Изобретение относится к области производства картонной тары, в частности картонных пакетов с острыми верхами, и может быть использовано при промышленном прикреплении сливных желобков к остроконечным верхам картонных пакетов.
Известны упаковочные машины, применяемые для производства остроконечных картонных пакетов. Эти машины формируют картонные пакеты с четырьмя сторонами и дном, частично складывают верхние концы сторон пакета в остроконечный верх, заполняют пакет, полностью складывают его и герметично запечатывают остроконечный верх. Машины работают непрерывно в режиме конвейера. Пакеты с остроконечным верхом не удобны для хранения жидких продуктов, в частности молока, соков и т.д. В частности, остроконечный верх трудно открыть, не разорвав картонный пакет. Разорванный пакет при необходимости закрытия не может обеспечить герметичность хранения жидкости при тряске или опрокидывании.
Частично эта проблема решена (US, патент 4669640) использованием горлышка на остроконечном верху картонного пакета. Горлышко проталкивают через прорезь в наклонной стороне остроконечного верха картонного пакета таким образом, чтобы горлышко было прижато к стороне пакета фланцем и фиксирующими ушками горлышка, причем фланец сваривают со стороной термически или ультразвуком. Недостатком известного решения следует признать его сложность и ненадежность. Использование сварочного оборудования приводит к удорожанию и излишнему осложнению оборудования.
Известен также способ крепления сливных желобков к остроконечному верху картонного пакета (US, патент 4813578), согласно которому сливной желобок сначала помещают на открытом остроконечном верху таким образом, что фланец желобка расположен над отверстием в остроконечном верху, затем фланец нагревают и прижимают к остроконечному верху для того, чтобы фланец прилип к верху. Недостатком известного решения следует признать сложность технического решения и ненадежность крепления желобка.
Наиболее близким аналогом заявленного изобретения можно признать способ крепления сливного желобка и устройство для его реализации (US, патент 4909434). Согласно известному техническому решению транспортируют изделие (картонный пакет) на позицию крепления желобка, устанавливают край плоской части изделия в заданное положение относительно средства крепления желобка и прикрепляют сливной желобок на плоской части изделия в вырубленном отверстии, причем крепление желобка осуществляют посредством нагревания фланца желобка и фланца на изделии, соединения их с последующей заливкой герметиком. Устройство, применяемое для реализации способа, содержит аппликатор желобков, средство установки изделия в положение крепления желобка и средство крепления желобка. Недостатком известного технического решения следует признать его сложность, а также ненадежность крепления.
Целью настоящего изобретения является разработка усовершенствованного способа и соответствующего ему устройства, позволяющих осуществлять с высокой точностью крепление сливных желобков на плоских участках картонных пакетов с использованием известного оборудования как базового при использование более технологичного и дешевого метода крепления желобков.
Для достижения указанной цели способ крепления сливного желобка на плоской части изделия включает транспортировку изделия на позицию крепления желобка, установку края плоской части изделия в заданное положение относительно средства крепления желобка и крепление желобка на плоской части изделия в вырубленном отверстии, причем сливной желобок устанавливают в аппликаторе клеящего материала, наносят клеящий материал на сливной желобок, перемещают желобок с клеящим материалом на позицию крепления желобка, устанавливают обработанный клеем желобок на позицию крепления желобков в заданное положение относительно средства крепления желобков и отверстия на плоской части изделия и приклеивают сливной желобок на плоской части изделия. Предпочтительно при установке края плоской части изделия зажимают верхнюю кромку изделия, расположенную против указанного края, поднимают изделие на блок позиционирования, направляют этот край между двумя расположенными на расстоянии друг от друга вертикальными ограничительными поверхностями в блоке позиционирования, которые, контактируя с противоположными сторонами плоской части изделия, удерживают их и поднимают изделие для контакта с горизонтальной позиционирующей поверхностью. Преимущественно после установки края плоской части изделия его перемещают на позицию вырубки отверстия, расположенную перед позицией крепления сливных желобков, устанавливают край плоской части изделия в заданное положение относительно средства вырубки отверстия в этой позиции и вырубают отверстие в плоской части изделия. Однако отверстие может быть вырублено и на стадии изготовления заготовки изделия. В случае использования операции вырубки отверстия после ее осуществления изделие поступает в позицию крепления желобков. Обычно сливной желобок перемещают на позицию аппликатора после установки изделия в позицию крепления желобков. При установке желобка на аппликатор клея его обычно отделяют от других желобков и устанавливают в горизонтальное положение. При этом желательно, что после установки желобка в горизонтальное положение привести в относительное вертикальное перемещение желобка и аппликатора клея, в результате которого желобок перемещают в положение, обеспечивающее нанесение клея аппликатором на желобок. В этом случае вертикальное перемещение желобка осуществляют посредством присоски, сообщенной с источником разрежения воздуха и прикрепленной к оси пневматического цилиндра, причем присоска, касаясь участка крышки желобка, перемещает желобок на позицию аппликатора клея. Преимущественно клей наносят на желобок при вращении желобка с одновременным нанесением клея на округлую плоскую поверхность сливного желобка. Обычно обработанный клеем желобок перемещают пневматически или под действием силы тяжести. Преимущественно перед креплением желобка на изделие нагревают стержень желобка. Обычно нагревание проводят перед нанесением клея. При нагревании стержневую часть желобка располагают на близком расстоянии от источника тепла. Предпочтительно при креплении желобка на изделии стержневую часть желобка вводят в отверстие в изделии и деформируют стержень для его механического взаимодействия с плоским участком изделия, противоположном стороне, с которой вводят желобок.
Для достижения вышеуказанной цели могут быть использованы два варианта устройства. Согласно первому варианту устройство содержит аппликатор желобков, средство установки изделия в положение для крепления желобка и средство крепления желобка, причем оно дополнительно содержит устройство участка клейки, первое устройство позиционирования желобков для установки желобка в устройстве участка клейки, конвейер для транспортировки желобков, обработанных клеем, на позицию аппликатора желобков, второе средство позиционирования для размещения обработанных клеем желобков относительно аппликатора желобков, причем средство крепления желобков выполнено в виде участка клейки. Предпочтительно позиционирующая поверхность средства установки изделия выполнена горизонтальной и пред назначена для размещения края первого плоского участка изделия, причем средство позиционирования изделия содержит две вертикально расположенные на расстоянии друг от друга ограничивающие поверхности для удержания края плоского участка вокруг отверстия в изделии, при этом одна из вертикальных поверхностей имеет участок, отогнутый от вертикали, для направления края между ограничивающими поверхностями. Средство позиционирования изделия может дополнительно содержать подъемное устройство, расположенное над изделием, причем средство позиционирования в этом случае выполнено с возможностью захвата кромки второго плоского участка изделия сверху и подъема изделия на позиционирующую поверхность таким образом, чтобы край первого плоского участка входил в контакт со средством позиционирования. Указанное подъемное устройство предпочтительно содержит зажимное устройство, предназначенное для зажатия края второго плоского участка изделия, и средство для подъема зажимного устройства. Первое средство позиционирования может содержать устройство подачи желобков, содержащее дорожку, предназначенную для транспортирования желобков на позицию участка клейки, разгрузочное устройство и заслонку, причем выход разгрузочного устройства расположен над устройством для подъема желобков. Указанное разгрузочное устройство обычно содержит вращающееся звено, имеющее два позиционирующих пальца, отделяющих желобок на дорожке, направляющих желобок на подъемное устройство и сдерживающих движение следующего в потоке желобка. Устройство подачи желобков обычно содержит присоску, сообщенную с источником разрежения воздуха и установленную на вращающемся подъемном устройстве. Устройство участка клейки предпочтительно содержит форсунку с клеящим веществом, соединенную с источником жидкотекучего клеящего вещества под давлением. Конвейер для транспортировки желобков выполняют либо пневматическим, содержащим дорожку и воздушный эжектор для перемещения желобков, либо гравитационным, содержащим наклонную дорожку, по которой желобки перемещаются под действием силы тяжести. Устройство может дополнительно содержать бункер для желобков, расположенный между устройством участка клейки и аппликатором желобков. В предпочтительном варианте реализации изобретения пневматический конвейер перемещает желобки в бункер, а гравитационный - из бункера. Устройство может дополнительно содержать вырубное устройство и средство позиционирования изделия, содержащее позиционирующую поверхность для изделия, расположенную в заданном положении относительно вырубного устройства, причем вырубное устройство и средство позиционирования расположены перед аппликатором желобков. Устройство может также дополнительно содержать нагреватель стержней желобков, расположенный перед аппликатором желобков и содержащее источник тепла, расположенный вблизи конвейера желобков. Предпочтительно нагреватель стержней расположен перед участком клейки. Согласно второму варианту устройство содержит аппликатор желобков, средство установки изделия в положение для крепления желобка и средство крепления желобка, причем оно дополнительно содержит средство транспортировки изделия, средство вырубки отверстий, первое средство позиционирования, имеющее первую позиционирующую поверхность для изделия, расположенную в заданном положении относительно средства для вырубки отверстий для размещения края первого плоского участка, первое подъемное устройство для изделий, содержащее зажим для зажатия края первого плоского участка изделия и средство подъема зажатого изделия так, чтобы край первого плоского участка входил в контакт с первой позиционирующей поверхностью, второе средство позиционирования изделия, имеющее вторую позиционирующую поверхность для изделия, расположенную в заданном положении относительно аппликатора желобков для размещения первой плоской части, второе подъемное устройство для изделий, содержащее зажим для зажатия второго плоского участка изделия, и средство подъема зажатого изделия так, чтобы край первого плоского участка входил в контакт со второй позиционирующей поверхностью, вибрационный конвейер для желобков, нагреватель стержня желобка, содержащий источник тепла и расположенный вблизи вибрационного конвейера, подготовитель клейки, расположенный после нагревателя, первое средство позиционирования желобков для размещения желобка на позиции подготовки участка клейки, содержащее разгрузочное устройство и заслонку для установки желобка над подъемником желобков, и присоску, сообщенную с источником разрежения воздуха и установленную на оси пневматического цилиндра, сообщенного с ведущим шкивом, пневматический конвейер для транспортировки обработанных клеем желобков с позиции подготовки в бункер, гравитационную дорожку для транспортировки желобков из бункера на аппликатор желобков, и второе средство позиционирования желобков для размещения обработанных клеем желобков относительно аппликатора.
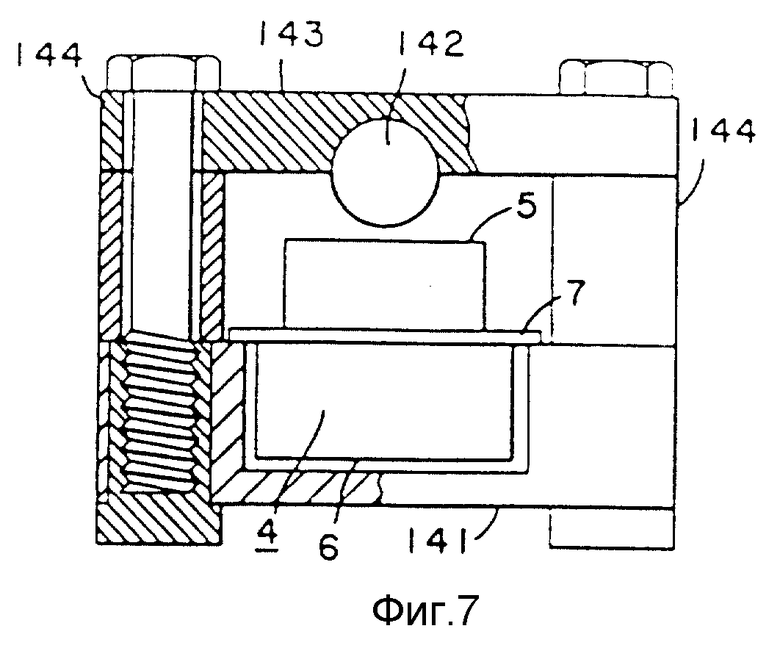
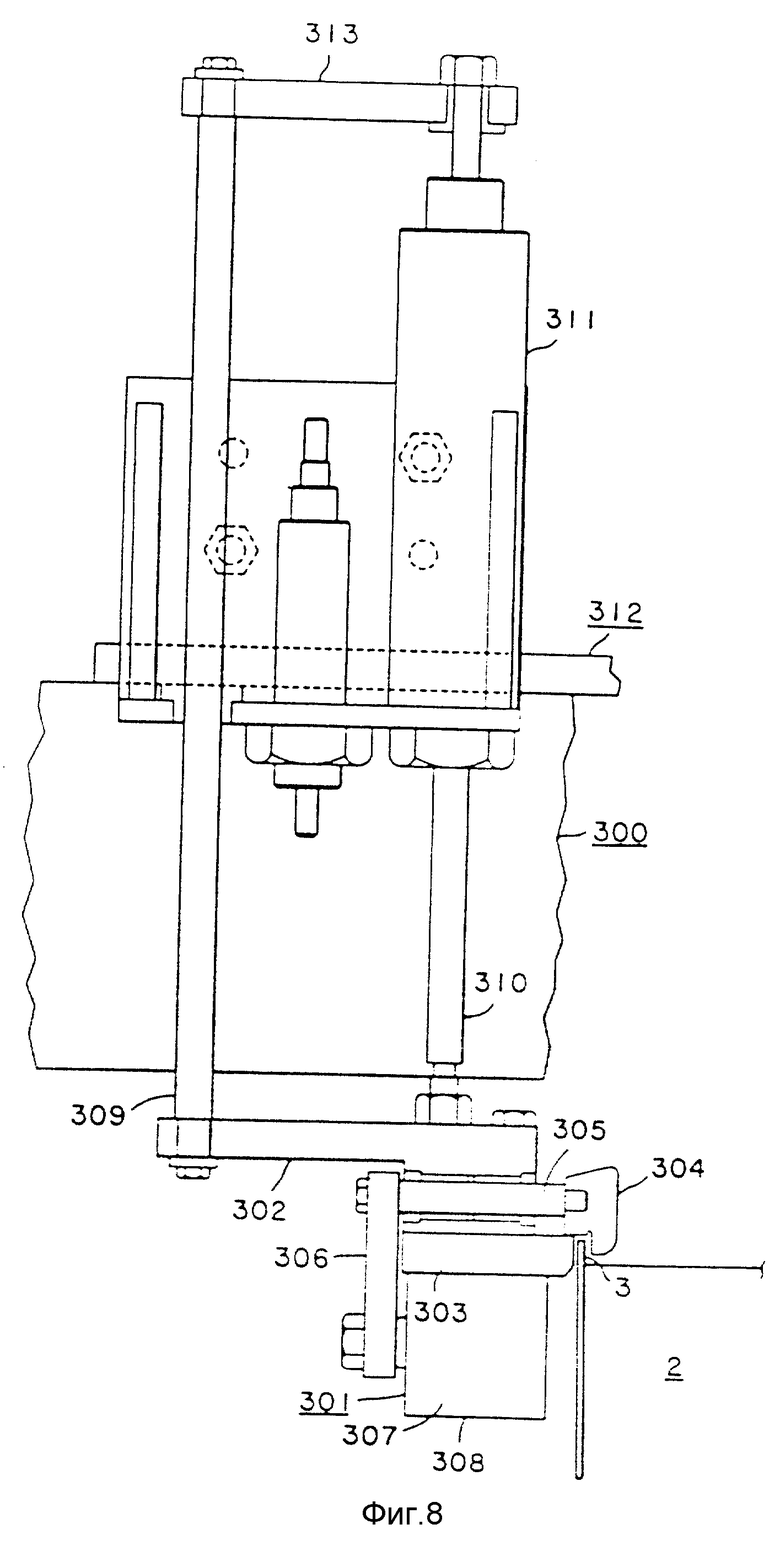
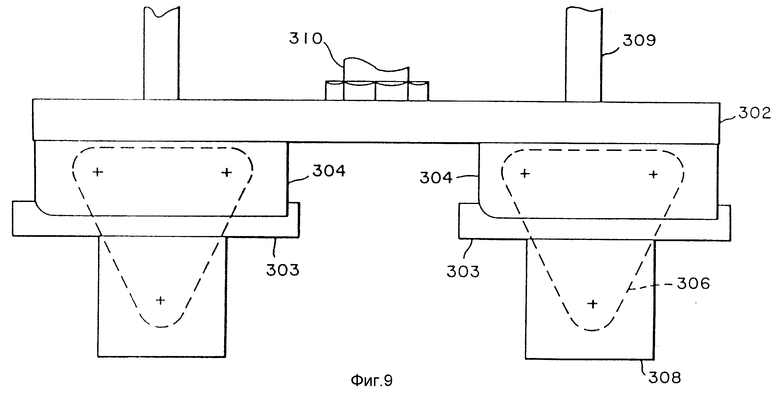
В дальнейшем изобретение будет раскрыто в предпочтительном варианте реализации со ссылками на чертежи, где на фиг. 1 приведена схема последовательности этапов работы устройства, используемого при реализации способа, на фиг. 2 приведена схема устройства, на фиг. 3 приведен вид сбоку нагревателя желобка, на фиг. 4 приведен вид сверху аппликатора склеивания, на фиг. 5 показан частичный разрез аппликатора, на фиг. 6 показана гравитационная дорожка, на фиг. 7 приведен вид по линии А - А фиг. 6, на фиг. 8 приведен вид сбоку подъемника изделия, на фиг. 9 приведен вид спереди подъемника, на фиг. 10 приведен вид сбоку устройства крепления желобка, а на фиг. 11 приведен вид сбоку средства вырубки отверстий.
Согласно одному варианту реализации способа первоначально частично изготавливают картонный пакет с боковыми сторонами и дном (стадия S-1). На этой стадии стороны картонного пакета, которые затем образуют остроконечный верх, расположены прямо. Частично сформированный пакет может быть передан на стадию вырубки отверстия в стенке, в которое будет введен желобок в том месте, которое станет частью остроконечного верха ( стадия S-2 ). Но может быть заранее заготовлен запас заготовок с отверстиями в месте нахождения желобков, в этом случае стадия S-2 будет предварительной и выполняться подходящим устройством. По мере формирования пакетов подготавливают желобки и подают их в заданном положении на устройство транспортировки желобков (P-1). В предпочтительном варианте желобки проходят под нагревающим элементом на стадии Р-2, который нагревает часть стержня желобка, что способствует подготовке участка склеивания и деформации части стержня желобка, на стадии Р-3 на желобок наносят клей.
На стадии S-3 желобок вставляют в отверстие в боковой стороне картонного пакета таким образом, чтобы клей соединил желобок с пакетом. В предпочтительном варианте изобретения стержни желобков, имеющие тонкие стенки, размягчают действием нагревания и деформируют во время введения таким образом, что стержень изогнулся для механического зацепления внутри пакета. На стадии S-4 верхние края пакета складывают с образованием остроконечного верха. На стадии S - 6 пакет заполняют жидкостью, а на стадии S - 7 окончательно формируют остроконечный верх пакета и закупоривают его обычным путем.
Отметим, что сливной желобок обычно имеет округлую цилиндрическую форму, открытую на одном конце, именно эту часть называют стержнем. На противоположном конце находится крышка. В радиальном направлении наружу примерно до центра желобка выходит фланец.
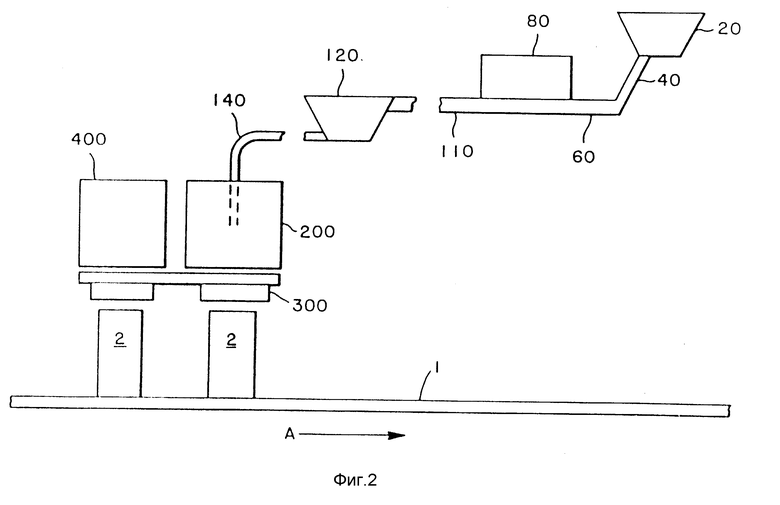
На фиг. 2 приведена общая схема устройства, где конвейер 1 приведен в общем виде, а стрелка А показывает направление движения пакетов. Конвейер 1 перемещает пакеты 2 в соответствии с заданными стадиями на малые расстояния и оставляет пакеты на определенное время на каждой стадии. Эти стадии соответствуют последовательности рабочих позиций в оборудовании для формирования и заполнения пакетов, охарактеризованных на фиг. 1.
Частично сформированный пакет 2, имеющий четыре боковые стороны и дно, конвейер 1 перемещает на первую рабочую позицию. Это может быть позиция 400 для вырубки отверстий (фиг. 2). Пакет 2 центрируют с подъемником 300, который показан как одно устройство, имеющее части под каждой рабочей позицией 400 для вырубки отверстий и следующей рабочей позицией 200. Первая часть подъемника 300 поднимает пакет 2 с конвейера 1 и устанавливает его в заданное относительно вырубного устройства положение. В определенном месте в пакете 2 вырубают отверстие и возвращают пакет 2 на конвейер 1. Если заготовка уже имела отверстие, то эта стадия исключена. Пакет 2 с отверстием поступает на рабочую позицию аппликатора желобков 200, где вторая часть подъемника 300 захватывает край пакетов сверху. Подъемник 300 поднимает пакет 2 с конвейера 1 к аппликатору 200 желобков и удерживает пакет на месте, пока к отверстию крепится желобок (фиг. 11). Пакет 2 опускают на конвейер 16, который перемещает его на позицию заполнения пакета.
Желобки из бункера подачи 20 поступают по вибрационной дорожке 40 на стадию обработки клеем. Вибрационная дорожка 40 транспортирует желобки к нагревателю 60 (фиг. 3), где происходит нагрев стержня желобка. В предпочтительном варианте на позиции подготовки склеивания на желобок наносят клей. Пневматический конвейер 110 перемещает подготовленные желобки от аппликатора 80 во второй бункер 120, выполняющий функцию хранилища желобков со слоем клея. Желобки поступают от второго бункера 120 на аппликатор желобков 200 по гравитационной дорожке 140 (фиг. 6 и 7).
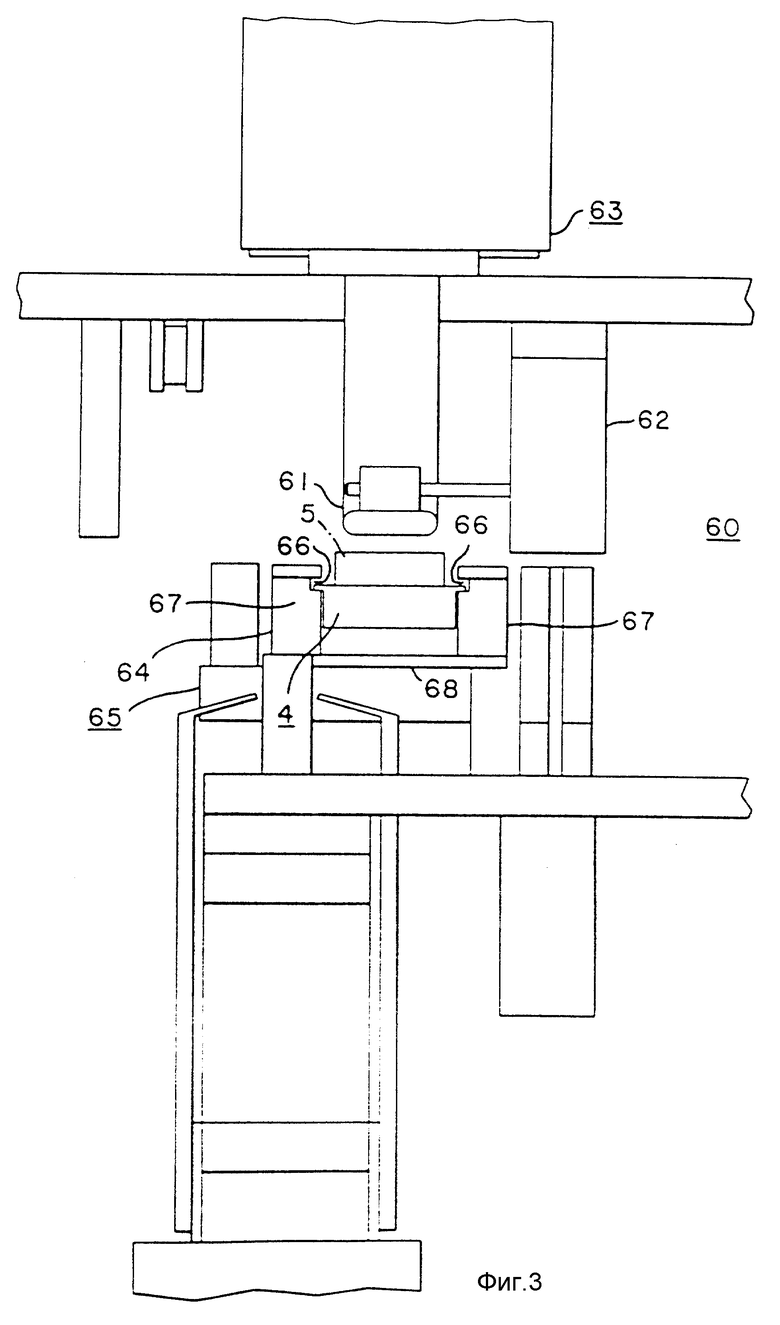
На фиг. 3 показан нагреватель 60 желобков. Он расположен над дорожкой 64 и опирается на верхний элемент рамы 63. Нагреватель 61 подключен к источнику тепловой энергии 62. Дорожка 64 опирается на нижний элемент рамы 65. Она имеет U-образную форму. В ее устройство входят две вертикальные стойки 67, опирающихся на нижнюю поверхность 68. Устройство дорожки 64 обеспечивает как опорные, так и направляющие средства для транспортировки желобков 4 через позицию нагревателя в положение для ориентации стержней 5 вверх. Расстояние между нагревателем и желобками выбирают таким образом, чтобы энергия нагревателя 61 сконцентрировалась на стержне 5 желобка 4. Желобки могут останавливаться под нагревателем 61 или нагреватель может опускаться. Устройство дорожки 64 (фиг. 3) имеет два горизонтальных противоположных паза 66 в отходящий вверх стойках 67. Эти пазы препятствуют выброс желобка с дорожки. Средство, вызывающее вибрацию (не показано), перемещает желобки 4 из бункера 120 к нагревателю 61, а затем к аппликатору клея.
Стадия нагрева может и отсутствовать, если использованы желобки, имеющие стенку стержня с надрезом, способствующим деформации.
Нагреватель (фиг. 2) расположен непосредственно перед аппликатором клея. Но он может находится и после аппликатора перед аппликатором желобков 200.
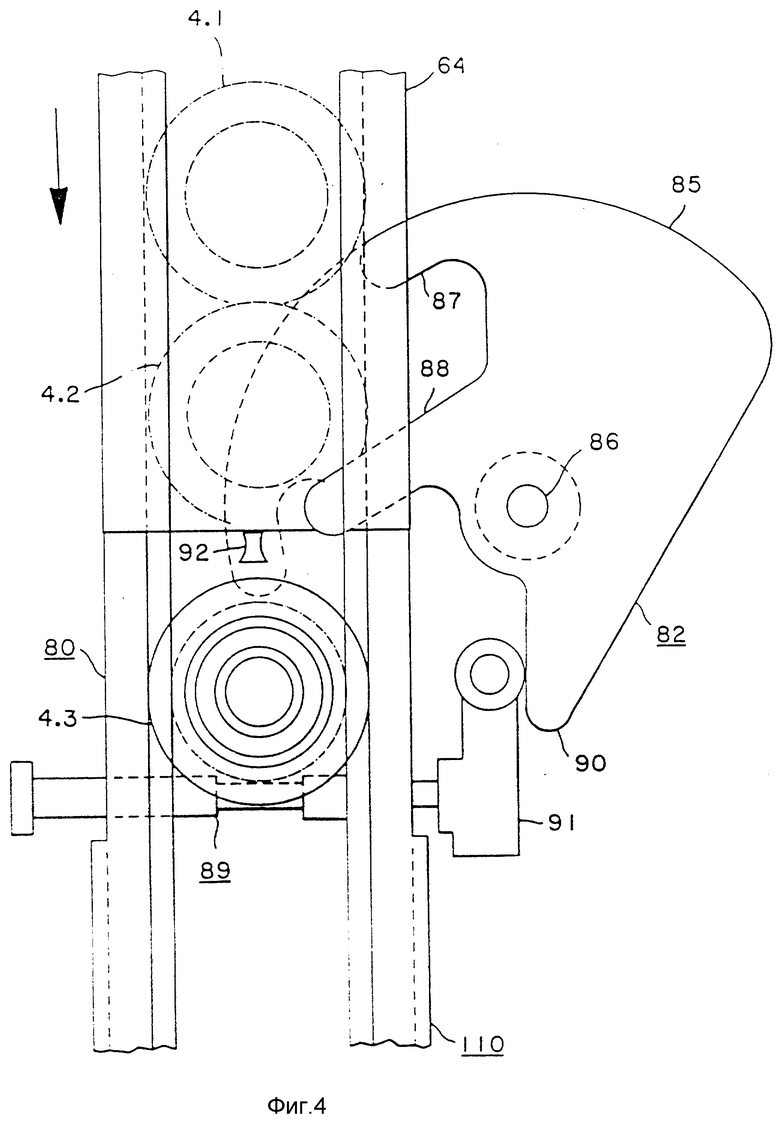
Устройство подготовки склеивания 80 показано на фиг. 4. Дорожка 64, выполненная горизонтальной, ведет от нагревателя 61 к аппликатору клея 80. Желобки 4.1 и 4.2 движутся по дорожке в направлении стрелки В к средству подачи желобков 82.
Средство подачи желобков 82 содержит спуск на дорожку 85, вращающийся вокруг оси 86, и заслонку 89. Спуск содержит два последовательно расположенных пальца 87 и 88, отходящих от разгрузочного устройства на дорожку. При вращении устройства 85 на пути дорожки 64, несущей желобки, пальцы 87 и 88 отделяют желобок 4.2 от потока желобков и направляют его к аппликатору клея 80. Заслонка 89 останавливает желобок 4.3. В положении, указанном сплошными линиями, желобок 4.3 установлен для нанесения клея аппликатором. Второй палец 88 удерживает желобок 4.2 при открытой заслонке 89. При повороте средства 85 против часовой стрелки желобок 4.2 поступает на позицию нанесения клея. На спуске 85 установлен кулачок 90, приводящий в действие следящий механизм 91 заслонки 89. При движении спуска 85 против часовой стрелки следящий механизм движется вправо (фиг. 4) и закрывает заслонку 89. При движении следящего механизма 91 влево заслонка 89 открывается. После того как аппликатор клея 80 нанес клей на желобок (фиг. 5), воздушный эжектор 92, сообщенный с источником сжатого воздуха и направленный параллельно движению дорожки, создает выброс воздуха, перемещающий желобок по пневматическому конвейеру 110 к второму бункеру 120. При этом заслонка 89 открыта, и цикл подачи желобков в аппликатор повторяется.
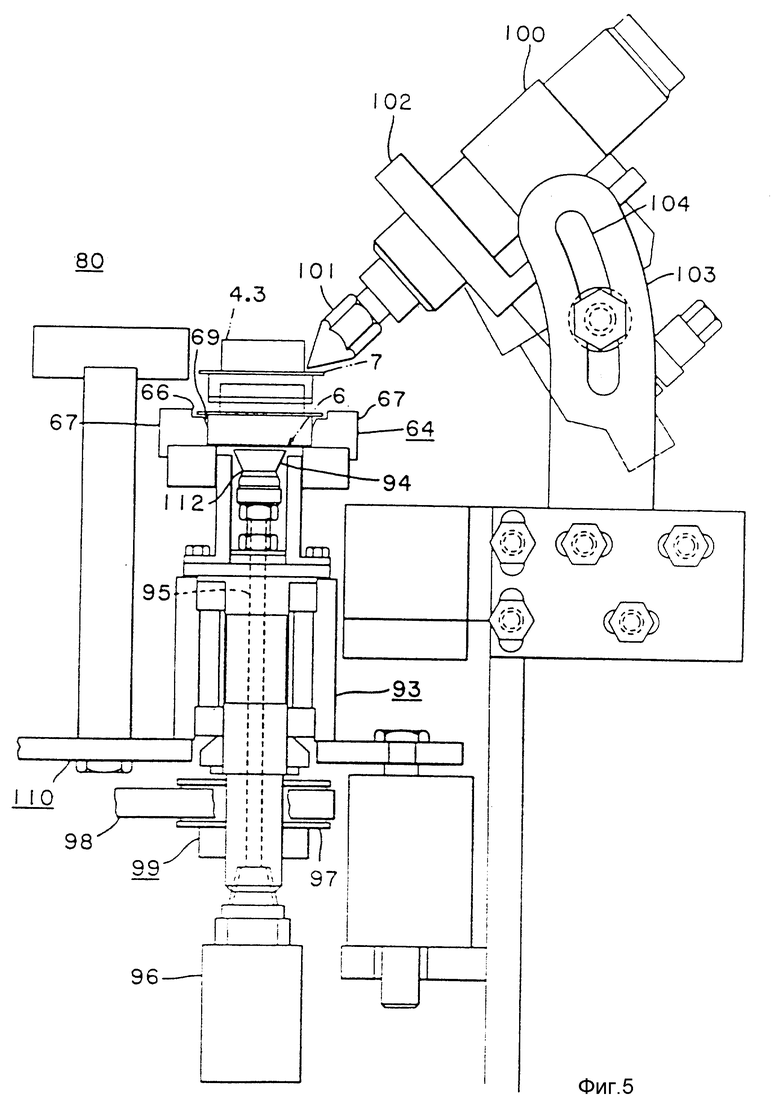
Конструкция аппликатора 80 приведена на фиг. 5. В предпочтительном варианте аппликатор 80 наносит клей на фланец 7 желобка (фиг. 6).
Желобок 4.3 установленный устройством 82, лежит на дорожке 64 над подъемником 93 для желобков, который опирается на элементы корпуса 110 и совмещен с зазором 12 в нижней стороне дорожки 64. Ограничительные канавки 66 дорожки предназначены для направления желобка при подъеме с дорожки 64. Верхняя часть стоек 67 (фиг. 3) отсутствует, что и открывает канавку 66. Кроме того, выполнен скос 69 на внутренней кромке дорожки для спуска желобка из аппликатора 80 на дорожку 64.
На выдвигаемой в вертикальном направлении оси 95, установленной с возможностью скольжения в пневматическом цилиндре 96, расположена присоска 94, сообщенная с источником разрежения воздуха (не показан). Присоска 94 расположена в зазоре 112 в дорожке ниже расположения сливного желобка. Цилиндр 96 закреплен на шкиве 97, установленном с возможностью вращения на оси 99, закрепленной на элементе рамы 110. Шкив 97 соединен обычным средством передачи 98 (ремнем или цепью) с приводом вращения (не показан). Ось 95 составляет ось вращения, перпендикулярную дорожке 64.
Над подъемником 93 расположена форсунка 100 для нанесения клея. Она установлена так, что ее выход 101 расположен над присоской 94 на заданном расстоянии от оси вращения. Для регулирования положения форсунки 100 предусмотрен установочный кронштейн 103 с регулирующей канавкой 104. Форсунка 100 сообщена с источником клеящего вещества, находящегося под большим давлением.
Подготовленные желобки движутся от аппликатора 80 к второму бункеру 120 пневматическим конвейером 110 (фиг. 2).
Бункер 120 имеет средство вибрации (не показано) для продвижения через него сливных желобков.
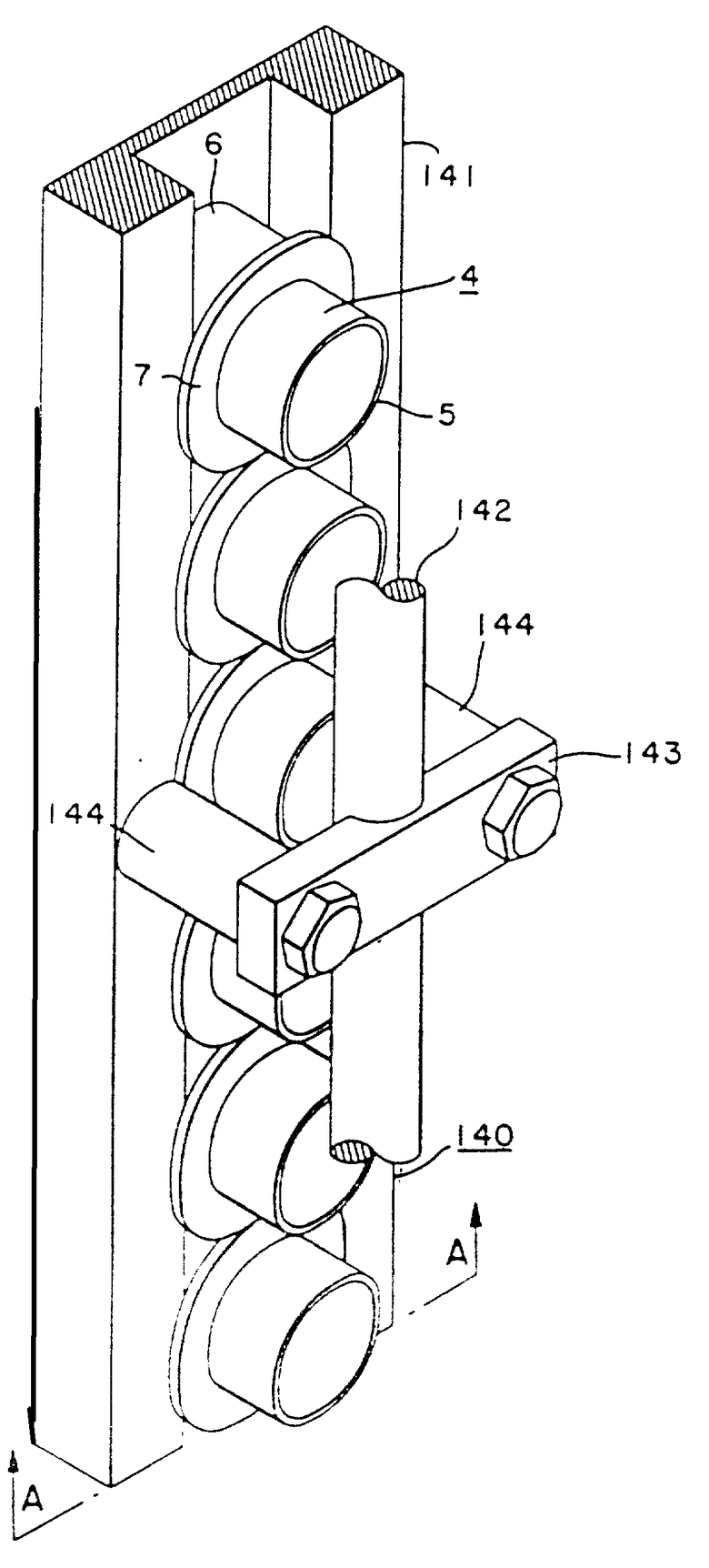
Вид гравитационной дорожки 140 приведен на фиг. 6. Дорожка 140 проходит от второго бункера 120 до устройства 200. Как показано на фиг. 6 и 7, гравитационная дорожка 140 содержит нижний U-образный элемент и верхний стержневой элемент 142, расположенный на расстоянии от него. Стержневой элемент 142 расположен над U-образным элементом 141 и опирается на поперечины 143, расположенных на стойках 144, размещенных вдоль дорожки и закрепленных перпендикулярно ей. Стержневой элемент 142 удерживает желобки на дорожке 140 и предотвращает их выпадение. Вход на дорожку 140 расположен под выходом аппликатора 200.
Во время подготовки желобков пакеты также проходят соответствующую обработку (см. фиг. 1 и 2). Пакеты в процессе подготовки перемещаются к позиции аппликатора 200, расположенного над конвейером 1.
Пакет 4, перемещаемый на конвейере 1, расположен по соседству с подъемником 300 таким образом, что верхний край стороны пакета совмещен с подъемником. Сторона пакета, совмещенная с подъемником 300, расположена напротив отверстия в пакете. Подъемник 300 содержит подъемный блок 301, установленный на нижнем элементе рамы 302. К блоку 301 прикреплена подъемная штанга 303, отходящая в горизонтальном направлении в сторону конвейера. Кромка штанги 303 образует позиционирующую плоскость для пакета 2. Зажимное устройство 304 закреплено на штоке 305, установленном с возможностью скольжения в подъемном блоке 301 над штангой 303. Устройство 304 имеет L-образную форму, причем вертикальная поверхность расположена против вертикальной поверхности штанги 303 так, что противоположные вертикальные стороны образуют центрирующее пространство для края пакета. Шток 305 крепится к силовому органу 306, который движется в направлении, параллельном продольной оси штока 305 посредством силового средства 307, расположенного в корпусе 308. Нижний элемент рамы 302 установлен на брусе 309 рамы.
Ось 310 установлена с возможностью скольжения в пневмоцилиндре 311, установленном в опорной раме 312 над подъемным блоком 301. Верхний конец бруса 309 соединен с верхним концом оси 310 и пластиной 313. Нижняя рама 302, брус 309, ось 310 и пластина 313 (фиг. 6) образуют подвижное звено, поднимающее блок 301 под действием пневматического цилиндра 311.
Пакет 2 (фиг. 8) располагают так, что верхний край 3 находится между устройством 304 и штангой 303. Силовое средство 307 толкает шток 305 назад и устройство 304 прижимает край пакета к штанге 303. Цилиндр 311 поднимает блок 301 на заданную высоту над поверхностью конвейера, при этом блок 301 устанавливает пакет на нужной позиции. После завершения операции цилиндр 311 опускает блок 301 с возвращением пакета на конвейер. Силовое устройство перемещает шток 305 вперед, освобождая край пакета. Конвейер готов к перемещению пакета в новое положение.
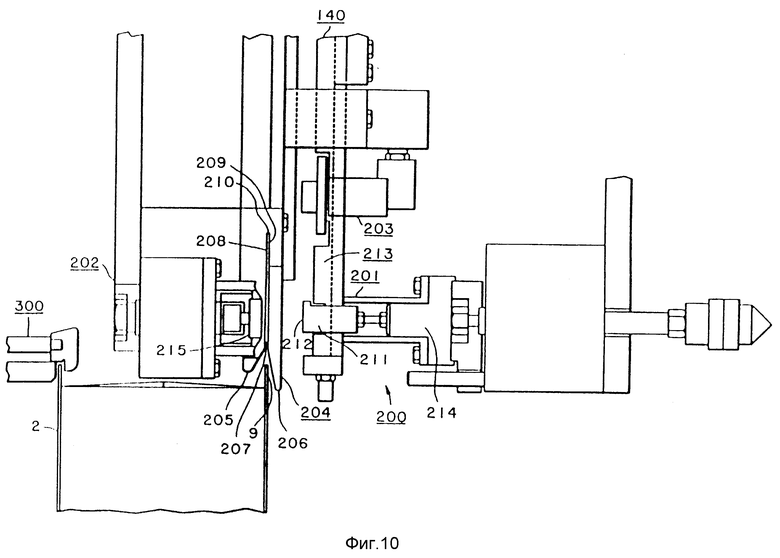
На фиг. 10 приведен поперечный разрез аппликатора желобков. Позиция нанесения желобков 200 включает узел крепления 201, блок позиционирования 202 и механизм 203 регулирования потока желобков. Блок 202 содержит направляющий и позиционирующий элемент 204, имеющий U-образную форму и включающий пару направленных вниз удлиненных концов 205 и 206, образующих центральный проход 207, который образован ограничивающими поверхностями 208 и 209, а также горизонтальной позиционирующей поверхностью 210. У окончания удлиненных концов 205, 206 вертикальные поверхности отогнуты от вертикали (фиг. 10).
Узел крепления желобка 210 имеет силовой механизм 211, который расположен напротив блока позиционирования 202. Присоска 212 расположена у головки силового органа 211 и сообщена с источником разрежения воздуха. Орган 211 сообщен с приводом 214, перемещающим механизм 211 к блоку позиционирования 202. Канал подачи 213 отходит вверх и подходит к гравитационной дорожке 140. Под действием силы тяжести желобки посредством дорожки 140 поступают к каналу подачи 213 и скользят вниз к механизму регулирования 203, расположенному над механизмом 211, сбрасывающим желобки на дно канала 213.
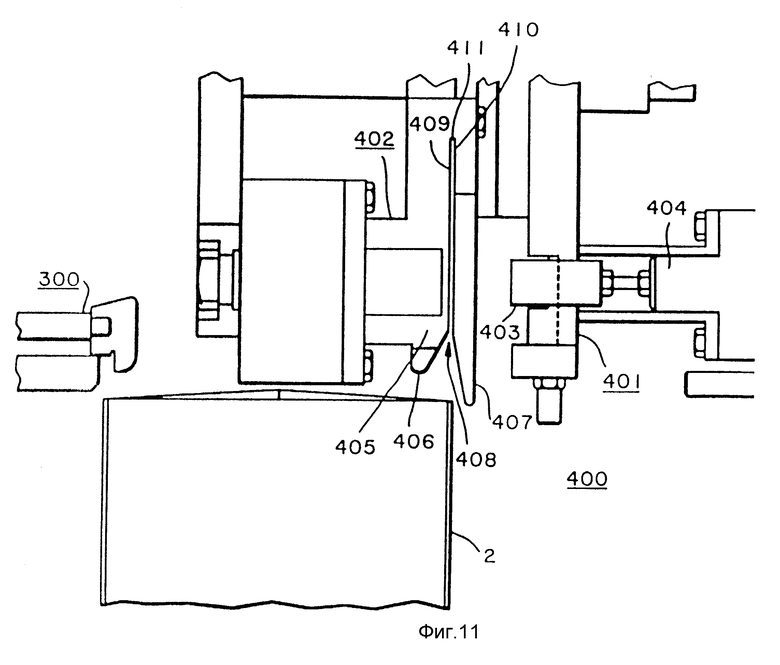
На фиг. 11 приведена позиция вырубки отверстий 400. Она содержит вырубное средство 401 и блок позиционирования 402. Блок позиционирования 402 идентичен блоку позиционирования аппликатора 202. Вырубное средство 401 содержит силовой орган 403, сообщенный с приводом 404. Блок позиционирования 402 содержит направляющий и позиционирующий элемент 405. Обычно он имеет U-образную форму и содержит две удлиненных книзу части 406, 407, которые образуют центральный проход 408. Проход 408 по существу образован поверхностями 409, 410 и горизонтальной поверхностью 411.
Хотя в описании приведен предпочтительный вариант реализации изобретения, для специалиста с очевидностью следует возможность других вариантов реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТДЕЛЬНО ЗАВЕРНУТОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 1998 |
|
RU2204975C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170671C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И ОТДЕЛЬНО ОБЕРНУТОЕ ИЗДЕЛИЕ | 2001 |
|
RU2261078C2 |
| КОНТЕЙНЕР НА ОСНОВЕ КАРТОНА (ВАРИАНТЫ) | 1997 |
|
RU2172710C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| ЦЕЛЬНЫЙ ЗАТВОР | 1997 |
|
RU2183183C2 |
| КАРТОННЫЙ ПОДДОН | 2005 |
|
RU2376224C2 |
| СИСТЕМА И СПОСОБ УСТАНОВКИ УСТРОЙСТВ ДЛЯ ОТКРЫВАНИЯ ПАКЕТОВ | 2002 |
|
RU2301149C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2009 |
|
RU2501723C2 |
| ДВОЙНАЯ УПАКОВОЧНАЯ ЛИНИЯ И СИСТЕМА ДОЗИРОВАНИЯ | 2009 |
|
RU2511317C2 |
Способ и устройство для крепления сливного желобка на плоской части изделия, такого как картонный пакет для молока или сока, могут компоноваться в обычных установках для изготовления упаковок из картона и их заполнения. Способ включает нагревание стержня желобка, нанесение связывающего вещества на фланец желобка. Располагают желобок в заранее заданном положении по отношению к аппликатору желобков и размещают картонный пакет с отверстием в заданном положении по отношению к аппликатору желобков. Далее закрепляют желобок на пакете в том месте, где нагретый стержень деформируется для механического зацепления с пакетом вокруг отверстия. Способ и устройство позволяют повысить точность крепления желобка. 3 c. и 29 з.п. ф-лы, 11 ил.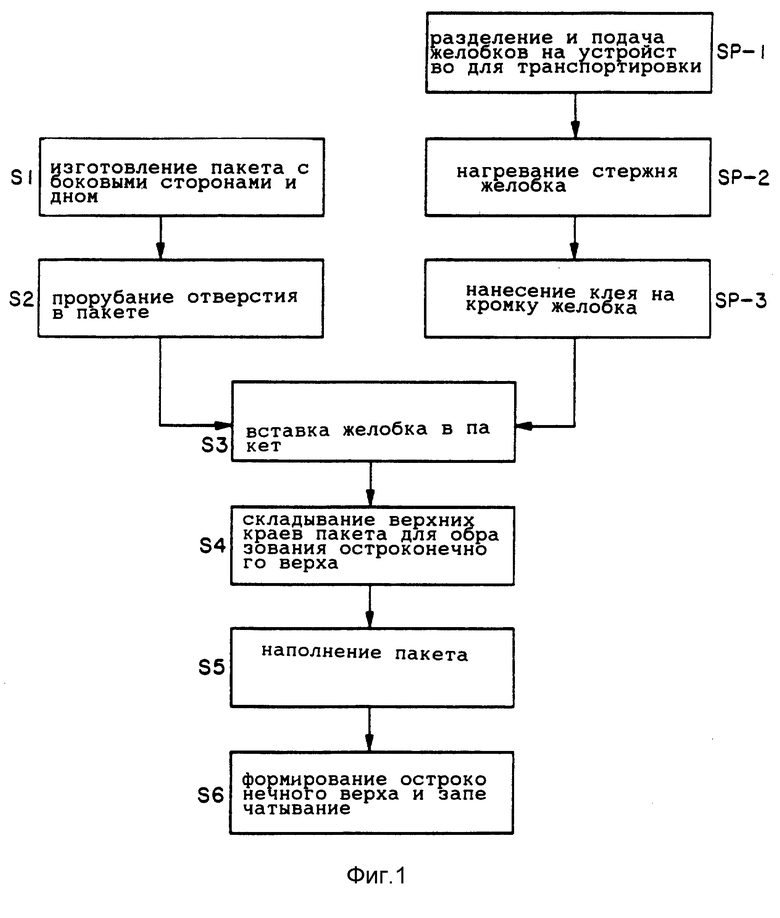
| US 4909434 A, 20.03.90 | |||
| US 2842913 A, 15.07.58 | |||
| Упаковочный контейнер из гибкого материала | 1986 |
|
SU1463131A3 |
