Изобретение относится к инструменту, служащему для обработки резанием дерева, пластмасс, минералов, металлов и их сплавов.
Известны проходные резцы (ГОСТ 18 877-73, ГОСТ 18 868-73 и др.). Они состоят из призматического тела резца (державки) и твердосплавной пластинки, припаянной (приклеенной) в головной части отогнутой или прямой. После соответствующей заточки получается на одной пластинке одна режущая кромка, которая и срезает материал с обрабатываемой детали. Недостаток: чтобы заточить затупившуюся режущую кромку надо сточить три грани: переднюю, главную заднюю, вспомогательную заднюю стачивая при этом 300-1000 мм3 материала пластинки и головки резца. Один резец выдерживает 8-10 заточек, а затем идет в металлолом с 30-50% твердосплавной пластинки (хотя есть указания об отпайке пластинок и отдельной их сдаче) и 95-97% тела резца (по весу).
Наиболее близким к заявляемому является резец описанный как расточной в патенте N 315005 Германии.
Согласно этому патенту режущий элемент выполнен в виде удлиненной призмы, имеющей 3-6 граней, головная часть которой имеет пирамидальную заточку, но грани пирамиды не плоские, а вогнутые, т.к. они образованы вогнутыми выемками, и режущая кромка является гранью пирамиды. При этом количество режущих кромок, например, для шестигранной пирамиды при вогнутой грани только три. Для этого резца не предусматривается использование вставок из твердосплавных материалов. Положение резца вдоль образующей цилиндра отличается от радиационного положения проходных резцов, перпендикулярного к оси. Такая конструкция резца не применима для работы резца как проходного, и использование только трех граней в шестигранной призме из-за вогнутых граней говорит о значительно большем расходе материалов, абразивов, эл.энергии и т.п. по сравнению с предлагаемым.
Целью предлагаемого технического решения в виде нового проходного резца является ресурсосбережение.
Это достигается за счет оригинальной заточки головной части режущего элемента. Появляется возможность получить на одной призме его до 16 режущих кромок (при расположении режущих кромок на обеих концах), что резко уменьшает количество конструкционной стали, приходящейся на одну режущую кромку; за счет использования длинных твердосплавных пластинок, расположенных вдоль ребер призмы, позволяющего затачивать одну пластинку до 300 раз, стачивая по длине каждый раз около 0,5 мм, что вполне достаточно для получения новой режущей кромки; за счет стачивания не трех граней (передняя, главная задняя, задняя вспомогательная), а всего лишь 5-20 мм3 из-за многочисленности режущих кромок на одной головке.
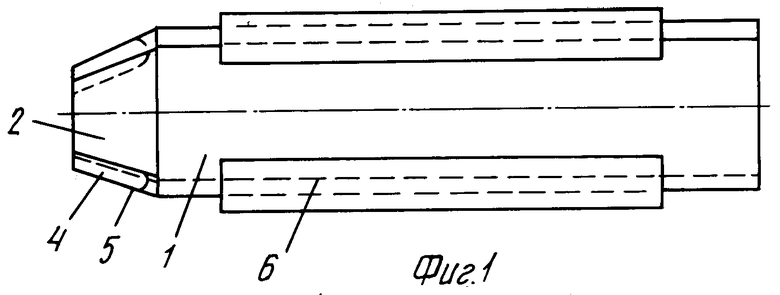
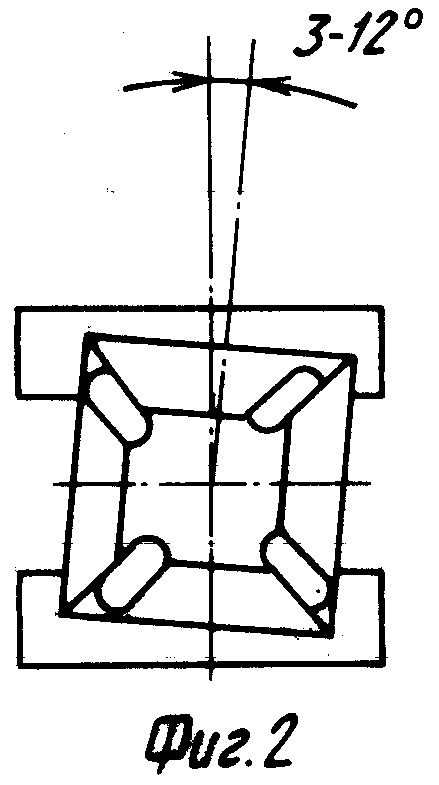
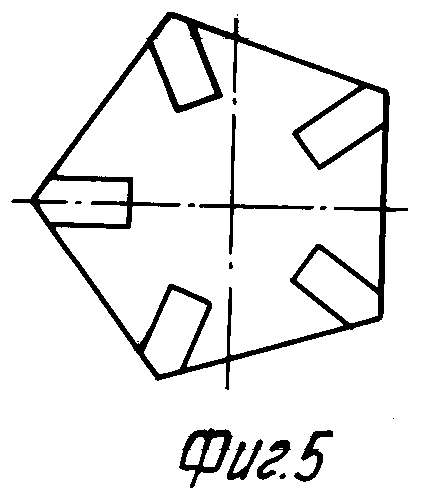
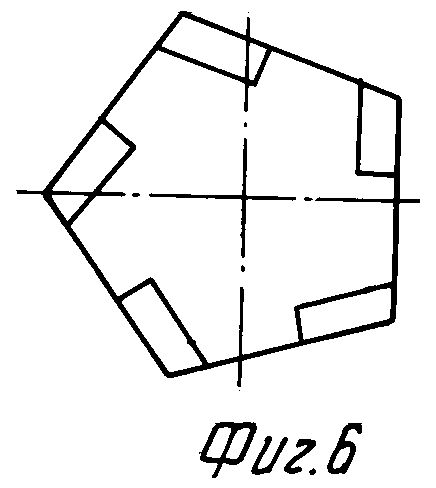
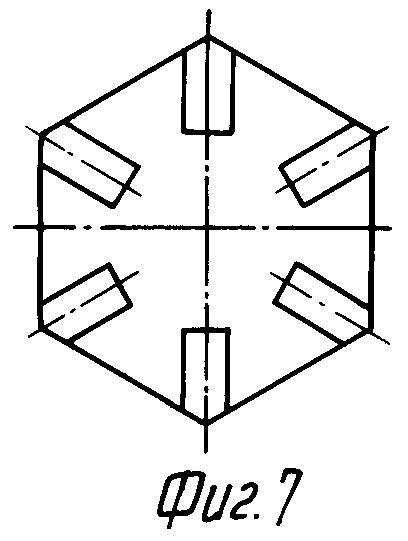
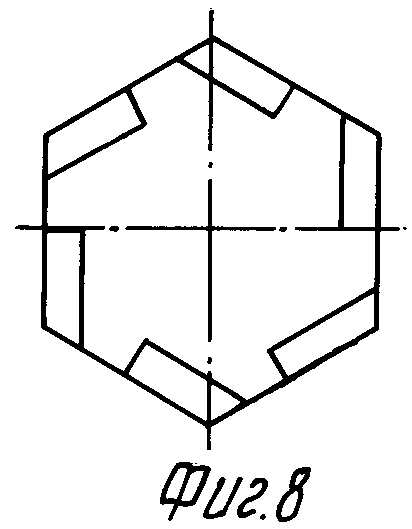
Сущность изобретения заключается в том, что вдоль боковых ребер призмы в соответствующих канавках радиально или тангенциально припаивают пластинки из твердого сплава. В головной части, а можно и с двух концов, затачивают пирамиду с тем же количеством граней, что и у призмы, ребра этой пирамиды и будут режущими кромками, рабочая вершина которых лежит на меньшем основании усеченной пирамиды. Делают две державки, верхнюю и нижнюю, для удержания режущего элемента наклонным на 3-12о по отношению к вертикали для создания заднего угла α , необходимого для нормального резания. Вдоль ребер пирамиды вытачивают канавку для создания угла заострения резца и организации схода стружки. Затем устанавливают резец в резцедержателе так, чтобы точка пересечения режущей кромки с обрабатываемой поверхностью при намеченной глубине резания была бы на 0,1-0,3 мм ниже линии центров, и повернув на 2-3о вокруг оси Z по часовой стрелке ось резца от перпендикуляра к оси детали, закрепляют резец резцедержателем и начинают резание.
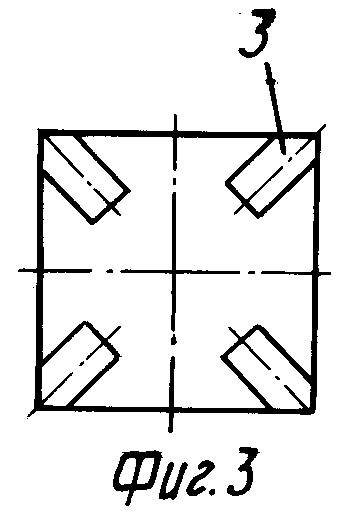
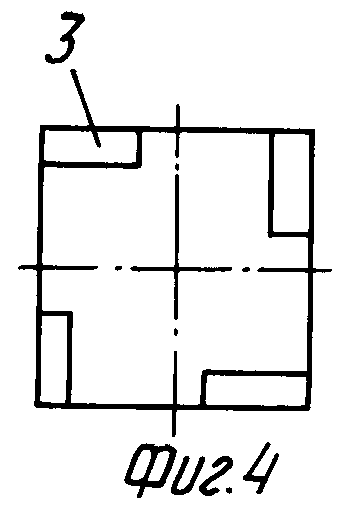
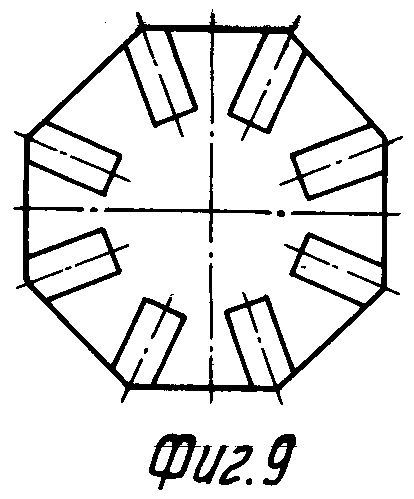
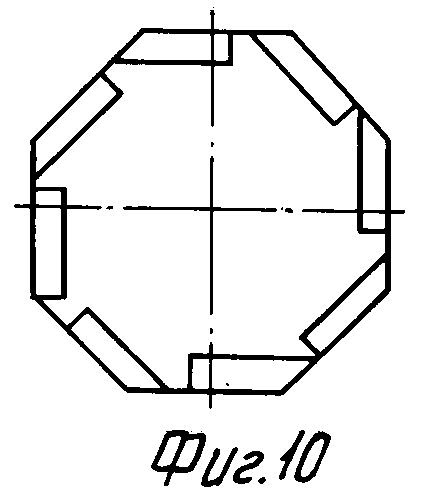
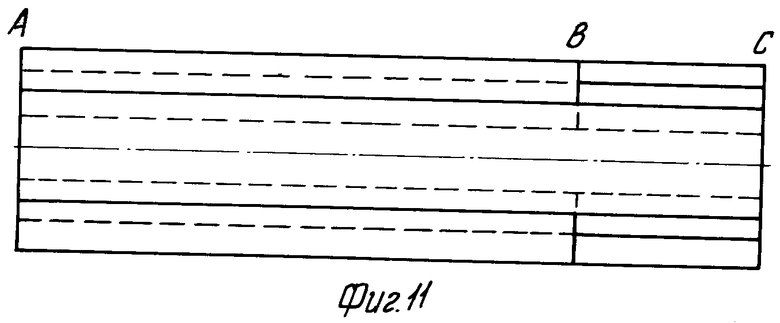
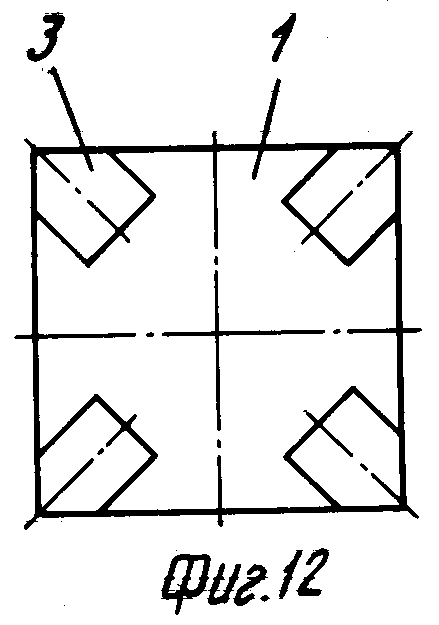
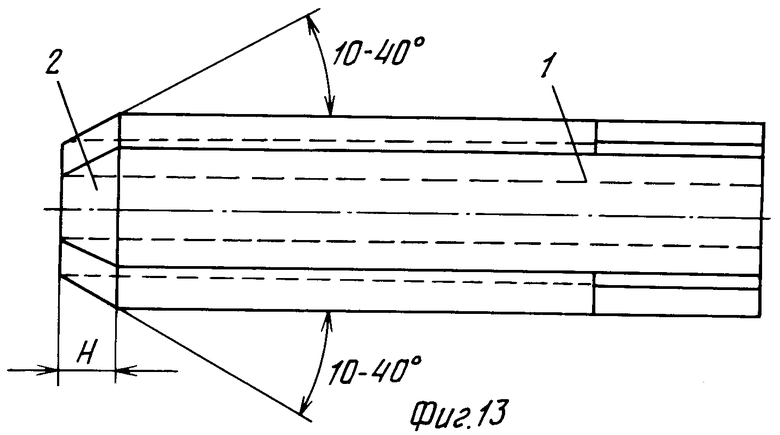
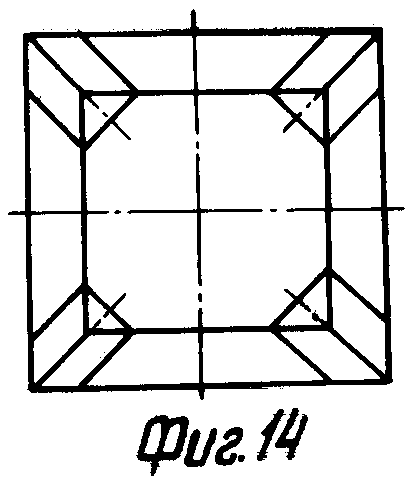
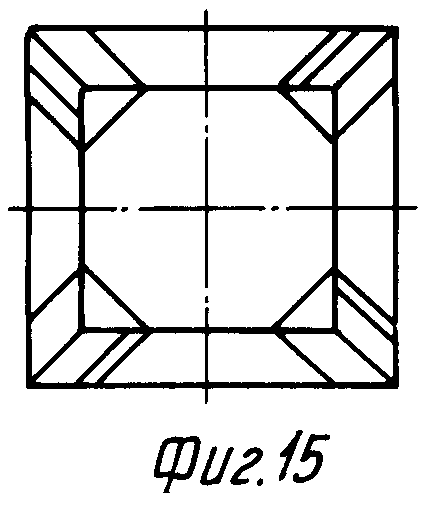
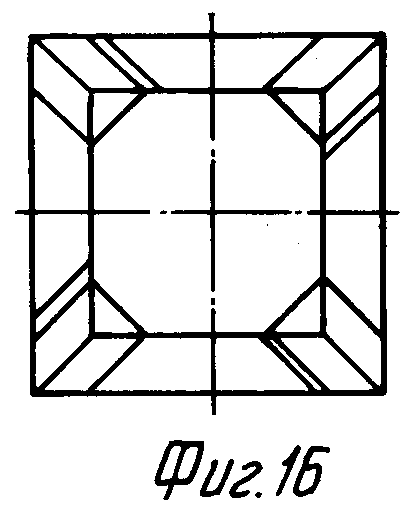
На фиг. 1 представлен резец в сборе, вид со стороны передней бабки станка, когда резец закреплен в резцедержателе; на фиг. 2 - резец в сборе, вид из-за станка; на фиг. 3, 5, 7 и 9 - радиальное расположение пластин; на фиг. 4, 6, 8 и 10 - тангенциальное расположение пластин в режущем элементе; на фиг. 11 - режущий элемент с вставленной пластиной (участок А-В) и свободный от твердосплавной пластины участок В-С для удержания режущего элемента после многих заточек; на фиг. 12 - твердосплавные пластины, закрепленные в режущем элементе; на фиг. 13 - заточка (односторонняя) головной части; на фиг. 14 - головная часть с торца; на фиг. 15 - режущий элемент с канавками "правого" резца, вид с торца; на фиг. 16 - режущий элемент с канавками "левого" резца, вид с торца.
Примером конкретного выполнения может быть новый проходной резец для токарных станков линии наручных часов. Для настольного станка необходим режущий элемент с поперечным сечением 4х4, длиной 60-100 мм и припаянными пластинками сечения 0,5×1 мм и длиной 30-70 мм.
Или резцы для карусельного станка с размером режущих элементов 100×100 мм и длиной 400-700 мм и размерами припаянных пластин 15×40 мм при их длине 200-300 мм.
Заточку резца любого размера производят на заточном станке со стандартным оборудованием, и заключается она в следующем: стачивают торцовую часть головки на 0,5-1,5 мм; стачивают грани пирамиды на 0,3-0,8 мм под углом 10-40о к призме; выполняют канавки вдоль ребер пирамиды, делая угол заострения резца. В зависимости от того, с какой стороны от ребра пирамиды выполнены канавки, получается правый или левый резец.
Количество режущих кромок при заточках резца зависит от величины износа режущей кромки. Нельзя выходить за пределы линейного износа, экономичность резца будет падать. Количество режущих кромок колеблется от 230 до 1400 для четырехгранного режущего элемента. Из вышеприведенных цифр видно, что режущий элемент размером 12×12×180 мм может дать от 230 до 1400 режущих кромок при расходе конструкционной стали в 0,2 кг и твердосплавных пластинок 0,06 кг, а в обычных проходных резцах на 10 режущих кромок расходуется конструкционной стали 0,5-0,7 кг и твердосплавных пластинок 0,02 кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН (ВАРИАНТЫ) | 1998 |
|
RU2135768C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1997 |
|
RU2126086C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| РЕЗЕЦ ДЛЯ ПРОХОДЧЕСКО-ОЧИСТНЫХ И ВЫЕМОЧНЫХ КОМБАЙНОВ (ВАРИАНТЫ) | 2013 |
|
RU2530138C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Резец для горных машин | 1983 |
|
SU1138491A1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| ОТРЕЗНОЙ РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2026772C1 |
Использование: инструмент для обработки резанием дерева, пластмасс, минералов, металлов и их сплавов. Сущность изобретения: резец содержит державку, на опорной поверхности которой установлен режущий элемент в виде многогранной призмы с рабочей частью в форме усеченной пирамиды. Резец снабжен режущими пластинами из твердого сплава, размещенными радиально по отношению к продольной оси резца или параллельно граням призмы вдоль боковых ребер призмы. Вершины режущих пластин расположены на малом основании пирамиды, грани которой наклонены к граням призмы под углом 10 - 40°. Число граней усеченной пирамиды выбрано из ряда 4, 5, 6, 8. Опорная поверхность державки, на которой установлен режущий элемент, выполнена с наклоном 3 - 12° к основной плоскости резца. 2 з. п. ф-лы, 16 ил.
| ПРИБОР ДЛЯ БЕСКОНТАКТНОГО КОНТРОЛЯ ТОЛЩИНЫИЗДЕЛИЙ | 0 |
|
SU315005A1 |
