Изобретение относится к теплотехнике и может быть использовано при производстве труб или холодильных аппаратов.
Цель изобретения - снижение Трудоемкости и энергоемкости.
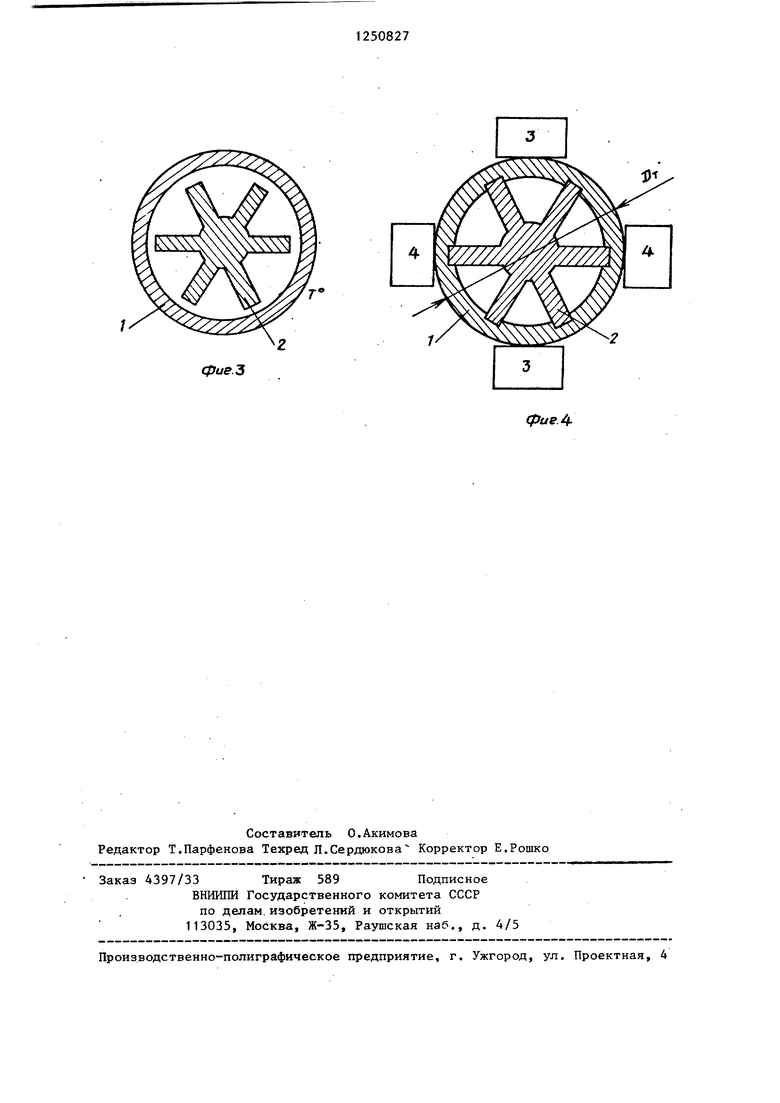
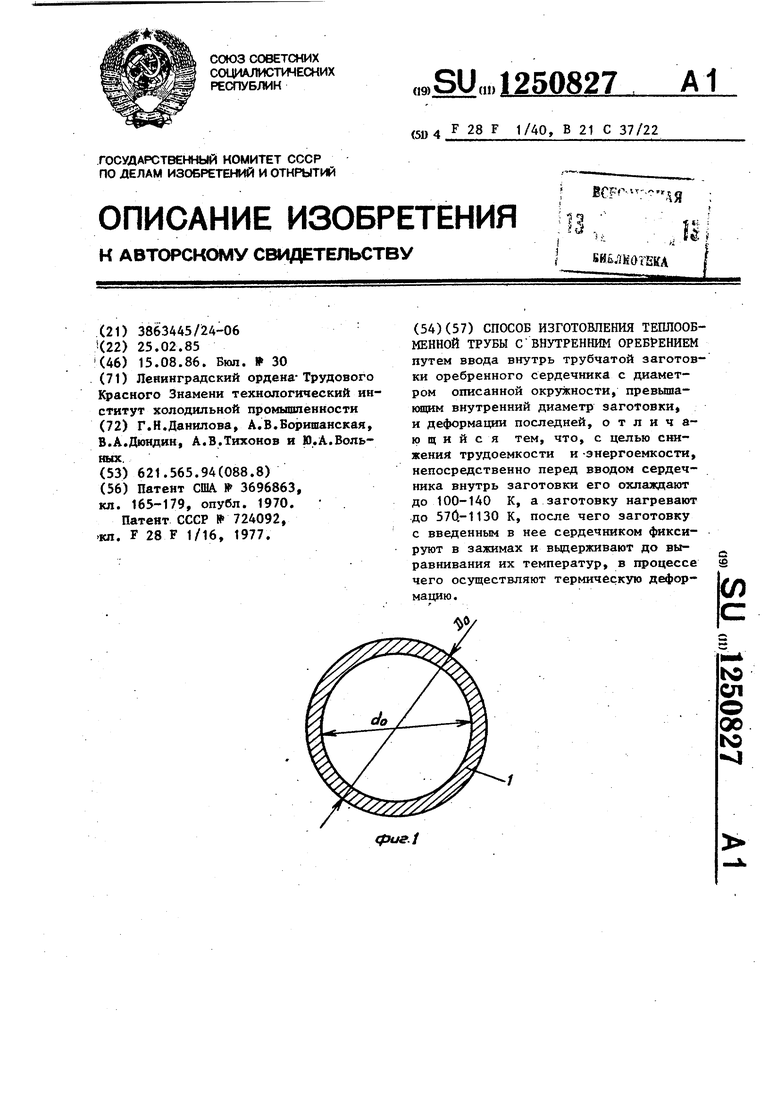
На фиг. 1 изображена трубчатая заготовка до сборки; на фиг. 2 - оребренный сердечник; на фиг. 3 -певый этап сборки заготовки и сердечник; на фиг. 4 - второй этап сборки заготовки и сердечник.
Теплообменную трубу изготавливают из трубчатой заготовки 1 и оребрен- ного сердечника 2. Диаметр описанной окружности сердечника 2 превьппает внутренний диаметр трубчатой заготовки 1 на 0,3-0,5 мм. Для фиксации заготовки 1 в процессе сборки используют зажимы 3 и 4.
Процесс изготовления тегшообмен- ньгх труб с внутренним оребрением выполняют в следующей последовательности.
Предварительно готовят трубчатую заготовку, для чего берут трубу с наружным диаметром D, , равным з.адан- ному наружному диаметру изготовляемой теплообменной трубы. Трубу разрезают, проводят химическую и механическую очистку внутренней поверхности, а затем отжигают в печи при 570-1130 К. Одновременно с подготовкой заготовки 1 на параллельном участке прессованием по обычной технологии формуют сердечник 2с радиальными ребрами . Диаметр d, описанной окружности сердечника 2 формируют на 0,3-0,5 мм больше внутреннего диаметра d заготовки 1. Затем
сердечник 2 подвергают химической и механической очистке, после чего его погружают в жидкий азот. Сборку путем введения сердечника 2 внутрь заготовки 1 проводят за максимально короткое время (не более 30 с) так,чтобы температура заготовки 1 не опустилась ниже 570 К, а температура сердечника 2 не поднялась вьше 140 К. Оболочку 1 на сборку подают
непосредственно из печи отжига, а сердечник 2 - из ванны с жидким азотом. После сборки заготовку 1 фиксируют в зажимах 3 и 4 и вьщерживают до вьфавнивания температуры заготовки 1 и сердечника 2. Зажимы 3 и 4 предотвращают искривления готовой теплообменной трубы, которые могут быть вызваны внутренними механическими напряжениями, возникакнцими
при охлаждении заготовки 1 и нагревании сердечника 2. В процессе выравнивания температур осуществляют термическую деформацию сердечника и Деформации.
Предлагаемым способом возможно изготавливать турбы из материалов, имеющих различные теплофизические характеристики (например,использовать металлическую трубчатую заготовку и сердечник из теплопроводной керамики).
фиг.2
фи&.З
фие.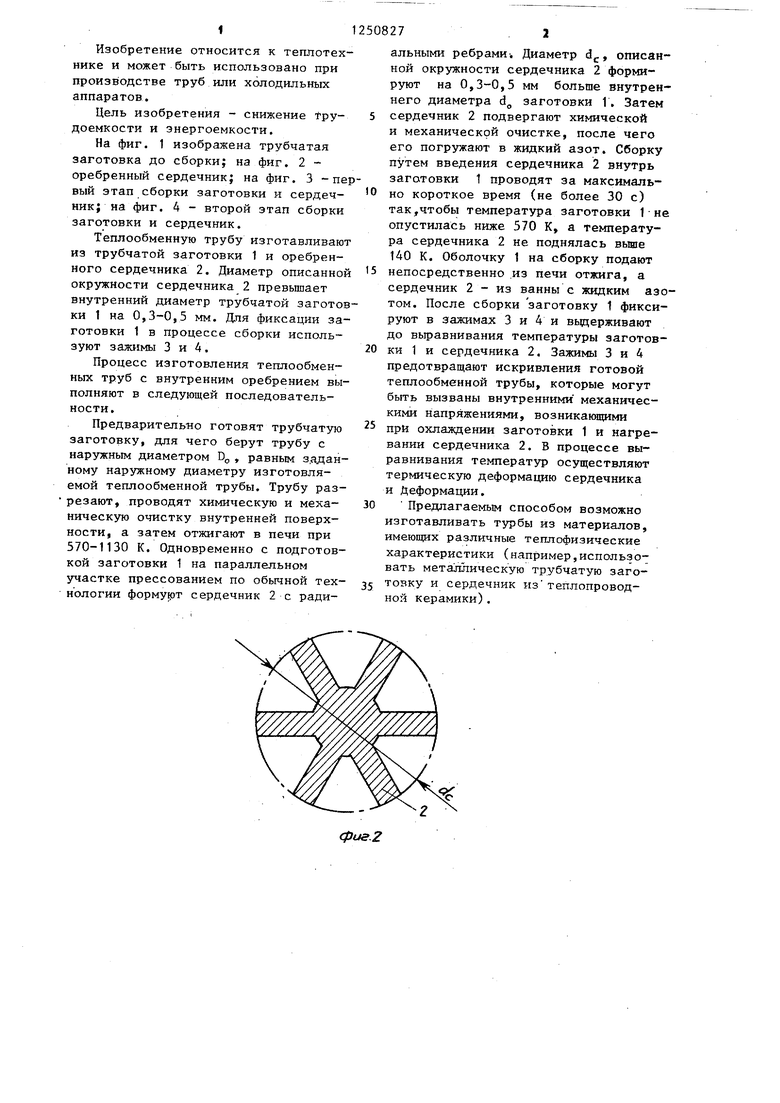
| Патент США № 3696863, кл | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Способ изготовления теплообменной трубы | 1977 |
|
SU724092A3 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
