Предлагаемое изобретение относится к горной промышленности, а именно к режущим инструментам исполнительных органов горных машин, используемых преимущественно для разработки месторождений солей и углей без крепких включений.
При разработке режущего инструмента для разрушения некрепких сред - солей и углей без крепких включений - основной задачей является обеспечение возможно большего ресурса работы резца при одновременно возможно меньшей энергоемкости разрушения среды.
Известен резец для горных машин (а.с. СССР N 605956), включающий державку - осесимметричный корпус с хвостовиком и головкой, образованной усеченным конусом вращения, и твердосплавную вставку в виде цилиндрического тела с конусным наконечником с рабочей стороны. При этом державка обычно выполнена из стали с временным сопротивлением изгибу σ = 140-160 кг/мм2, а вставка - из твердого сплава с временным сопротивлением изгибу σ = 160-175 кг/мм2.
Однако при вращении резца во время работы машины прилегающая к твердосплавной вставке часть державки быстро истирается (вымывается). Твердосплавная вставка при этом обнажается и, когда обнажение составляет 8-10 мм по длине вставки, вставка, незащищенная материалом державки, от изгиба разрушается.
Наиболее близким по технической сущности к предлагаемому является взятый нами за прототип резец для горных машин (Инструмент режущий. Каталог Краснолучского машзавода, Изд-во "Ворошиловоградская правда", 1976), содержащий державку, снабженную хвостовиком и головкой, которая по передней грани армирована пластинкой из твердосплавного материала (далее твердосплавной пластинкой), защищающей державку от вымывания. При этом рабочая часть твердосплавной пластинки выполнена с углом заострения 68-75o. Державка выполнена обычно из стали марки 35ХГСА с временным сопротивлением изгибу σ = 160-165 кг/мм2, а твердосплавная пластинка выполнена обычно из материала с временным сопротивлением изгибу σ = 160-175 кг/мм2.
Наиболее ранний резец, принадлежащий к резцам этой конструкции, марки И79Б имеет державку, выполненную толщиной 21 мм (здесь и далее по тексту под толщиной державки подразумевают размер державки в поперечном сечении, находящемся на половине длины твердосплавной пластинки в направлении, перпендикулярном основной ("паяной") плоскости твердосплавной пластинки), твердосплавную пластинку толщиной 7 мм, длиной 22 мм и массой 26 г, и угол заострения α = 75o.
Более поздний резец этой конструкции - резец марки ЗР1.80 имеет державку, выполненную толщиной 23 мм, твердосплавную пластинку толщиной 9 мм, длиной 25 мм и массой 36 г, и угол заострения α = 75o.
Еще более поздний резец этой конструкции - резец марки ЗР2.80 имеет державку, выполненную толщиной 19 мм, твердосплавную пластинку толщиной 13 мм, длиной 30 мм и массой 86 г, и угол заострения α = 68o.
У резца И79Б прочность твердосплавной пластинки недостаточна, и имели место частые их поломки. Энергоемкость разрушения этим резцом высока из-за большого угла заострения.
У резца ЗР1.80 прочность твердосплавных пластинок также неудовлетворительна, хотя поломок меньше, чем у И79Б, и также высока энергоемкость разрушения из-за большого угла заострения.
Резец ЗР2.80 имеет прочность выше, чем резец ЗР1.80. При работе по солям и углям без крепких включений поломки твердосплавных пластинок случаются реже, но все-таки имеют место. Кроме того, энергоемкость разрушения этими резцами остается неприемлемо высокой из-за большого угла заострения (68o) и большой ширины (25 мм) массивной твердосплавной пластинки.
Как видно из вышеизложенного, в практике конструирования резцов имеется тенденция к обеспечению прочности резца за счет увеличения толщины (у взятого нами за прототип резца - 7, 9 и 13 мм) и соответственно массы (26, 36 и 86 г) твердосплавной пластинки.
Техническая задача, на решение которой направлено предлагаемое изобретение, заключается в создании резца, у которого изгибающую нагрузку принимает на себя державка, а не твердосплавная пластинка.
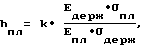
Поставленная задача решается тем, что предлагается резец для горных машин, содержащий по меньшей мере одну пластинку из твердосплавного материала, спаянную с державкой, снабженной хвостовиком, и имеющий угол заострения α, в котором согласно изобретению пластинка выполнена толщиной hпл, мм, удовлетворяющей следующему выражению:
hпл= k•(Eдерж•σпл/Eпл•σдерж),
где k - коэффициент, равный 1,4-5,6;
Eпл - модуль упругости материала пластинки;
Eдерж - модуль упругости материала державки;
σпл - временное сопротивление изгибу материала пластинки;
σдерж - временное сопротивление изгибу материала державки.
При этом пластинка выполнена длиной Lпл, мм, удовлетворяющей следующему соотношению:
где k1 - коэффициент, равный 18-22,
Державка в сечении, соответствующем половине длины пластинки, выполнена толщиной hдерж, мм, равной hдерж = Lпл/2• tgα.
Угол заострения α, град., выполнен предпочтительно удовлетворяющим следующему соотношению:
tgα = k2•h
где k2 - коэффициент, равный 1,0-1,45.
Угол заострения резца предпочтительно выполнен 40-60o. Твердосплавная пластинка выполнена предпочтительно толщиной 0,5-2,0 мм. Твердосплавная пластинка выполнена предпочтительно длиной 10-30 мм.
Сущность изобретения заключается в том, что были установлены зависимости между свойствами используемых для изготовления резца материалов и оптимальной толщиной твердосплавной пластинки, толщиной этой пластинки и ее длиной, а также толщиной пластинки и оптимальным углом заострения резца, обеспечивающие достаточный (не менее трех) коэффициент запаса прочности твердосплавной пластинки, означающий, что при критических нагрузках, даваемых на резец, при которых напряжения, возникающие в державке, будут разрушающими для нее, напряжения, возникающие в твердосплавной пластинке, будут составлять не более одной трети от разрушающих (n≥3).
Фактический коэффициент запаса прочности "n" твердосплавной пластинки для выбранных параметров hпл, Lпл и α при необходимости определяется из следующего выражения;
Таким образом, удалось создать резец, у которого изгибающую нагрузку принимает на себя державка, а не твердосплавная пластинка.
При этом державка может быть изготовлена какой угодно толщины, чтобы принимать на себя изгибающую нагрузку с достаточным запасом прочности, но не менее чем Lпл/2• tgα в сечении, соответствующем половине длины твердосплавной пластинки, начиная от острия, так как наиболее уязвимым для изгиба сечением твердосплавной пластинки, как показала практика, является сечение на половине ее длины.
Таким образом, исходя из приведенных выше соотношений, для реальных материалов, обычно используемых для изготовления подобных резцов, например стали марки 35ХГСА и твердого сплава марки ВК8, реальные пределы толщины твердосплавной пластинки составили 0,502-2,01 мм при длине пластинки 10-30 мм.
С использованием (при необходимости) для изготовления державки сталей с другими прочностными свойствами (например, стали ШХ15 с σв = 280 кг/мм2 или стали 35ХГСА с более мягким режимом термообработки и σв = 130 кг/мм2 пределы толщины пластинки при принятых коэффициентах 1,4-5,6 будут шире, а именно 0,28-2,47 мм.
Резец, параметры которого соответствуют предложенным нами соотношениям, позволяет существенно уменьшить расход дорогостоящего твердого сплава: так, вес двух пластинок (на один резец) толщиной 1 мм, длиной 15 мм и шириной 14 мм составит 3,05 г, в то время как вес твердосплавной вставки у резца РКС составляет 12 г, у резцов ЗР1.80 и ЗР2.80 вес пластинки составляет соответственно 36 и 86 г.
Резцам, армированным пластинками толщиной 0,2-2,5 мм, представляется возможным придавать малые (40-60o) углы заострения, что позволит существенно снизить энергоемкость разрушения. Это исходит из следующего. Известно, что при затуплении резцов, работающих по калийным солям (например, Старобинского месторождения), до 3-6 мм по задней грани у твердосплавных пластинок появляются сколы. Скалывается твердый сплав по передней грани от усилия подачи, нарастающего пропорционально затуплению по задней грани. При этом, чем меньше угол заострения, тем при меньшем затуплении начинается скалывание. При углах заострения α = 60-65o скалывание начинается при затуплении 4-6 мм, при α = 55o - при затуплении 2,5-4 мм. На экспериментальных резцах с углом заострения 45o скалывание по передней начиналось с затупления 2-2,55 мм.
При тонких пластинках (2 мм и менее) затупление по твердому сплаву ограничивается их толщиной. Так, у пластинки толщиной 1 мм при α = 45o и заднем угле β = 10o максимальное затупление по твердому сплаву не будет превышать ,
,
и надо полагать, что скалывания от усилия подачи у этой пластинки при α = 45o происходить не будет.
Выполнение твердосплавной пластинки толщиной 0,5-2,0 мм в настоящее время более предпочтительно. Твердосплавная пластинка толщиной меньше 0,5 мм и длиной свыше 30 мм не технологична в изготовлении, так как коробится при спекании. Кроме того, напряжения, связанные с пайкой длинных пластинок, существенно снижают их прочность.
Оказалось, что для твердосплавных пластинок такой толщины наиболее оптимальный угол заострения резца составляет 60-40o. Увеличение угла более 60o нецелесообразно, так как это ведет, с одной стороны, к увеличению энергоемкости разрушения, а с другой - к увеличению площадки затупления и соответственно к сколу твердого сплава от усилия подачи, нарастающего пропорционально величине площадки затупления по задней грани. С другой стороны, уменьшение угла меньше 40o также нежелательно из-за ограниченной прочности твердосплавного материала и стали.
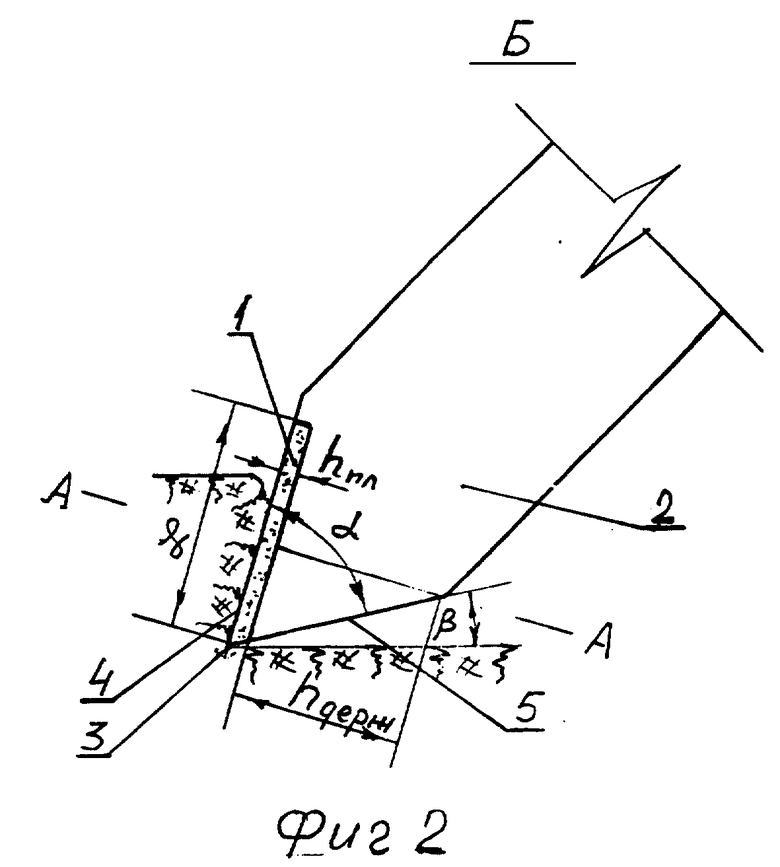
Сущность изобретения поясняется графическими материалами, где на фиг. 1 представлено схематическое изображение предлагаемого резца А; на фиг. 2 - схематическое изображение резца Б; на фиг. 3 - схематичное изображение резца А предельно затупленным и заточенным; на фиг. 4 - схематичное изображение резца Б предельно затупленным и заточенным; на фиг. 5 - схематичное изображение резца ЗР2.80 дважды предельно затупленным и дважды заточенным.
Предлагаемый резец (фиг. 1 и 2) содержит твердосплавную пластинку 1, стальную державку 2 и имеет угол заострения α, задний угол β, режущую кромку 3, переднюю грань 4 и заднюю грань 5.
Твердосплавная пластинка 1 резца А (фиг. 1) выполнена составной из двух пластинок твердого сплава марки ВК8, имеющего E = 5,85 • 106 кг/см и σ = 16000 кг/см2 толщиной 0,7 мм и длиной 15 мм каждая. Державка 2 резца А (фиг. 1) выполнена из стали марки 35ХГСА, имеющей E = 2,1 • 106 кг/см2 и σ = 16000 кг/см2 толщиной в сечении АА 7,5 мм. Величина угла α составляет 45o, β - 12o.
Пластинка 1 резца А выполнена толщиной 0,7 мм и соответственно угол α заострения резца выполнен равным 45o, потому что калийная соль на горизонте 264 м комбината Белорускалий, для которой предназначен резец А, - наиболее слабая (сопротивляемость резанию ≤ 350 кг/см) из разрабатываемых калийных солей и неабразивна. При толщине пластинки равной 0,7 мм, длина пластинки предпочтительна в пределах:
Принимаем L = 15 мм. Угол α заострения резца предпочтителен в пределах:
Принимаем α = 45o.
При этом фактический коэффициент запаса прочности твердосплавной пластинки определяется из выражения
где

Предпочтительные пределы толщины твердосплавной пластинки 1 для резца, державка которого выполнена из стали 35ХГСА, а пластинка 1 из сплава ВК8 в соответствии с заявленным соотношением равны
Таким образом, принятая нами толщина пластинки l = 0,7 мм удовлетворяет заявленному соотношению. Резец А может быть использован на комбайнах типа КШЗМ и У10КС с нагрузкой на резец до 600 кг.
Резец Б (фиг. 2) выполнен из тех же материалов, что и резец А. Однако в связи с тем, что калийная соль, для которой предназначен этот резец, более крепкая - сопротивляемость резанию > 380 кг/см (горизонт 430 м комбината Белорускалий) и более абразивна, толщина пластинки 1 принята равной 2 мм. Параметры Lпл α и hдерж соответственно будут следующими:
Принимаем Lпл = 30 мм.

Принимаем α = 60o.

Фактический коэффициент запаса прочности пластинки будет равным
Толщина пластинки hпл = 2 мм удовлетворяет заявленному соотношению. Такой резец может быть использован в комбайнах ПК8 с усилием на резец более 700 кг.
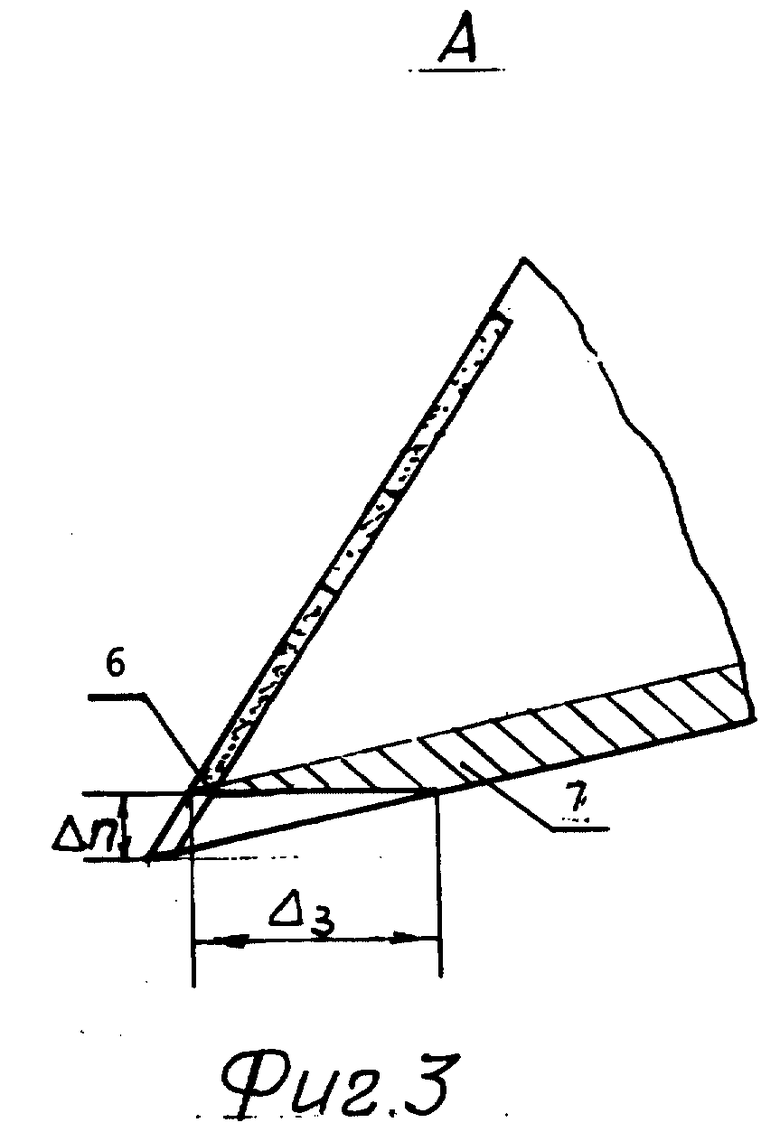
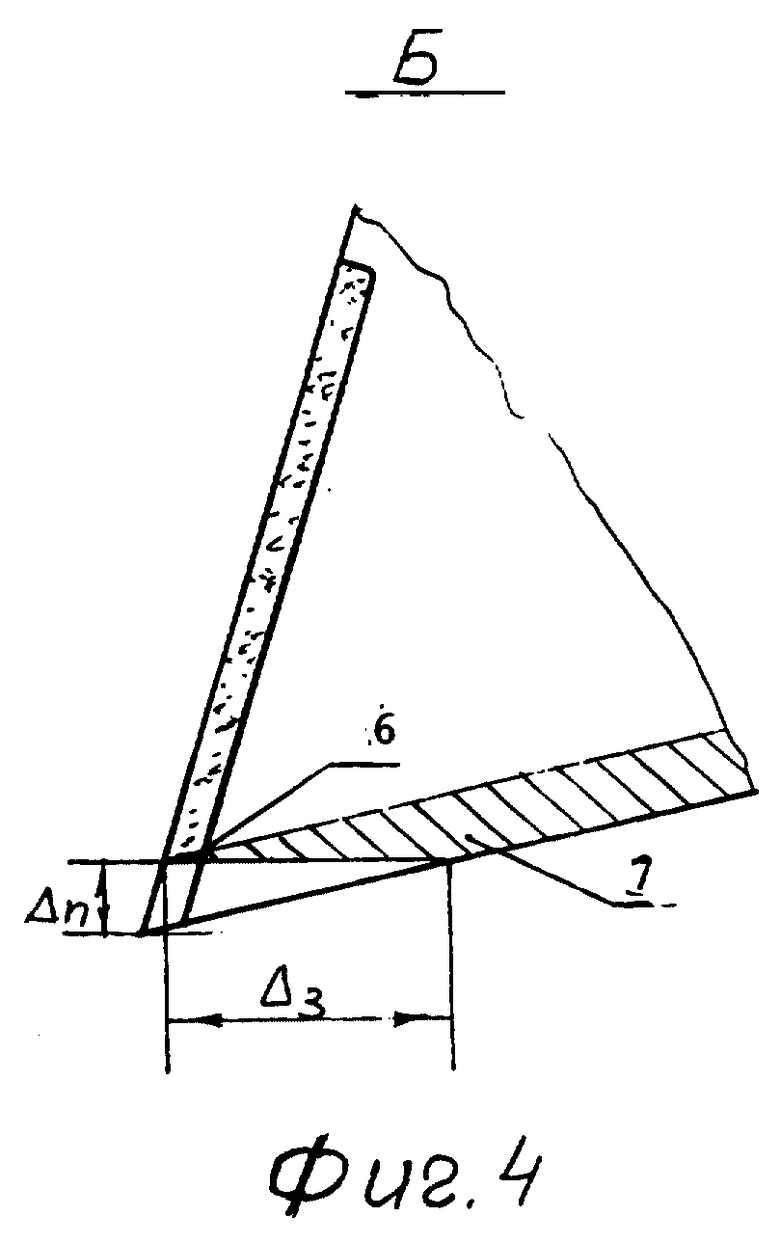
Работа резца заключается в разрушении некрепких сред - солей и углей без крепких включений. При этом кромка 3 резца в процессе работы изнашивается (истирается), резец затачивается, вновь изнашивается и так происходит несколько раз до полной выработки ресурса.
На фиг. 3, 4, 5 схематично изображены режущие части соответственно резцов А, Б и для сравнения резца ЗР2.80 с предельным затуплением режущей кромки Δз, после которого резцы следует перетачивать, при этом затупление по задней грани 5 обозначено как Δз, а по передней грани 4 - Δп.. Как видно из фиг. 3, 4, 5, Δп - одинаково (у резца ЗР2.80 после двух переточек) для всех резцов и в данном конкретном примере равно 2,5 мм, что соответствует одинаковому пройденному пути или одинаковой наработке на резец.
На этих же схемах показаны также съемы 6 твердосплавной пластинки 1 при переточках и съемы 7 стали державки 2. Как видно из фиг. 3, резец А имеет площадку затупления Δз, представляющую собой в основном сталь державки. При этом сталь державки практически не участвует в формировании усилия подачи и нагрузка от усилия подачи на заднюю площадку затупления резца составляет 1/3-1/10 части нагрузки, которая бы имела место при использовании аналога - резца марки ЗР2.80 при затуплении его по задней грани до 3-6 мм. Поэтому у предлагаемого резца (А, Б) затупления по задней грани Δз могут достигать 10-15 мм до переточки и, соответственно ресурс работы предлагаемого резца до переточки в 2-3 больше, чем у известного резца ЗР2.80 и перетачивать его необходимо в 2 - 3 раза реже, при этом, как видно из фиг. 3, при переточке будет сниматься в основном сталь державки 2.
Таким образом, в резце А, выполненном с пластинкой 1 толщиной 0,7 мм, при переточках твердосплавная пластинка "сниматься" (затачиваться) практически не будет (см. фиг. 3). В резце Б, выполненном с пластинкой 1 толщиной 2,0 мм, при переточках твердосплавная пластинка 1 будет "сниматься" (затачиваться) (см. фиг. 4), однако величина стачивания будет в 20-40 раз меньше, чем у известного резца ЗР2.80, как это видно из фиг. 4, 5.
Это значительно облегчает процесс периодического затачивания резцов, так как известно, что сталь державки несопоставимо легче точить, чем твердый сплав. Выполнение резцов с углом заострения 45-40 градусов позволяет снизить энергоемкость разрушения по меньшей мере на 25% и следовательно повысить производительность работы комбайна; уменьшить пылеобразование в забое; уменьшить выход мелких трудно флотируемых фракций, и тем самым уменьшить потери конечного продукта при операции обогащения.
Использование предлагаемых резцов позволяет также уменьшить число переточек резцов; снизить удельный расход резцов; значительно (более чем на порядок) уменьшить расход дорогостоящего твердого сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН (ВАРИАНТЫ) | 1998 |
|
RU2135768C1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЗЕЦ ДЛЯ ПРОХОДЧЕСКО-ОЧИСТНЫХ И ВЫЕМОЧНЫХ КОМБАЙНОВ (ВАРИАНТЫ) | 2013 |
|
RU2530138C1 |
| ГОРНОРЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2307932C1 |
| Резец для горных машин | 1972 |
|
SU619643A1 |
| Резец для горных машин | 1983 |
|
SU1138491A1 |
| РЕЗЕЦ ДЛЯ РАЗРУШЕНИЯ УГЛЕЙ И ГОРНЫХ ПОРОД | 1971 |
|
SU300610A1 |
| Резец | 1974 |
|
SU592980A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЗЕЦ ГОРНОЙ МАШИНЫ ДЛЯ РАЗРУШЕНИЯ ПРЕИМУЩЕСТВЕННО КРЕПКИХ ПОРОД | 1991 |
|
RU2018659C1 |

Резец предназначен для использования в качестве режущего инструмента исполнительных органов горных машин, используемых преимущественно для разработки месторождений солей и углей без твердых включений. Резец содержит по меньшей мере одну пластинку из твердосплавного материала, спаянную с державкой, снабженной хвостовиком. Длина и толщина пластинки определяются на основании эмпирических формул и зависят от физико-механических свойств материала пластинки и державки. Конструкция позволяет повысить стойкость резца при уменьшении расхода твердого сплава. 2 з.п. ф-лы, 5 ил.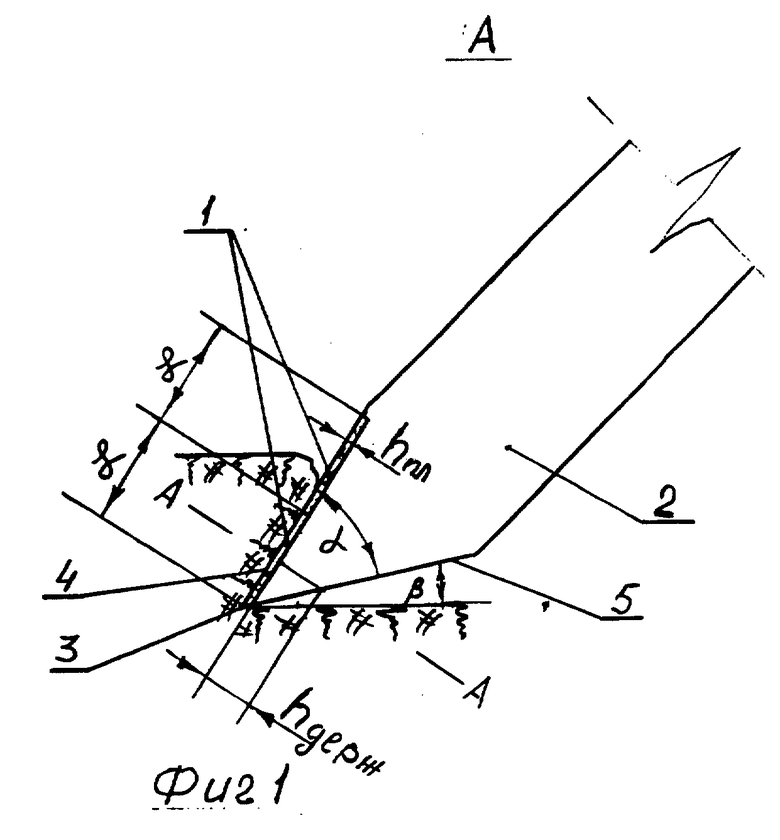
где k - коэффициент, равный 1,4 - 5,6;
Eпл - модуль упругости материала пластинки, кг/см2;
Eдерж - модуль упругости материала державки, кг/см2;
σпл -временное сопротивление изгибу материала пластинки, кг/см2;
σдерж - временное сопротивление изгибу материала державки, кг/см2,
при этом державка в сечении, соответствующем половине длины пластинки, выполнена толщиной hдерж мм, равной hдерж = Lпл/2 • tgα, где Lпл - длина твердосплавной пластинки, мм.
где K1 - коэффициент, равный 18 - 22.
tgα = K2•h
где K2 - коэффициент, равный 1,0 - 1,45.
| Инструмент режущий | |||
| Каталог Краснолучского машзавода | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Резец для горных машин | 1976 |
|
SU605956A1 |
| Исполнительный орган горной машины | 1992 |
|
RU2002050C1 |
| RU 94014481 A1, 20.06.96 | |||
| РЕЗЕЦ ГОРНОЙ МАШИНЫ ДЛЯ РАЗРУШЕНИЯ ПРЕИМУЩЕСТВЕННО КРЕПКИХ ПОРОД | 1991 |
|
RU2018659C1 |
| RU 2052099 C1, 10.01.96 | |||
| RU 95100998 A1, 10.11.96 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| SU 1562444 A2, 07.05.90 | |||
| Режущий инструмент | 1989 |
|
SU1670118A1 |

