Изобретение относится к области металлургии, в частности к разработке конструкционной высокопрочной стали, предназначенной для сортовой заготовки используемой при холодной высадке крепежных изделий.
Известна конструкционная сталь, содержащая, мас.%: углерод 0.06-0.30, кремний 0.17-1.0, марганец 0.8-2.0, ванадий 0,01-0,25, азот 0,005-0,040, бор 0.001-0.008, алюминий 0,005-0,10, титан 0.005-0.015, остальное железо [1]. Недостатком данной стали являются ее низкая технологичность, недостаточный уровень прокаливаемости и широкие концентрационные границы содержания элементов, что не позволяет обеспечить остаточную стабильность свойств стали.
Наиболее близкая по технической сущности и достигаемому эффекту к предлагаемой стали является сталь, содержащая, мас.%: углерод 0.06-0.30, кремний 0.17-1.0, марганец 0.8-2.0, бор 0.001-0.008, ванадия 0,01-0,25, алюминий 0.005-0.10, титан 0,005-0,015, азот 0,005-0,40, остальное железо [2].
Недостатками известной стали являются широкие границы варьирования углерода, марганца, что не позволяет получить стабильный уровень механических свойств. В анализируемой композиции не учтен фактор защиты бра от связывания в нитриды, что при промышленно получаемом уровне азота в стали не позволит получить повышенные характеристики ее прокаливаемости.
Задачей изобретения является повышение характеристик прокаливаемости и обеспечение сквозной прокаливаемости термоулучшенной металлопродукции диаметром до 25 мм.
Поставленная задача достигается тем, что предлагаемая сталь, содержащая углерод, марганец, кремний, бор, ванадий, алюминий, титан, азот и железо содержит компоненты при следующем соотношении, мас.%:
Углерод - 0.18 - 0.24
Марганец - 0.90 - 1.30
Кремний - 0,17 - 0,37
Бор - 0.0005 - 0.0050
Ванадий - 0,01 - 0,08
Алюминий - 0.02 - 0.06
Титан - 0,01 - 0,04
Азот - 0.005 - 0.015
Железо - Остальное
при условии, что содержание элементов удовлетворяет следующим соотношениям:
Примеси: фосфор до 0.025%, никель до 0,20%, медь до 0.20%.
Приведенные сочетания легирующих элементов позволяют получить в предлагаемой стали (пруток диаметром до 25 мм), после термоулучшения (закалка от температуры не мене 920oC с последующим отпуском от температуры не ниже 620oC) однородную мелкодисперсную структуру мартенсита отпуска с благоприятным сочетанием характеристик прочности и пластичности.
Углерод и карбонитридообразующие элементы вводятся в композицию данной стали с целью обеспечения мелкодисперсной зеренной структуры, что позволит повысить как уровень ее прочности, так и обеспечить заданный уровень пластичности. При этом ванадий управляет процессами в аустенитной области (определяет склонность к росту зерна аустенита (до 950oC), стабилизирует структуру при термомеханической обработке, повышает температуру рекристаллизации и, как следствие, влияет на характер γ-α- превращения. Ванадий способствует также упрочнению стадии при термоулучшении. Верхняя граница содержания углерода (0.24%), ванадия (0.08%) обусловлена необходимостью обеспечения требуемого уровня пластичности стали, а нижняя (соответственно 0.18%, 0.01%) - обеспечением требуемого уровня прочности данной стали.
Марганец используется с одной стороны, как упрочнитесь твердого раствора, с другой стороны, как элемент существенно повышающий устойчивость переохлажденного аустенита и увеличивающий прокаливаемость стали. При этом верхний уровень содержания марганца (1.30%) определяется необходимостью обеспечения требуемого уровня пластичности стали, а нижний (0.90%), необходимостью обеспечить требуемый уровень прочности и прокаливаемости стали.
Кремний относится к ферритообразующим элементам. Нижний предел по кремнию (0.17%) обусловлен технологией раскисления стали. Содержание кремния выше 0.37% неблагоприятно скажется на характеристиках пластичности стали.
Бор способствует резкому увеличению прокаливаемости стали. Верхний предел содержания бора (0.0050) определяется соображениями пластичности стали, а нижний (0.0005) - необходимостью обеспечения требуемого уровня прокаливаемости.
Алюминий и титан используются в качестве раскислителей и обеспечивают защиту бора от связывания в нитриды, что способствует резкому повышению прокаливаемости стали. Так нижний уровень содержания данных элементов (0.01 и 0.02 соответственно) определяется требованием обеспечения прокаливаемости стали, а верхний уровень (0.06 и 0.04) - требованием обеспечения заданного уровня пластичности стали.
Азот - элемент участвующий в образовании карбонитридов, при этом нижний уровень его содержания (0.005%) определяется требованием обеспечения заданного уровня прочности, а верхний уровень (0.015%) - требованием обеспечения заданного уровня пластичности и прокаливаемости.
Для обеспечения полного связывания азота в нитриды типа TiN и AIN в результате протекания реакций:
[Ti]+[N]=TiN,
[Al]+[N]=AlN
требуется выполнение следующего соотношения элементов: 
 в противном случае не обеспечивается защита бора от связывания его в нитриды и резко снижаются характеристики прокаливаемости стали.
в противном случае не обеспечивается защита бора от связывания его в нитриды и резко снижаются характеристики прокаливаемости стали.
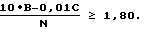
Соотношения 
 определяют условия сохранения в стали более 50% эффективного бора, что обеспечивает заданные характеристики прокаливаемости стали.
определяют условия сохранения в стали более 50% эффективного бора, что обеспечивает заданные характеристики прокаливаемости стали.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый состав отличается от известного введением новых компонентов - ванадия, алюминия и титана, а также соотношениями: 
Анализ патентной и научно-технической информации не выявил решений, имеющих аналогичную совокупность признаков, который достигался бы сходный эффект - повышение характеристик прокаливаемости стали.
Ниже даны примеры осуществления предлагаемого изобретения в объеме формулы изобретения.
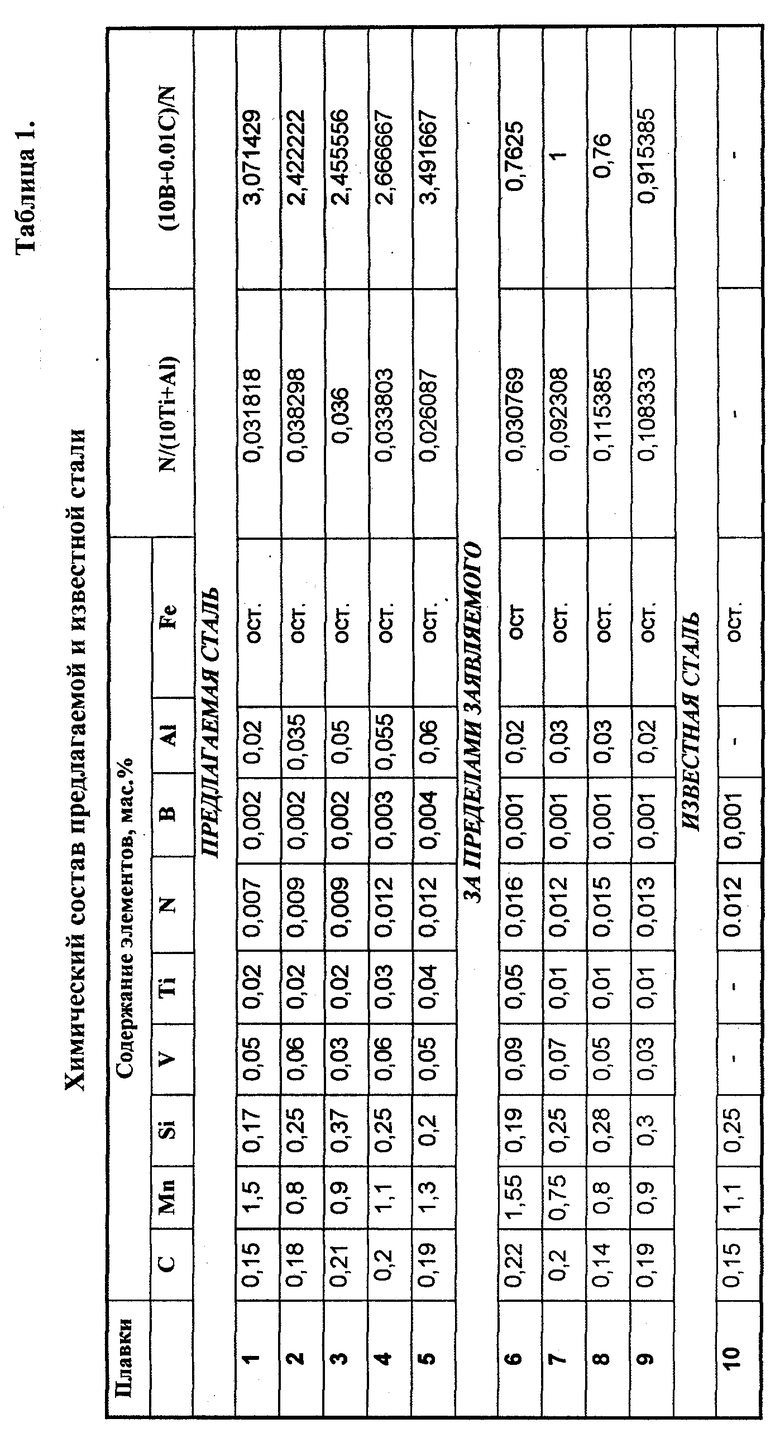
В экспериментальных условиях в 60-кг открытой индукционной печи выплавлено 10 плавок опытных сталей, химический состав которых приведен в таблице 1. Сталь разливали на 3 слитка весом 17 кг, которые далее ковали на сутунку сечением 70 х 70 мм. Затем сутунки прокатывали на лист толщиной 14 мм. Из листа изготавливали заготовки образцов размером 14 х 14 х 300 мм, которые в дальнейшем прошли термическую обработку в лабораторных печах типа СНЗ по следующим режимам: закалка от 950oC с выдержкой 50 минут и охлаждением в воде. Отпуск при температуре 630oC с выдержкой 30 минут. Толщина заготовок и режимы охлаждения при закалке обеспечивали сквозную прокаливаемость заготовок.
Механические характеристики определяли на тангенциальных образцах. Испытания на растяжение при комнатной температуре проводили на образцах тип 1, ГОСТ 1497-84, на испытательной машине "INSTRON-1185" с тензометрической регистрацией деформации. Скорость нагружения образца - 5 мм/мин. Определяли характеристики прочности σb и σ0,2 и пластичности -δ и ϕ.
Средние значения характеристик подсчитывали по результатам испытаний не менее трех образцов на точку. Значимость различий средних значений анализируемых величин оценивали с использованием критерия Стьюдента, вычисляемого следующим образом:
где M1 и M2 - средние значения сравниваемых величин;
S
Определение характеристик прокаливаемости (критический диаметр D50) проводили методом торцевой закалки цилиндрических образцов диаметром 25.0 мм и длиной 100 мм с заплечиками, согласно ГОСТ 5657. Перед изготовлением образца заготовки прошли термическую обработку в камерных печах по следующему режиму: нормализация, 950oC , 1 час, воздух. Испытывали по два образца на плавку. Закалка образцов проводилась струей воды в специальной установке. В связи с необходимостью предотвращения окисления и обезуглероживания торца образца, непосредственно соприкасающегося со струей вод при закалке, нагрев образцов в камерных печах (без защитной атмосферы) проводили в специальных стаканах. Торец образца ставился на специальную графитовую пластину. Образец нагревался в камерной печи до температуры 950oC. Продолжительность прогрева образца о температуры закалки составляла 30 - 50 минут. Отклонения от заданной температуры закалки не превышало ±5oC. Выдержка образца при температуре закалки после нагрева составляла 30 мин. Время с момента извлечения образца из печи до начала охлаждения не превышало 5 сек. Образец находился под струей воды до полного охлаждения (порядка 15± 20 мин). Температура охлаждающей воды составляла 20±5oC.
Для замера твердости по всей длине закаленного образца сошлифовывались две диаметрально противоположные площадки на глубину 0.5±0.1 мм. Площадки сошлифовывались при обильном охлаждении водой. Шероховатость поверхности площадок была не грубее 7-го класса чистоты по ГОСТ 2789. Не допускались прижоги, вызывающие структурные изменения металла. Для построения кривой прокаливаемости стали замер твердости начинали на расстоянии 1.5 мм от закаленного торца в осевом направлении. Первые 16 замеров от торца образца производили с интервалом 1.5 мм, а затем через 3 мм. Если на определенном расстоянии от торца образца твердость не меняется, то измерения производили через один интервал, а затем прекращали испытания. С целью обеспечения очной фиксации мест измерения твердости было специально сконструировано и изготовлено приспособление. В случае необходимости повторного изменения твердости на площадке, на которой были сделаны замеры, площадку перешлифовывали. Глубина съема металла при повторной шлифовке составляла 0.1-0.2 мм. Твердость определяли по Роквеллу (HRC) в соответствии с требованиями ГОСТ 9013. Для каждой пары точек, находящихся на одинаковом расстоянии от торца образца на двух противоположных площадках, посчитывали среднее арифметическое значение твердости.
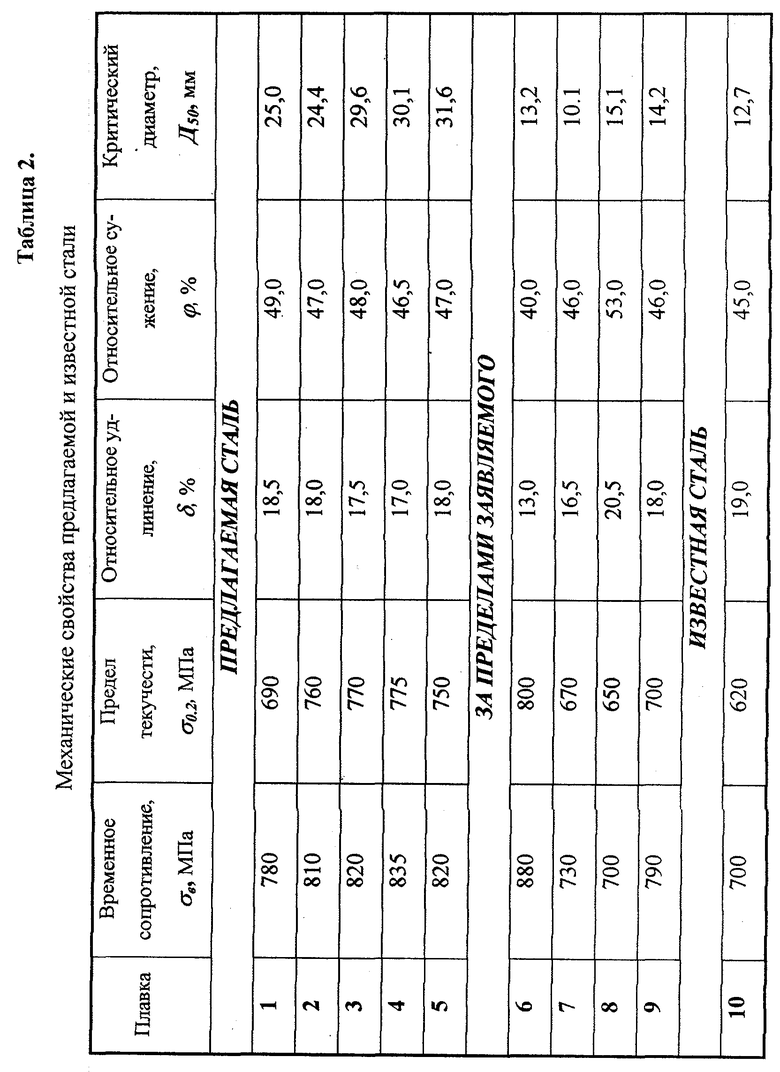
Механические свойства представлены в таблице 2.
Как видно из таблицы 2, предлагаемая сталь, по сравнению с известной имеет более высокие характеристики прокаливаемости.
Источники информации
1. Авторское свидетельство СССР N 601321, C 22 C 38/12, 06.02.1976 г.
2. Авторское свидетельство СССР N 605854, C 22 C 38/14, 1978 г. (прототип)е
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИОННАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 1998 |
|
RU2127770C1 |
| СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2002 |
|
RU2225457C1 |
| СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2003 |
|
RU2237107C1 |
| ВЫСОКОПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2003 |
|
RU2237103C1 |
| СТАЛЬ КОНСТРУКЦИОННАЯ | 2003 |
|
RU2237106C1 |
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ МИКРОЛЕГИРОВАННОЙ ВЫСОКОПЛАСТИЧНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249627C1 |
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249625C1 |
| ВЫСОКОПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ | 2003 |
|
RU2237108C1 |
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ СРЕДНЕУГЛЕРОДИСТОЙ БОРСОДЕРЖАЩЕЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249626C1 |
| СОРТОВОЙ ПРОКАТ, КРУГЛЫЙ, ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ ВЫСОКОПРОЧНЫХ СЛОЖНОПРОФИЛЬНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2249624C1 |
Изобретение относится к металлургии в частности к разработке конструкционной стали для изготовления сортовых заготовок, используемых при холодной высадке крепежных изделий. Предложена конструкционная сталь, содержащая углерод, марганец, кремний, бор, ванадий, алюминий, титан, азот и железо при следующем соотношении, мас. % : углерод 0,18 - 0,24, марганец 0,90 - 1,30, кремний 0,17 - 0,37, бор 0,0005 - 0,0050, ванадий 0,01 - 0,08, алюминий 0,02 - 0,06, титан 0,01 - 0,04, азот 0,005 -0,015 и железо - остальное, при условии, что содержание элементов удовлетворяет следующим соотношениям: 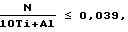 ,
,  Технический результат изобретения заключается в повышении характеристик прокаливаемости и обеспечение сквозной прокаливаемости термоулучшаемых заготовок диаметром до 25 мм. 2 табл.
Технический результат изобретения заключается в повышении характеристик прокаливаемости и обеспечение сквозной прокаливаемости термоулучшаемых заготовок диаметром до 25 мм. 2 табл.
Сталь конструкционная, содержащая углерод, марганец, кремний, бор, ванадий, алюминий, титан, азот и железо, отличающаяся тем, что она содержит компоненты при следующем соотношении, мас.%:
Углерод - 0,18 - 0,24
Марганец - 0,90 - 1,30
Кремний - 0,17 - 0,37
Бор - 0,0005 - 0,0050
Ванадий - 0,01 - 0,08
Алюминий - 0,02 - 0,06
Титан - 0,01 - 0,04
Азот - 0,005 - 0,015
Железо - Остальное
при условии, что содержание элементов удовлетворяет следующим соотношениям:
| Конструкционная сталь | 1977 |
|
SU605854A1 |
| Сталь | 1976 |
|
SU601321A1 |
| Сталь | 1973 |
|
SU462880A1 |
| JP 03267348 A, 28.11.91 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
