Изобретений относится к области машиностроения преимущественно к устройствам для укладки плоских изделий поштучно в пакеты, брикеты, стопки и т.д., различной толщиной и с боковыми выступами.
Известно устройство для укладки анодных остатков в стопки содержащее конвейер с кассетой, на котором расположены в вертикальном положении анодные остатки, поворотную рамку с захватами и фиксаторами, поднимающейся и опускающейся стол с поворотным приспособлением, на котором укладываются в горизонтальном положении анодные остатки и транспортер для удаления стопок (см. технологическую инструкцию на анодоукладчик фирмы "Wenmec", Финляндия, 1990 г).
В этом анодоукладчике аноды с выступами укладываются таким образом, что выступы расположены по окружности со смещением на 90o относительно предыдущего.
Одним из недостатков этого устройства является сложность конструкции узла укладки в пакет в связи с необходимостью применения специального механизма для поворота стола с одновременным его перемещением в вертикальной плоскости и невозможностью его использования при укладке с двух противоположных направлений одновременно в один пакет. Еще одним недостатком этого устройства является сложность регулировки фиксации поворота стола в процессе эксплуатации из-за значительных инерционных нагрузок на поворотный механизм при фиксации перед укладкой очередного анода. Кроме того, пакет получается значительно большего размера по ширине, что затрудняет его загрузку в печь при переплавке.
Технической задачей изобретения является упрощение конструкции устройства и повышение производительности устройств для укладки плоских изделий в пакеты.
Указанная цель достигается тем, что в предложенном устройстве для укладки плоских изделий в пакеты, содержащем подъемник, конвейер с подвижной кассетой под изделие и поворотную рамку с упорами в верхней ее части, при этом оно снабжено вторым конвейером с кассетой и поворотной рамкой, расположенные по другую сторону подъемника, а между подъемником и каждой из поворотных рамок установлены направляющие с выпуклой рабочей поверхностью и выступом в верхней части, причем каждая из поворотных рамок снабжена подпружиненными фиксаторами с опорами для взаимодействия с выступами направляющих. Опоры фиксаторов выполнены Г-образной формы и расположены ниже упоров поворотной рамки. Рабочая поверхность каждого из упоров поворотной рамки выполнена V-образной.
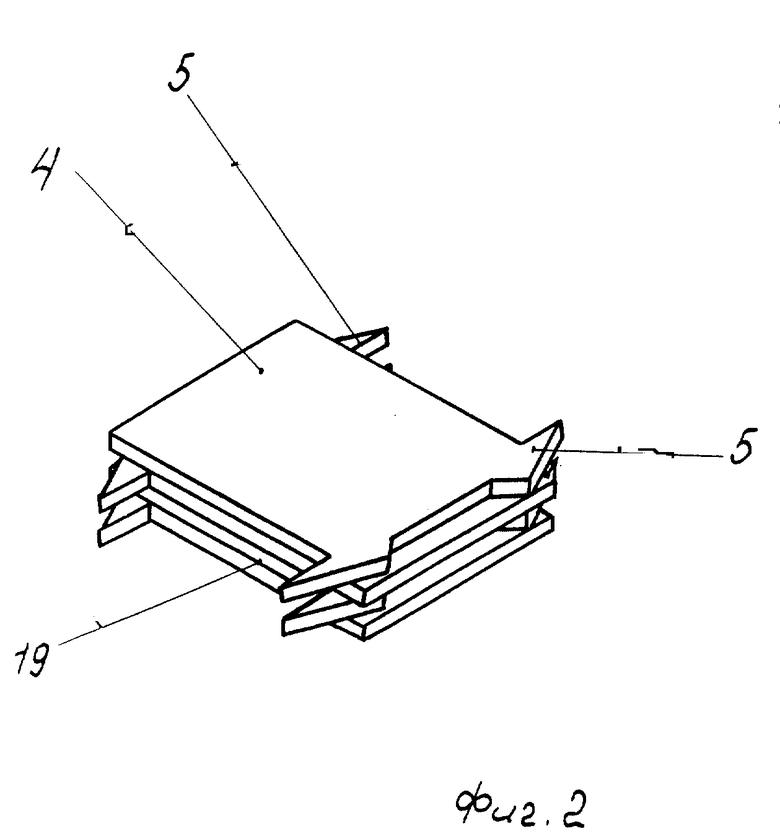
На фиг.1 - изображено устройство предлагаемой конструкции, вид в аксонометрии.
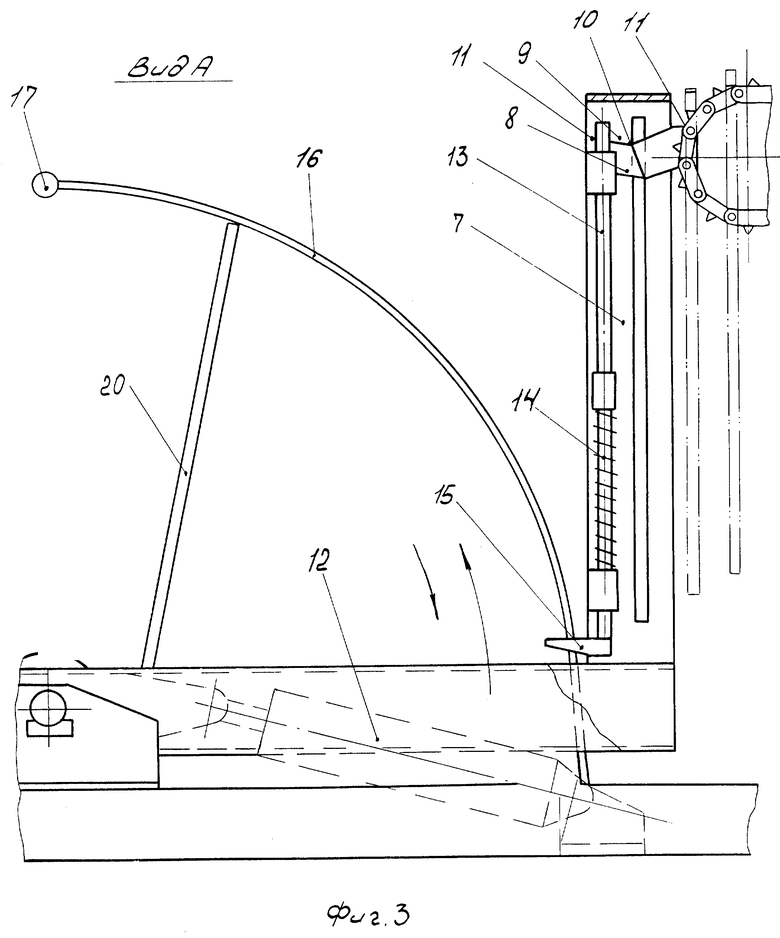
На фиг.2 - вынесено увеличенное изображение пакета изделия.
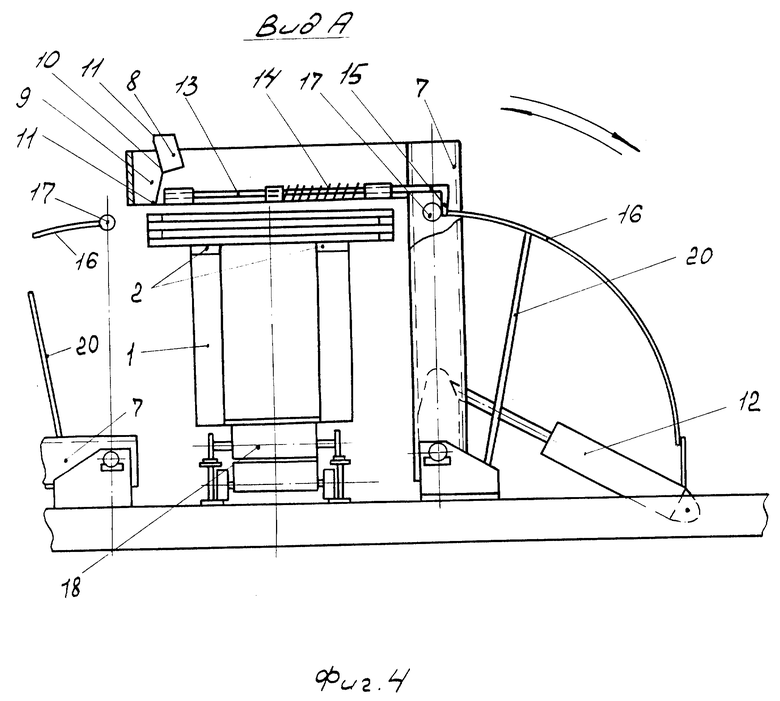
На фиг.3 - вид A фиг.1 в момент захвата изделия из кассеты.
На фиг.4 - вид A фиг.1 в момент укладки изделия в пакет.
Как показано на фиг.1 предлагаемое устройство для укладки изделий в пакет содержит подъемник 1 с подвижными направляющими 2 в вертикальной плоскости. С обоих сторон по отношению к подъемнику 1 установлены конвейеры 3, на которые устанавливаются изделия 4 своими выступами 5 в подвижную кассету 6. Объем изделий 4 с конвейеров 3 осуществляется с помощью поворотных рамок 7, на которых в верхней части закреплены упоры 8 с V-образной рабочей поверхностью 9, вершина которой 10 расположена в средней части поверхности 9 и находится ниже краев 11. Поворот рамок 7 осуществляется например гидроцилиндрами 12. По краям рамок 7 закреплены фиксаторы 13 с пружиной 14 и опорой 15. Между подъемником 1 и конвейером 3 установлены направляющие 16 с выступом 17. Под направляющими 2 устанавливается транспортерная тележка 18 под пакеты 19. Настройка и фиксация направляющих на нужную величину осуществляется стойкой 20.
Работа предлагаемого укладчика осуществляется следующим образом. В каждый из конвейеров 3 по всей его длине устанавливаются аноды 4, которые своими выступами 5 фиксируются в кассете 6. Подъемник 1 поднимается вверх таким образом, что его направляющие 2 будут расположены в плоскости упоров 17 направляющих 16. Рамки 7 находятся у конвейеров 3 таким образом, чтобы упоры 8 были расположены в зоне выступов 5 анода 4. Затем включается привод кассеты 6 и она двигаясь по направлению к рамке 7 сбрасывает анод 4 на упоры 8. После установки анода 4 на упорах 8 включается гидроцилиндр 12 и рамка 7 вместе с анодом 4 начинает поворачиваться. При этом нижняя кромка анода 4 скользит по криволинейной поверхности направляющей 16. В момент, когда анод 4 примет горизонтальное положение, опоры 15 фиксаторов 13 рамки 7 вступят в контакт с выступами 17. Фиксаторы 13 начинают перемешаться сжимая пружины 15 до тех пор пока верхняя их часть опустится ниже края 11 упоров 8. В этот момент под действием силы тяжести анод 4, скользя по поверхности 9, плавно снимется с упоров и уложится пакет 19 подъемника 1. После укладки анода 4 в пакет 19 рамка 7 начинает поворот в исходное положение. Подъемник опускается на толщину изделия вниз и в это время происходит аналогичный процесс захвата, поворота укладки в пакет 19 анода 4 противоположной рамки 7. При этом выступы 5 анода 4 в пакете 19 будут расположены на противоположной стороне выступов 5 предыдущего анода 4. Попеременным включением рамок 7 формируется пакет 19. После набора пакет 19 опускается на тележку 18 и транспортируется из зоны укладки.
Благодаря выполнению рабочей поверхности упоров V-образной формы изделия плавно скользят по рабочей поверхности направляющих и под действием силы трения постоянно их выступы прижаты к упорам рамки, и в момент укладки в пакет не происходит резких ударов. Кроме того пакет получается ровным, аноды располагаются строго горизонтально, а их выступы расположены строго в противоположном направлении по сравнению с предыдущим. Опора анодов в пакете между собой осуществляется по плоскости выступов т.к. они значительно больше в поперечном сечении по сравнению с основным телом и пакет получается ровным, аноды не скользят и не падают при транспортировке даже без обвязки.
Использование изобретения позволяет увеличить производительность труда при укладке в 2 раза, упростить конструкцию узла укладки, исключив полностью поворот и фиксацию укладочного стола, расположить транспортерную магистраль непосредственно под укладчиком, что значительно снижает затраты по укладке пакетов и удаление их из зоны укладки по сравнению с известными устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1995 |
|
RU2093615C1 |
| КАТОД | 1995 |
|
RU2103417C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ОТЛИВОК | 1995 |
|
RU2104819C1 |
| РАЗЪЕМНАЯ ФОРМА ДЛЯ ОТЛИВКИ ИЗЛОЖНИЦ | 1996 |
|
RU2103108C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА ФОЛЬГИ ЦВЕТНЫХ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ | 1995 |
|
RU2082832C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 1993 |
|
RU2088698C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДИ | 1995 |
|
RU2089671C1 |
| УНИВЕРСАЛЬНАЯ КАССЕТА | 1993 |
|
RU2074104C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТОЙКОГО ПОКРЫТИЯ НА МЕДНОЙ ЛЕНТЕ | 1996 |
|
RU2128249C1 |
| КАТОД ДЛЯ ЭЛЕКТРОЛИЗА МЕДИ ПО БЕЗОСНОВНОЙ ТЕХНОЛОГИИ | 1995 |
|
RU2094533C1 |
Устройство для укладки плоских изделий в пакеты снабжено дополнительным конвейером и двумя направляющими с криволинейной рабочей поверхностью, расположенными по обе стороны подъемника перед конвейерами, причем рамки снабжены подпружиненными фиксаторами с опорой, расположенными на рамках параллельно боковым сторонам изделий. Это позволяет увеличить производительность, исключить поворот укладчика вокруг оси и снизить затраты на удаление пакетов из зоны укладки. 2 з.п. ф-лы, 4 ил.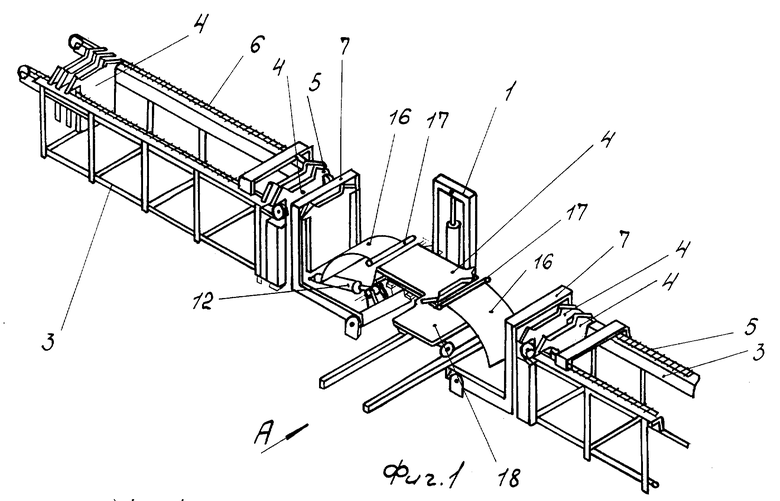
| Технологическая инструкция на анодоукладчик фирмы "Wenmec", Финляндия, 1990 | |||
| УСТРОЙСТВО ДЛЯ НАБОРА ПРЯМОУГОЛЬНЫХ ПРЕДМЕТОВВ СТОПУ | 0 |
|
SU189735A1 |
| Устройство для штабелированияпРЕдМЕТОВ HA пОддОНЕ | 1979 |
|
SU831698A1 |

