Настоящее изобретение касается теплообменной трубы для отопительного котла, в частности для теплового котла на газовом топливе согласно ограничительной части п. 1 формулы изобретения.
В тепловых котлах, которые действуют в основном с отопительными котлами на газовом топливе, газообразные продукты сгорания охлаждаются до получения жидкого конденсата отработанных газов, чтобы также использовать теплоту конденсации. Предпосылкой тому является то, что отопительный котел работает при температуре воды в котле, которая на конечном пути сгорания газообразных продуктов в отопительном котле оказывается ниже, чем температура точки росы газообразных продуктов сгорания. При этом стремятся к тому, чтобы на возможно более коротком участке пути движения газообразных продуктов сгорания охлаждать с помощью водоохлаждаемой теплообменной трубы отопительного котла газообразные продукты сгорания при высокой температуре на входе, которая при современных газовых горелках может находиться на уровне примерно 850oC, до температуры, существующей на уровне между температурой точки росы и более низкой температурой котельной воды, существующей на обратном пути горячей воды отопительного котла, например, при 30oC. При этом известны теплообменные трубы, которые состоят из цилиндрической гладкостенной внешней трубы, выполненной из стали, коррозийно-стойкой против кислотного конденсата отработанных газов, и из алюминиевой профильной вставки, имеющей поперечное сечение в форме звезды и вставляемой во внешнюю трубу. В отопительных котлах наиболее часто используемой конструкции внешняя труба должна быть выполнена из стали, чтобы быть приваренной к основанию трубы или же к пластинам трубы, которые разделяют водяную камеру котла, окружающую теплообменную трубу, с одной стороны от камеры сгорания и с другой стороны от сборника отработанных газов отопительного котла. Соединительная труба, состоящая из внешней стальной трубы и из алюминиевой профильной вставки, может находиться под действием высокой температуры газа, существующей на входе, потому что алюминий имеет более высокий коэффициент удлинения, чем сталь, так что профильная вставка в местах своего соприкосновения с внешней трубой даже при увеличивающемся давлении в связи с возрастающей температурой сохраняет теплопроводный контакт с внешней трубой. В случае известной соединительной трубы теплопередача от алюминиевой профильной вставки, выполненной в форме звезды, к внешней стальной трубе определяется и ограничивается тем, что профильная вставка касается внешней трубы только в местах зубчатых поверхностей радиальных элементов профильной вставки, стенки которых являются относительно тонкими по своему поперечному сечению, чтобы тем самым сохранить достаточно свободное поперечное сечение во внешней трубе для прохождения газообразных продуктов сгорания. Далее для приваривания внешней стальной трубы к пластинкам трубы оказалось необходимым, что на концах внешней трубы концы алюминиевой профильной вставки, выполненной в форме звезды, были смещены на достаточное расстояние, чтобы предотвратить разрушение радиальных элементов алюминиевой профильной вставки под действием теплоты сварки, возникающей на концах внешней трубы.
В основе настоящего изобретения лежит задача создать теплообменную трубу указанного выше типа, которая позволяет получить более высокий коэффициент теплопередачи от газообразных продуктов сгорания котельной воде и при этом может легко изготавливаться, а также может подвергаться дальнейшей обработке при монтаже в отопительном котле.
Эту задачу решает настоящее изобретение благодаря конструкции теплообменной трубы, выполненной как соединительная труба, состоящей из внешней стальной трубы и алюминиевой профильной вставки, и имеющей отличительные признаки согласно п. 1 формулы изобретения.
Профильная трубчатая вставка теплообменной трубы в соответствии с настоящим изобретением выполняется с одной стороны с очень большой внутренней поверхностью, воспринимающей тепло газообразных продуктов сгорания и с расположенными преимущественно внутри обеих полуобечаек ребрами в виде гребенки, и прилегает по сравнению с известными профилями, имеющими форму звезды, своей существенно большей внешней поверхностью к внутренней кромке водоохлаждаемой стальной внешней трубы, в результате чего коэффициент теплообмена от газообразных продуктов сгорания котельной воде значительно повышается. В результате проведенных опытов было установлено, что в тепловом котле, у которого циркулирующая горячая вода при входе в отопительный котел имеет температуру примерно 30oC, при длине теплообменной трубы в соответствии с настоящим изобретением до температуры на выходе примерно 48oC, только незначительно превышающей температуру циркулирующей воды. Этот неожиданный результат получается с помощью до настоящего времени неизвестной и применимой в тепловом котле теплообменной трубы. Небольшая длина теплообменной трубы дает возможность получить другое существенное преимущество, состоящее в том, что тепловой котел при вертикальном расположении теплообменной трубы может быть выполнен ниже или же при горизонтальном расположении теплообменной трубы может быть выполнен короче и тем самым экономится место. Несмотря на выполнение профильной вставки с большой поверхностью, прилегающей к внешней трубе, и с большой плотностью нагревательных поверхностей внутри трубы, может профильная вставка, имеющая форму трубы, изготавливаться просто и недорого благодаря разделению на две полуобечайки и благодаря выполнению каждой полуобечайки со своими ребрами в виде открытого с одной стороны профиля. Для изготовления с помощью профильного прессования не требуется никаких так называемых подвижных стержней в матрице вытяжного штампа, в результате чего труба становится дешевле и долговечнее. Особое преимущество при дальнейшей обработке теплообменной трубы в соответствии с настоящим изобретением или при ее монтаже в тепловом котле получается в том, что при приваривании внешней трубы к своей пластине не происходит разрушения алюминиевой профильной вставки благодаря очень большой контактной теплопроводной поверхности и большому коэффициенту теплопроводности, если конец профильной вставки простирается до совмещения с концом внешней трубы, который приваривается к пластине. Теплообменная труба не должна таким образом изготавливаться со смещенными относительно концов внешней трубы концами профильной вставки, но может при монтаже в отопительном котле отрезаться простым прямым разрезом на необходимую длину изготавливаемой детали. Конструктивное исполнение контактирующих продольных кромок обеих полуобечаек с лабиринтообразным уплотнением, состоящим из пазообразных углублений и ребристых выступов, предотвращает образование зазоров между алюминиевой профильной вставкой и стальной внешней трубой, через которые могут проникать выхлопной газ или конденсат, что может приводить к возникновению коррозии в зазорах. Если профильная вставка при самом простом конструктивном исполнении теплообменной трубы в соответствии с настоящим изобретением прилегает непосредственно по всей окружности своего трубчатого тела к внешней трубе, то изготовление теплообменной трубы может выполняться таким простым способом, поскольку трубчатое тело имеет такой внешний диаметр, который в основном соответствует внутреннему диаметру внешней трубы и оказывается меньше только на такую незначительную величину, чтобы трубчатое тело могло свободно вводиться во внешнюю трубу, и чтобы после этого внешняя труба в результате процесса сжатия по всей окружности внешней трубы, например, в результате процесса вальцовки или процесса вытяжки сжималась в радиальном направлении и прижималась к алюминиевой профильной вставке. В результате этого соприкасающиеся продольные кромки обеих полуобечаек, а также трубчатое тело и внешняя труба прессуются плотно вместе таким образом, что не возникает никакого зазора. Это является также важным для торцевых кромок конечной части теплообменной трубы, выступающей за пластины трубы, чтобы также и в этом месте не мог проникать отработанный газ или конденсат между трубчатым телом алюминиевой профильной вставки и внешней стальной трубы.
В зависимых пунктах формулы изобретения описываются преимущественные варианты исполнения теплообменной трубы в соответствии с настоящим изобретением.
На чертежах изображены различные варианты конструктивного исполнения теплообменной трубы в соответствии с настоящим изобретением:
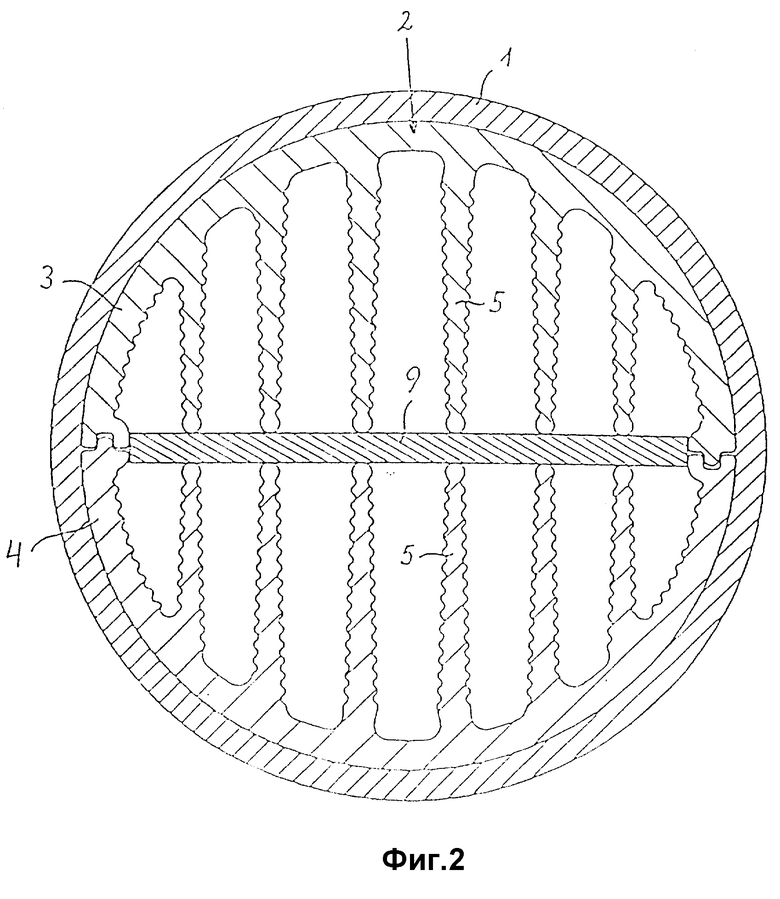
фиг. 1 показывает вариант конструктивного исполнения теплообменной трубы с алюминиевой профильной вставкой, прилегающей непосредственно к внешней стальной трубе;
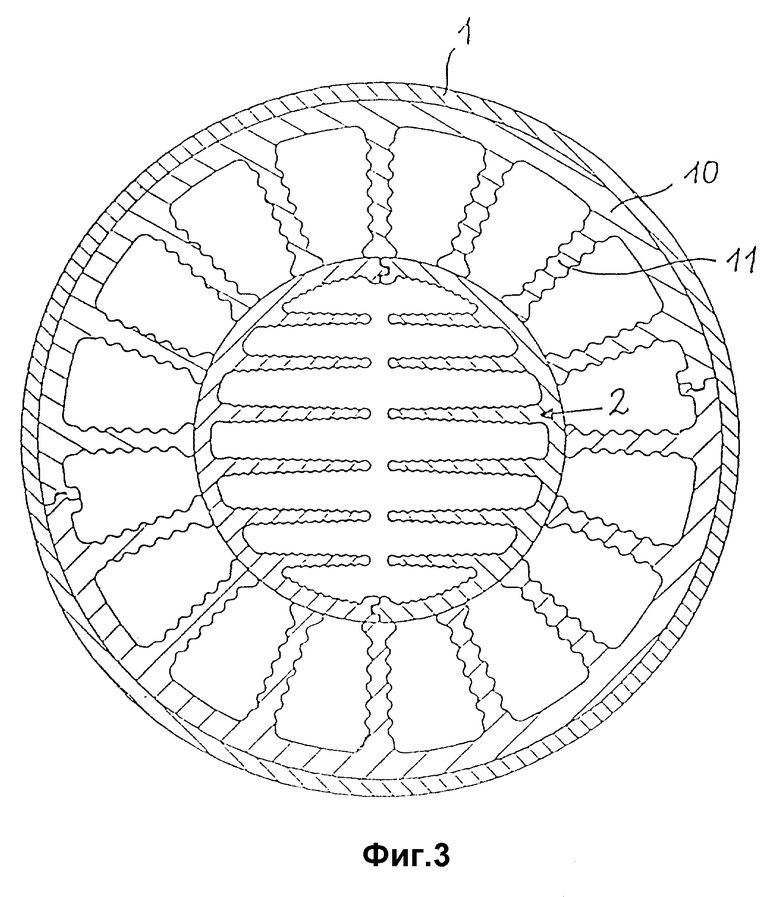
фиг. 2 показывает вариант конструктивного исполнения по типу варианта, показанного на фиг. 1, с простым дополнительным элементом, предназначенным для увеличения внутренней поверхности;
фиг. 3 показывает вариант конструктивного исполнения профильной вставки по типу, показанному на фиг. 1, прилегающей с помощью промежуточного профиля к внешней трубе.
Показанная на фиг. 1 теплообменная труба состоит из гладкостенной цилиндрической внешней трубы 1, выполненной из коррозийно-стойкой хромовой стали, и из профильной вставки 2, выполненной из алюминия. Профильная вставка 2 образована трубчатым телом, которое разделено воображаемой разделительной плоскостью, проходящей по продольной оси внешней трубы, на две полуобечайки 3, 4. На своих внутренних поверхностях выполнены обе полуобечайки 3, 4 с ребрами 5, которые простираются в продольном направлении внешней трубы и таким образом выступают в просвете поперечного сечения трубчатого тела, что каждая полуобечайка 3, 4 со своими ребрами 5 образует открытый с одной стороны профиль, так что полуобечайки со своими ребрами могут просто и дешево изготавливаться с помощью инструмента для профильного прессования или же матрицы вытяжного штампа без так называемого подвижного стержня. Ребра 5, как показано в варианте конструктивного исполнения на фиг. 1, располагаются особенно выгодным образом в форме гребешка и перпендикулярно относительно разделительной плоскости внутри обеих полуобечаек 3, 4, при этом ребра 5 обеих полуобечаек 3, 4 располагаются попарно относительно друг друга и простираются до разделительной плоскости или по крайней мере почти до нее. В частности, при таком расположении ребер 5 в форме гребешков могут ребра при изготовлении полуобечаек профильным прессом предусматриваться с рифленым поверхностным профилем, проходящим в продольном направлении внешней трубы 1 или же полуобечаек 3, 4, который создает существенное увеличение теплообменной внутренней поверхности профильной вставки 2, обтекаемой газообразными продуктами сгорания. На своих соприкасающихся по разделительной плоскости продольных кромках 6 выполнены обе полуобечайки 3, 4 с пазообразными углублениями 7 и ребристыми выступами 8, которые входят друг в друга в перпендикулярном направлении относительно разделительной плоскости, и с которыми продольные кромки взаимодействуют по типу лабиринтного уплотнения. Уплотнение обеих стыковых поверхностей между продольными кромками полуобечаек является важным, чтобы не возникало зазора, через который мог бы проникать отработанный газ или конденсат между трубчатым телом профилированной вставки 2 и внешней трубой 1 и приводил бы к появлению коррозии в зазоре. Если обе полуобечайки, как показано на фиг. 1, выполнены по одной продольной кромке с пазообразным углублением и по другой продольной кромке с ребристым выступом, то могут обе полуобечайки отрезаться от одной профильной полосы, изготовленной профильным прессом, в соответствии с необходимой длиной и при этом каждая полуобечайка при повороте на 180o вокруг продольной оси согласуется с другой полуобечайкой. На фиг. 1 показана теплообменная труба для большей наглядности не в окончательно готовом виде. Составленное из обеих полуобечаек 3, 4 трубчатое тело, которое в случае примера конструктивного исполнения согласно фиг. 1 прилегает непосредственно всей своей поверхностью к внешней трубе 1, изготовлено с наружным диаметром, который оказывается только незначительно меньше, чем внутренний диаметр внешней трубы, чтобы тем самым трубчатое тело или же профильная вставка 2 могли легко вставляться во внешнюю трубу. После этого внешняя труба подвергается с помощью вальцовки или вытяжки процессу сжатия по всей своей окружности в радиальном направлении, чтобы тем самым для получения важного для теплопередачи плотного контакта по всей внутренней поверхности внешней трубы и по всей наружной поверхности профильной вставки прижать друг к другу внешнюю трубу и профильную вставку. В результате этого сжимаются без образования зазора таким образом входящие друг в друга углубления и выступы продольных кромок обеих полуобечаек и уплотняются абсолютно плотно против отработанных газов или конденсата, что невозможно выявить при микрошлифовании поперечного сечения готовой теплообменной трубы какой-либо шов между продольными кромками полуобечаек. Совместное сжатие без образования зазора внешней трубы и профильной вставки по соприкасающимся поверхностям предотвращает в дальнейшем то, чтобы с торцевой стороны вмонтированной в отопительный котел теплообменной трубы мог проникать отработанный газ или конденсат между внешней трубой и профильной вставкой. Очень высокий коэффициент теплопередачи теплообменной трубы между профильной вставкой и внешней трубой оказывается чрезвычайно выгодным для обратного теплового потока при сваривании концов теплообменной трубы с основанием трубы или же с пластинами трубы отопительного котла. Проведенные опыты со сваркой показали, что также при совмещенной торцевой кромке алюминиевой профильной вставки с кромкой внешней трубы из хромированной стали алюминий не повреждается и не выплавляется, хотя внешняя труба из хромированной стали должна соединяться с помощью расплавленного металла с пластиной трубы теплового котла. Теплообменная труба может поэтому разрезаться на необходимые для отопительного котла длины с помощью простой операции разрезания или распиливания или аналогичной операции от изготовленной детали теплообменной трубы.
На фиг. 2 показан аналогичный пример конструктивного исполнения, в котором концы расположенных в форме гребешков ребер 5 сохраняют такое расстояние друг от друга, что между концами может вставляться алюминиевая пластинка из плоского профиля 9. Длина ребер имеет такие размеры, что при совмещении полуобечаек 3, 4 для получения трубчатой профильной вставки концы гребешков со своими торцевыми поверхностями, соответствующими поперечному сечению ребер, плотно и без образования зазора прижимаются к плоскому профилю 9, чтобы получить надежный теплопроводный контакт между плоским профилем и ребрами. Кроме того, контактирующие продольные кромки обеих полуобечаек могут быть выполнены также таким образом, что они могут захватывать продольные кромки плоского профиля и на готовом трубчатом теплообменнике надежно сжиматься между собой, обеспечивая хорошую теплопроводность. С помощью расположенного между обеими полуобечайками плоского профиля может теплопроводящая внутренняя поверхность профильной вставки 2 увеличиваться простым образом без существенных затрат на значительную величину порядка 10% или более.
Фиг. 3 показывает пример конструктивного исполнения, при котором алюминиевая профильная вставка 2 по типу, показанному на фиг. 1, не контактирует своей внешней поверхностью непосредственно с внутренней поверхностью внешней трубы 1, но имеет внешний диаметр, который существенно меньше внутреннего диаметра внешней трубы 1. В образованном таким образом кольцевом пространстве между внешней трубой 1 и профильной вставкой 2 располагается цилиндрический промежуточный профиль 10 из алюминия. Этот промежуточный профиль 10 состоит из трубчатой стенки, которая по всей своей внешней поверхности прилегает по всей внутренней поверхности внешней трубы 1, обеспечивая теплопроводность, и из большого количества ребер 11, расположенных в радиальном направлении на внутренней поверхности трубчатого тела, которые простираются до внешней поверхности профильной вставки 2 и контактируют с внешней поверхностью профильной вставки, обеспечивая теплопроводность. Промежуточный профиль 10 разделен аналогично как и внутренняя профильная вставка 2 разделительной плоскостью, проходящей по продольной оси внешней трубы на две половины промежуточного профиля, открытые с одной стороны, которые могут изготавливаться с помощью простой матрицы вытяжного штампа без подвижного стержня при использовании профильного прессования алюминия. Промежуточный профиль 10 выполнен аналогично как и показанная на фиг. 1 профильная вставка с уплотненными или же входящими друг в друга продольными кромками обеих полуобечаек промежуточного профиля. По сравнению с вариантом конструктивного исполнения, показанным на фиг. 1, может с помощью варианта конструктивного исполнения, показанного на фиг. 3, увеличиваться общая внутренняя теплопроводящая поверхность теплообменной трубы, обтекаемая газообразными продуктами сгорания, почти на 100%. В результате этого длина теплообменной трубы может быть выполнена еще более короткой, чтобы в тепловом котле охлаждать газообразные продукты сгорания при температуре на входе, например, 850oC, до температуры на выходе, равной ниже границы образования точки росы газообразных продуктов сгорания, например, 48oC.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ТЕПЛООБМЕННИКА И ОТОПИТЕЛЬНЫЙ КОТЕЛ, ИМЕЮЩИЙ ТАКУЮ ТРУБУ ТЕПЛООБМЕННИКА | 2016 |
|
RU2682204C2 |
| ТРУБА ТЕПЛООБМЕННИКА И ОТОПИТЕЛЬНЫЙ КОТЕЛ, ИМЕЮЩИЙ ТАКУЮ ТРУБУ ТЕПЛООБМЕННИКА | 2016 |
|
RU2647012C2 |
| УСТРОЙСТВО ПОГЛОЩЕНИЯ ЭЛЕКТРИЧЕСКОГО ШУМА | 1996 |
|
RU2191465C2 |
| ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1991 |
|
RU2009433C1 |
| УСТРОЙСТВО ДЛЯ ПОГЛОЩЕНИЯ ЭЛЕКТРОМАГНИТНОГО ШУМА | 2011 |
|
RU2563580C2 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2095719C1 |
| Нагревательное устройство | 1990 |
|
SU1806312A3 |
| СЕКЦИОННЫЙ РАДИАТОР | 2003 |
|
RU2254521C2 |
| ОТОПИТЕЛЬНЫЙ КОТЕЛ | 1994 |
|
RU2101622C1 |
| ОТОПИТЕЛЬНЫЙ КОТЁЛ | 2017 |
|
RU2670131C1 |
Теплообменная труба состоит из цилиндрической стальной гладкостенной внешней трубы (1), в которую вставляется профильная вставка (2). Профильная вставка образуется двумя полуобечайками (3, 4), которые входят друг в друга своими продольными кромками благодаря углублениям (7) и выступам (8). Обе полуобечайки (3, 4) имеют на своих внутренних поверхностях продольные ребра (5), которые направлены таким образом, что каждая полуобечайка образует вместе со своими ребрами открытый с одной стороны профиль. Изобретение позволяет увеличить теплопередачу и облегчить изготовление трубы. 6 з.п. ф-лы, 3 ил.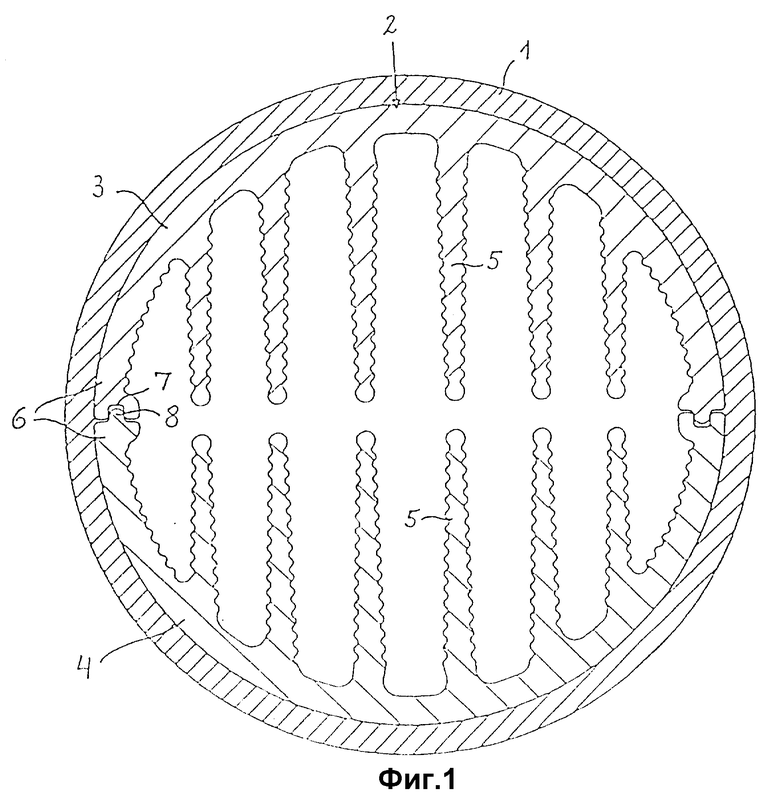
| Устройство для смазки шатунного подшипника, транспортное средство, содержащее данное устройство, и способ смазки шатунного подшипника | 2018 |
|
RU2779972C2 |
| ЭЛЕКТРИЧЕСКАЯ РАСПРЕДЕЛИТЕЛЬНАЯ СЕТЬ | 2003 |
|
RU2227955C1 |
| ТРУБА С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 0 |
|
SU407179A1 |
| Способ изготовления теплообменной трубы с внутренним оребрением | 1985 |
|
SU1250827A1 |
| Теплообменный элемент | 1990 |
|
SU1716295A1 |
| Труба теплообменника высокого давления | 1975 |
|
SU560117A1 |
