снабжена сверху люком 6 с ригельной крышкой, предназначенным для залива продуктов и герметичности котла. Рядом с люком устанавливается предохранительно-впускной клапан, отрегулированный на избыточное давление и вакуум. Котел имеет нижний слов и оборудован универсальным сливным прибором 7, расположенным в середине котла. Для обеспечения полного слива продукта нижний лист имеет уклон к сливному прибору. Для предотвращения продольных смещений средняя часть котла связана с рамой фасонными лапами 8, приваренными к нижнему листу котла и соединенными призонными болтами с лапами платформы, приваренными к хребтовой балке рамы. Концевые царги котла свободно лежат на деревянных брусках, укрепленных болтами в металлических желобах опор, установленных на шкворневых балках рамы. Для предотвращения вертикальных и поперечных перемещений использованы стяжные хомуты 9, которыми котел крепится к крайним опорам.
Котел представляет собой сварную конструкцию, состоящую из трех царг, сваренную заранее в одну обечайку и двух днищ.
Заготовку днища котла изготавливают из двух половин со сварным швом посередине. Листы раскраивают, затем режут газовой резкой, правят и на строгальном станке фрезеруют кромки под автоматическую сварку. Стыковой шов выполняют с двух сторон автоматической сваркой на сварочном стенде под слоем флюса с флюсовой подушкой. Из заготовки плазменной резкой вырезают круг, из которого на прессе штампуют днище. После штамповки кромки под сварку обрезают и зачищают шлифовальной машинкой.
Обечайка (фиг. 2) выполнена из двух концевых 3 и средней 4 царг, соотношение толщины верхних S1 листов обечайки к нижним, броневым, S составляет 1 : 1,2. Заготовка концевых царг (фиг. 2) выполнена из двух продольных листов, размер которых b2 и b3 выполнен с учетом того, что при сварке продольного сварного шва между ними образовался угол 60-90o от нижней образующей обечайки, а размер l2 выбран с учетом соотношения 0,15 : 0,3 к общей длине обечайки L.
Средняя царга, длина которой l1, выполнена не более чем из четырех продольных листов, причем при сборке обечайки продольной сварной шов между нижним, броневым, и последующими листами должен быть выполнен под углом 30-50o от нижней образующей котла.
Заготовки царг раскраиваются и режутся в размер на гильотинных ножницах, стыкуются между собой прихватками, затем кромки и околошовочные кромки зачищаются и завариваются стыковыми швами под слоем флюса на флюсовой подушке. Собранные царги завальцовывают в вальцах с подгибкой кромок, которые затем прихватываются и завариваются встык автоматической сваркой с двух сторон.
Готовые царги собирают в обечайку, совмещая при этом осевые линии броневых листов встык на гидроскобе. Днища подгоняют к обечайке и прихватывают электросваркой. Затем размечают и вырезают отверстия под люк, сливной прибор, бобышку под предохранительный клапан с корпусом котла.
Исследование напряженного состояния котла цистерны под давлением при транспортировке жидких грузов позволяет выявить наиболее загруженные участки, определяющие его прочность. На усталостную прочность сварных швов влияет напряженно-деформированное состояние при действии опорного давления от массы котла.
Предлагаемая конструкция цистерны обеспечивает снижение уровня напряжения в среднем сечении кольцевых царг до 67,2 МПа, что меньше допустимого (190 МПа) более чем в два раза, а в среднем сечении средней царги снижение уровня напряжения до 68,8 МПа, что также ниже допустимого более чем в два раза.
Каждый кольцевой сварной шов между средней и концевой царгой выполнен на расстоянии не менее 0,15 - 0,3 от общей длины обечайки и также расположен в низко нагруженной зоне 50,5 МПа, уровень напряжения в 1,3 раза ниже чем в опоре. Поэтому предлагаемая конструкция котла-цистерны обладает улучшенными прочностными характеристиками.
Предлагаемая конструкция железнодорожной цистерны для транспортировки жидких грузов позволила:
1. Повысить технологичность, снизить металлоемкость за счет уменьшения ширины броневого листа и тем самым понизить себестоимость ее изготовления.
2. Повысить прочность котла путем уменьшения количества продольных сварных швов средней царги обечайки и тем самым обеспечить надежность перевозки жидких грузов.
Источники информации
1. Вагоны-цистерны, полувагоны, контейнеры, резервуары. Каталог. Украина, Мариуполь: Реклама, с.10-12 (фирма "Азовмаш").
2. Патент РФ N 2074828 на изобретение "Железнодорожная цистерна для транспортировки жидких грузов."р
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1997 |
|
RU2118598C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1995 |
|
RU2074828C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 2001 |
|
RU2197400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КОТЛА ЦИСТЕРНЫ ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1997 |
|
RU2117613C1 |
| ЦИСТЕРНА | 1997 |
|
RU2116919C1 |
| КОТЕЛ ВАГОНА-ЦИСТЕРНЫ ДЛЯ ПЕРЕВОЗКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2013 |
|
RU2568623C2 |
| ЦИСТЕРНА | 1997 |
|
RU2122955C1 |
| ВАГОН-ЦИСТЕРНА | 2014 |
|
RU2629623C2 |
| Вагон-цистерна (варианты) | 2020 |
|
RU2748083C1 |
| Контейнер-цистерна | 2022 |
|
RU2781502C1 |
Изобретение относится к железнодорожному транспорту, в частности, к конструкциям цистерн горизонтального расположения для перевозки жидких грузов. Железнодорожная цистерна для транспортировки жидких грузов включает установленный на ходовой части посредством рамы котел в виде горизонтальной емкости, состоящей из днищ и цилиндрической обечайки, выполненной из трех царг, из которых концевые соединены с днищами и свободно размещены на раме, а средняя царга посредством фасонных лап жестко закреплена на раме и имеет люк и сливное устройство. Каждая царга цилиндрической обечайки выполнена из соединенных между собой верхних и нижних, броневых, листов так, что отношение толщин верхних листов к нижним, броневым, составляет 1:1,2. Каждый кольцевой сварной шов между средней и концевой царгой выполнен на расстоянии от днища, равном 0,15-0,3 общей длины обечайки, а средняя царга выполнена не более чем из четырех листов, что позволяет повысить технологичность и прочность котла и снизить металлоемкость. 2 ил.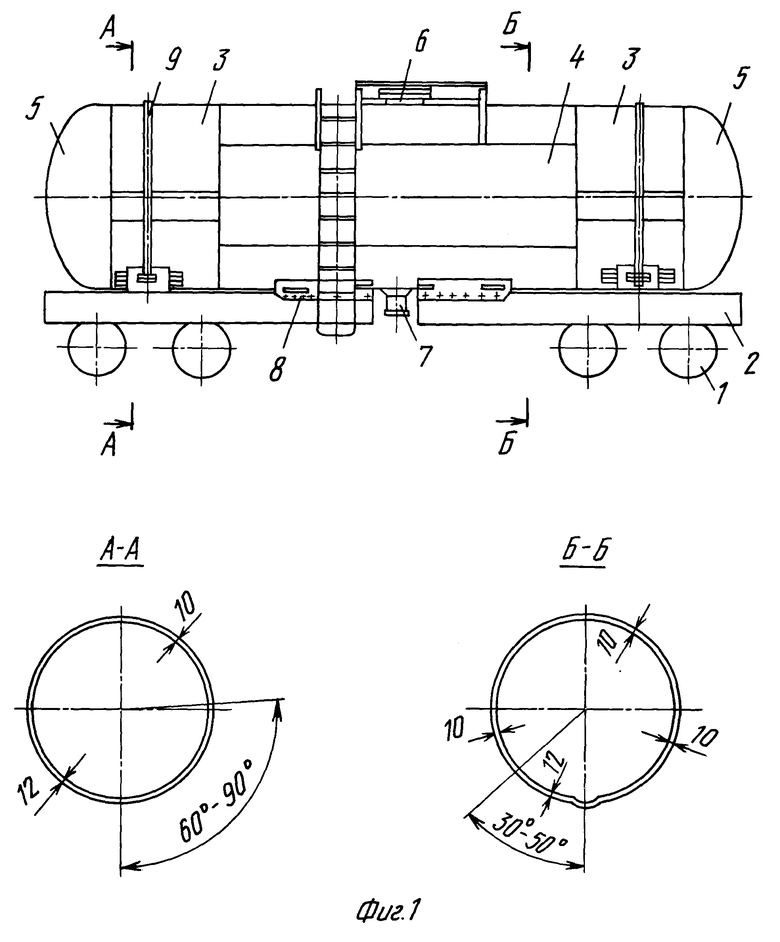
Железнодорожная цистерна для транспортировки жидких грузов, включающая установленный на ходовой части посредством рамы котел в виде горизонтальной емкости, состоящей из днищ и цилиндрической обечайки, выполненной из трех царг, из которых концевые соединены с днищами и свободно размещены на раме, а средняя царга посредством фасонных лап жестко закреплена на раме и имеет люк и сливное устройство, а каждая царга цилиндрической обечайки выполнена из соединенных между собой верхних и нижних броневых листов так, что отношение толщин верхних листов к нижним броневым составляет 1 : 1,2, отличающаяся тем, что каждый кольцевой сварной шов между средней и концевой царгой выполнен на расстоянии от днища, равном 0,15 - 0,3 общей длины обечайки, при этом средняя царга выполнена не более чем из четырех листов.
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 1995 |
|
RU2074828C1 |
| Затвор крышки люка транспортной емкости | 1976 |
|
SU592646A1 |
| Цистерна | 1988 |
|
SU1570941A1 |
| US 4388873 A, 21.06.83. | |||
