Настоящее изобретение относится к области транспортных поддонов, служащих для транспортировки грузов. Поддоны используются для того, чтобы транспортируемые грузы можно было грузить, например, вилочными погрузчиками.
Из уровня техники известны различные возможности замены стандартных поддонов из дерева поддонами из картонного материала. Поддоны из картонного материала имеют то преимущество, что получатель товара может направить их на переработку. Также из-за малого веса такие поддоны находят все большее применение, поскольку они легче поддонов из дерева и, следовательно, связаны с меньшими транспортными расходами.
Из полезной модели DE 20103902 U1 известен изготовленный из гладкого картона или гофрокартона поддон, имеющий ножки, которые состоят из нескольких проходящих параллельно и на расстоянии друг от друга полозьев, выполненных за одно целое с верхней плоскостью. В сложенном состоянии полозья имеют треугольное или четырехугольное сечение.
Из DE 19523492 А1 известен поддон, в котором использованы сердечники от бумажных, ковровых рулонов или рулонов аналогичных материалов в качестве несущих элементов, причем рулонные сердечники расположены двумя слоями друг на друге и перпендикулярно друг другу.
Наконец, из WO 95/25672 известна поддонная система, состоящая из плоской верхней плоскости, снабженной трубчатыми полозьями. Полозья сложены из плоского картона. Для усиления полозьев в них помещают отдельные прямоугольные усиливающие элементы, состоящие, например, из намотанного или ячеистого картонного материала.
Картонные поддоны из уровня техники имеют различные недостатки вследствие их низкой прочности или стабильности, сложности изготовления, расхода материала и большого транспортного объема для отправки самого поддона. Кроме того, известные картонные поддоны восприимчивы к воде и влаге из-за капиллярного действия картонного материала.
Поэтому существует потребность в поддоне, который был бы легче в изготовлении, имел бы более высокую стабильность, требовал бы меньше или более дешевого материала, был бы лучше защищен от влаги и воды и сам был бы легче в транспортировке. Кроме того, существует потребность в способе изготовления такого поддона и в установке для изготовления таких поддонов.
Названные выше проблемы решаются, а приведенные выше требования удовлетворяются посредством ножки для поддона по п.1, поддона по п.11, способа изготовления ножки поддона по п.14, установки для изготовления ножек поддонов по п.21 и способа изготовления поддона по п. 32.
Названные выше проблемы, в частности, решаются посредством ножки для поддона, содержащей картонную трубу многоугольного сечения, причем картонная труба имеет открытые участки, обеспечивающие поперечный проход через ножки поддона, и закрытые несущие участки, причем каждый из закрытых несущих участков разделен стенками жесткости на несколько камер, причем стенки жесткости образованы сложенными внутрь боковыми стенками картонной трубы.
Такая ножка поддона может быть изготовлена быстро и просто из многоугольной картонной трубы. Поскольку исходный материал представляет собой трубу, которую требуется лишь обработать, не приходится изготавливать и монтировать дополнительные картонные элементы. Усиления несущих участков образованы только имеющимся в картонной трубе картонным материалом. Это обеспечивает абсолютно безотходное производство ножек поддонов. Трубчатый исходный материал к тому же особенно стабилен, поскольку не имеет мест склеивания, явных швов и т.п., а намотан предпочтительно за одно целое. Кроме того, за счет разделения несущих участков стенками жесткости возникает, с одной стороны, стабильная, а, с другой стороны, очень легкая структура, устойчивая даже при высоких нагрузках.
В одном предпочтительном варианте картонная труба состоит из намотанных слоев бумаги или намотанных слоев вторичной бумаги. За счет намотки бумажных слоев достигается особенно высокая прочность, даже при использовании вторичной бумаги. Использование вторичной бумаги снижает расходы на материал.
Картонно-бумажные фабрики имеют машины установленной рабочей ширины, так что при производстве бумаги или картона определенной ширины постоянно скапливаются побочные полотна. При изменениях массы возникают к тому же переходные полотна, которые также скапливаются в виде отходов. Эти побочные или переходные полотна обычно снова направляют на переработку. Это связано с высокими расходами для бумажной фабрики, поскольку рулоны побочных и переходных полотен слишком компактны для непосредственно переработки. Поэтому их с высокими затратами разматывают или распиливают.
Поскольку для намотки картонных трубок согласно изобретению требуются лишь узкие бумажные или картонные полосы шириной 70-140 мм, побочные и переходные полотна, скапливающиеся при производстве бумаги в виде отходов, могут быть без проблем направлены на целесообразное использование. Более широкие побочные и переходные полотна должны быть разрезаны на полосы требуемой ширины, что на бумажной фабрике возможно без проблем. Поскольку побочные полотна являются почти непродаваемым товаром, их можно приобрести очень дешево, если вообще не задаром, что значительно снижает расходы на материал ножек поддонов.
Предпочтительно картонная труба имеет четырех- или восьмиугольную форму сечения. За счет такой формы ножка поддона образует ровную опорную поверхность для верхней плоскости поддона и ровную поверхность прилегания к полу, благодаря чему возникающие нагрузки могут распределяться на большой площади.
В другом предпочтительном варианте картонная труба состоит из картонного материала, упрочненного жидким стеклом. Упрочнение картонной трубы жидким стеклом придает изготовленной из нее картонной трубе особенно высокую прочность. Кроме того, жидкое стекло в качестве упрочняющего или склеивающего материала очень дешево, поскольку его стоимость составляет примерно 1/3 обычно применяемых клеев. Дополнительно жидкое стекло при отверждении на воздухе не выделяет ядовитых паров. Дополнительно картонная труба после упрочнения защищена от воды и влаги, так что поддон может быть использован также под открытым небом.
Предпочтительно закрытые участки ножек поддона имеют боковые стенки, снабженные желобками, проходящими, в основном, параллельно направлению нагрузки. Желобки или гофры усиливают по сравнению с плоской поверхностью боковые стенки несущих участков и повышают прочность при продольном изгибе. Желобки могут также переходить друг в друга, в результате чего возникает волнообразная форма.
Предпочтительно закрытые участки разделены соответственно на три или четыре камеры. Далее отдельные камеры закрытых участков имеют предпочтительно одинаковую форму. Форма и число камер в решающей степени определяют стабильность поддона. Предпочтительно закрытые камеры могут помимо сжимающих усилий за счет веса груза воспринимать особенно хорошо также поперечные усилия, нередко возникающие при транспортировке и погрузке поддона.
В другом предпочтительном варианте стенки жесткости складывают по бигам, проходящим параллельно направлению нагрузки. Биги облегчают точное складывание стенок жесткости. Поскольку биги проходят в направлении нагрузки, стенки жесткости стоят внутри несущих участков вертикально и передают поэтому возникающие сжимающие усилия в поверхность пола в направлении главной нагрузки.
Предпочтительно стенки жесткости закрытого участка поверхностно склеены между собой. Склеивание стенок жесткости существенно повышает несущую способность несущих участков, поскольку места склеивания могут передавать срезающие усилия между стенками жесткости.
Предпочтительно картонная труба имеет сплошные верхнюю и нижнюю стенки, причем сложенные внутрь боковые стенки склеены с верхней и нижней стенками. Сплошные верхняя и нижняя стенки ножки поддона служат в качестве дистанцирующих элементов и усилений несущих участков.
Далее предпочтительно, чтобы закрытые участки имели, по меньшей мере, по одному боковому окошку для соединения ножки поддона с поперечным раскосом.
В частности, вышеназванные проблемы решаются также посредством поддона, содержащего, по существу, плоскую ровную верхнюю плоскость и, по меньшей мере, две ножки по любому из п.п. 1-11. За счет добавления подходящей верхней плоскости, например из дерева, металла или картона, вместе с ножками получается полный поддон, приспосабливаемый к конкретному случаю применения.
Предпочтительно верхняя плоскость состоит также из картона или вторичного картона. Таким образом, создан полностью пригодный для переработки картонный поддон.
В другом предпочтительном варианте ножки поддона приклеены к верхней плоскости параллельно друг другу.
Предпочтительно поддон содержит, далее, по меньшей мере, один поперечный раскос, соединенный с ножками поддона и проходящий перпендикулярно им. За счет такого поперечного раскоса предельно повышается стабильность поддона, так что толщина материала верхней плоскости может быть уменьшена. Например, толщина сравнительно дорогой верхней плоскости при одинаковой несущей способности может быть уменьшена примерно на 50%. За счет этого достигается сокращение расходов до 20%.
Поперечный раскос может, при необходимости, использоваться или не использоваться, так что создается индивидуально конфигурируемая поддонная система.
Предпочтительно поперечный раскос изготавливают из той же картонной трубы, что и ножки поддона. Таким образом, можно использовать ту же машину для намотки картонных труб.
Далее, вышеназванные проблемы решаются также посредством способа изготовления ножки для поддона, включающего в себя следующие этапы:
1. Вырубку прорезей в боковой поверхности картонной трубы для вырезания стенок жесткости;
2. Тиснение бигов в боковой поверхности картонной трубы для складывания стенок жесткости;
3. Складывание стенок жесткости для разделения несущих участков ножки поддона на камеры.
Благодаря способу согласно изобретению также достигаются преимущества, описанные выше в отношении ножек поддона.
В одном предпочтительном варианте способ включает в себя далее следующие этапы, осуществляемые перед другими этапами:
1. Намотку бесконечной картонной трубы из бумажных или картонных слоев;
2. Обрезание бесконечной картонной трубы на нужную длину для образования отдельной картонной трубы.
Таким образом, способом, исходя из бумажного исходного материала, изготавливают ножку поддона определенной длины и определенной прочности и несущей способности. Этап намотки можно варьировать для получения разной толщины стенки картонной трубы и за счет этого также разной несущей способности ножки поддона.
Предпочтительно способ включает в себя далее этап выполнения желобков в боковой поверхности картонной трубы, причем желобки проходят, по существу, параллельно желаемому направлению нагрузки. Желобки или гофры усиливают боковую поверхность картонной трубы.
Предпочтительно этапы вырубки прорезей, тиснения бигов и выполнения желобков осуществляют одновременно. Таким образом, сокращается время изготовления ножки поддона.
В другом предпочтительном варианте способ включает в себя далее этап пропитки картонной трубы жидким стеклом. Предпочтительно бумажную полосу, из которой наматывают картонную трубу, пропускают через клеемазальный агрегат, причем одна сторона бумажной полосы на всей поверхности промазывается жидким стеклом. Использование жидкого стекла в качестве клеящего и упрочняющего средства возможно только потому, что сразу после процесса намотки осуществляют процесс прессования, тиснения и вырубки. За счет прессования трубы достигается абсолютное склеивание, которое при традиционной намотке достигается только за счет дорогостоящей дополнительной обработки с использованием высококачественных клеев. В частности, намотка картонной трубы может происходить с существенно более высокой скоростью, чем в традиционных способах, поскольку возможные воздушные пузырьки между склеиваемыми бумажными полотнами выдавливаются за счет прессования трубы.
В другом предпочтительном варианте способ включает в себя этап прессования и нагрева картонной трубы для ее упрочнения без пузырьков. Предпочтительно этап прессования и нагрева осуществляют одновременно с этапом вырубки и тиснения. При прессовании волокна картона сохраняются, а поверхность картона разглаживается, в результате чего ножка поддона имеет меньшее влагопоглощение. Далее, за счет нагрева время высыхания ножек поддона сокращается настолько, что может осуществляться немедленная дальнейшая обработка. При обычном высыхании потребовалось бы до 2 недель.
Предпочтительно способ включает в себя этап нанесения клеящих средств на участки стенок жесткости для склеивания последних между собой.
Далее вышеназванные проблемы решаются также посредством установки для изготовления ножек поддонов, содержащей обрабатывающую машину для вырубки прорезей и тиснения бигов в боковой поверхности многоугольной картонной трубы и фальцевальную машину для складывания стенок жесткости вдоль бигов и образования несущих участков ножки поддона.
Благодаря такой установке ножки поддона могут быть изготовлены из картонных трубок быстро и рентабельно. Установка может работать полностью автоматически, так что можно производить большое количество ножек поддонов при низких издержках в расчете на единицу продукции.
Предпочтительно установка содержит, далее, намоточную машину для изготовления бесконечной картонной трубы и режущее устройство для обрезания бесконечной картонной трубы с целью получения картонной трубы нужной длины.
В другом предпочтительном варианте обрабатывающая машина содержит внутренний инструмент, который может быть введен в картонную трубу с возможностью его радиального разжима и прилегания к внутренней стенке картонной трубы.
Предпочтительно внутренний инструмент имеет сменные обрабатывающие поверхности для бигования, тиснения и вырубки или резки. Обрабатывающие поверхности внутреннего инструмента могут быть, таким образом, легко заменены при износе.
Предпочтительно внутренний инструмент может содержать, по меньшей мере, один электронагревательный элемент. За счет электронагревательного элемента внутренний инструмент может быть нагрет, чтобы способствовать затвердеванию пропитанной жидким стеклом и, тем самым, влажной картонной трубы. Картонная труба, таким образом, как бы «печется» или прессуется в форме.
В другом предпочтительном варианте обрабатывающая машина содержит внешние инструменты, которые включают в себя сменные вырубные инструменты для вырубки прорезей в боковой поверхности картонной трубы и сменные тиснильные инструменты для тиснения бигов в боковой поверхности картонной трубы. За счет взаимодействия внешнего и внутреннего инструментов картонная труба спрессовывается настолько, что происходит выдавливание воздуха между бумажными слоями картонной трубы и достигается оптимальное склеивание бумажных полотен.
Предпочтительно внешний инструмент содержит, далее, сменные тиснильные инструменты для выполнения желобков.
Далее, предпочтительно, что установка содержит кромкообрезатель для вырубки продольных прорезей в боковой поверхности картонной трубы.
Предпочтительно фальцевальная машина содержит вакуумные присоски для сгибания стенок жесткости от боковой поверхности картонной трубы наружу. Вакуумные присоски приставляют к вырезанным участкам боковых стенок картонной трубы и прикладывают вакуум, чтобы можно было захватить стенки жесткости и просто согнуть их наружу.
Предпочтительно фальцевальная машина содержит приводимые электродвигателем поворотные захваты для складывания стенок жесткости внутрь несущих участков картонной трубы. После сгибания стенок жесткости посредством вакуумных присосок могут быть использованы поворотные захваты для складывания стенок жесткости снова в их нужную форму.
Предпочтительно поворотные захваты выполнены с возможностью вращения посредством шаговых электродвигателей и пневматического перемещения вверх и вниз.
Проблема занимающей много места транспортировки готового поддона решается посредством способа изготовления поддона, включающего в себя следующие этапы в следующей последовательности:
1. Формирование преформ из многоугольной картонной трубы;
2. Отправку преформ конечному потребителю;
3. Закрепление преформ на подходящей верхней плоскости конечным потребителем.
Поскольку последний этап способа осуществляется только конечным потребителем, сравнительно громоздкий поддон возникает только в этот момент. Преформы занимают при отправке конечному потребителю немного места, так что расходы на отправку малы. Грузовой автомобиль может принять обычно 800 пустых поддонов, соответствующих по величине европоддонам. При отправке преформ в грузовом автомобиле может транспортироваться около 8000 отдельных систем, которые затем конечный потребитель собирает на месте.
Предпочтительно преформами являются ножки поддонов или поперечные раскосы, тогда конечному потребителю остается решить, какую верхнюю плоскость ему использовать - из дерева, пластика или картона. Далее, в зависимости от транспортируемого груза он имеет свободу в отношении числа требуемых преформ. Например, вместо трех ножек при легких грузах могут использоваться всего две ножки на поддон, что означает экономию материала около 30% на поддон. Конечный потребитель может, далее, в зависимости от груза решить, следует ли ему использовать поперечные раскосы или нет.
В другом предпочтительном варианте способ включает в себя этап поставки верхней плоскости конечному потребителю. Таким образом, конечный потребитель получает полный комплект поддона.
Предпочтительно поддон согласно изобретению при тех же габаритах имеет собственную массу около 3,5 кг по сравнению с европоддоном из дерева около 11 кг. Таким образом, с этими поддонами могут обращаться также женщины. Кроме того, может отпасть обработка газом, предписанная для экспортных поставок, что приводит к дальнейшему сокращению издержек производства.
Ниже описаны чертежи, изображающие предпочтительные варианты осуществления настоящего изобретения. На чертежах представляют:
- фиг.1: поддон согласно изобретению в трехмерном виде в первом предпочтительном варианте выполнения с ножками согласно изобретению;
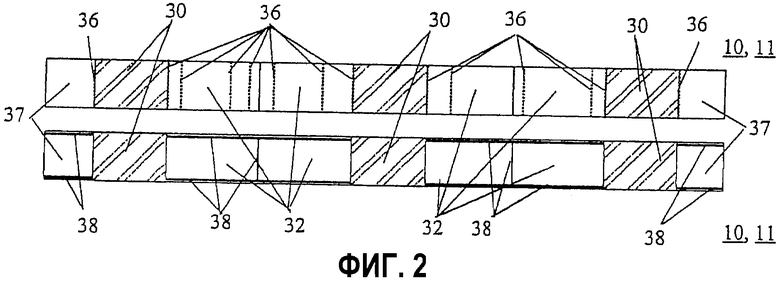
- фиг.2: два вида сбоку предпочтительного варианта выполнения ножки, причем верхний вид сбоку показывает биги, а нижний - прорези;
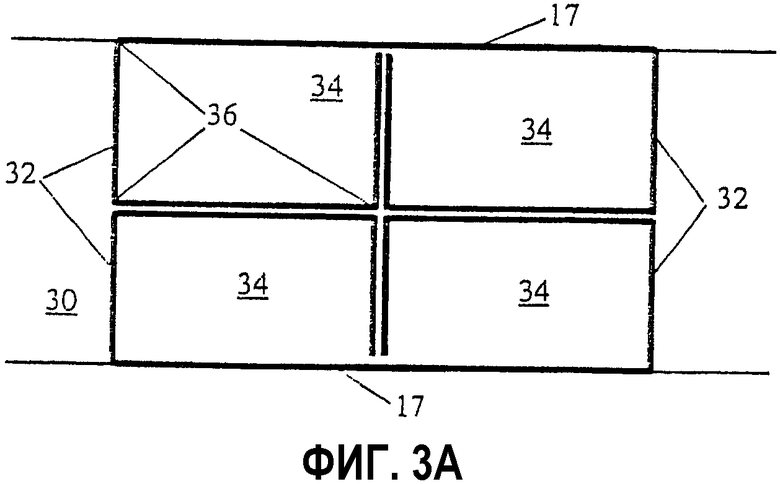
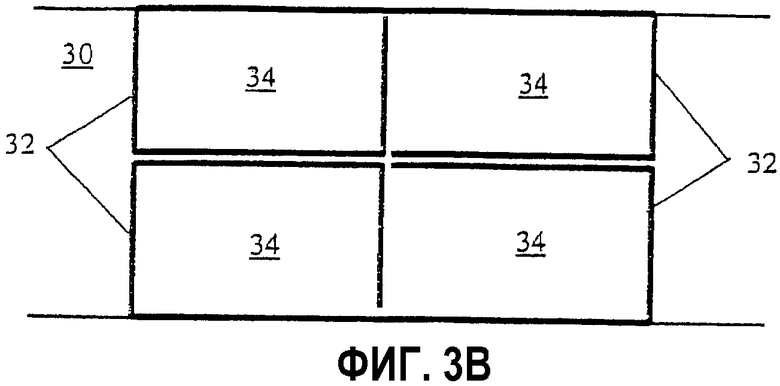
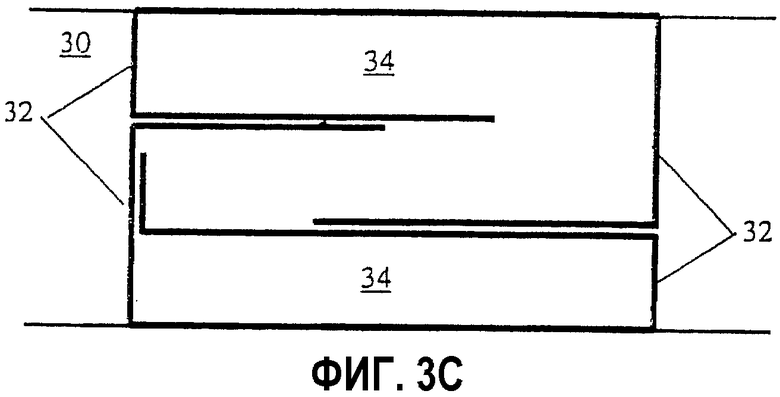
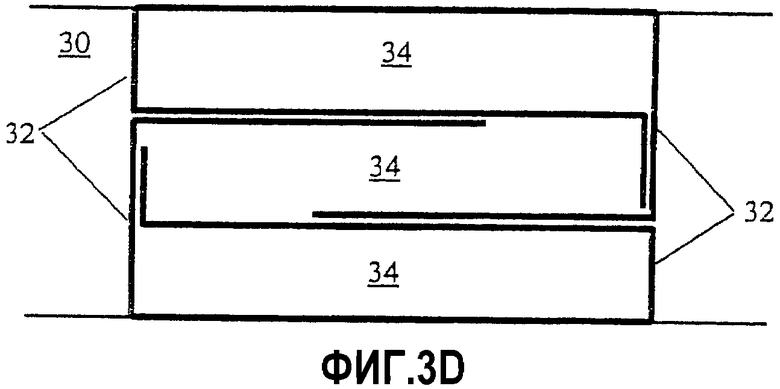
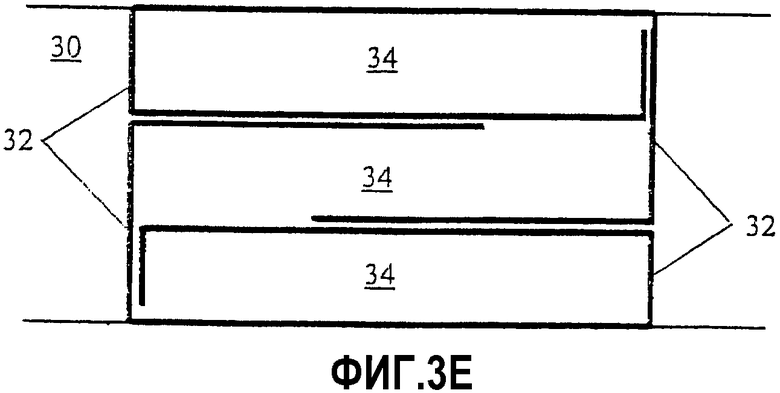
- фиг.3А-3Е: горизонтальные сечения несущих участков предпочтительных ножек поддона, причем показаны различные варианты складывания стенок жесткости;
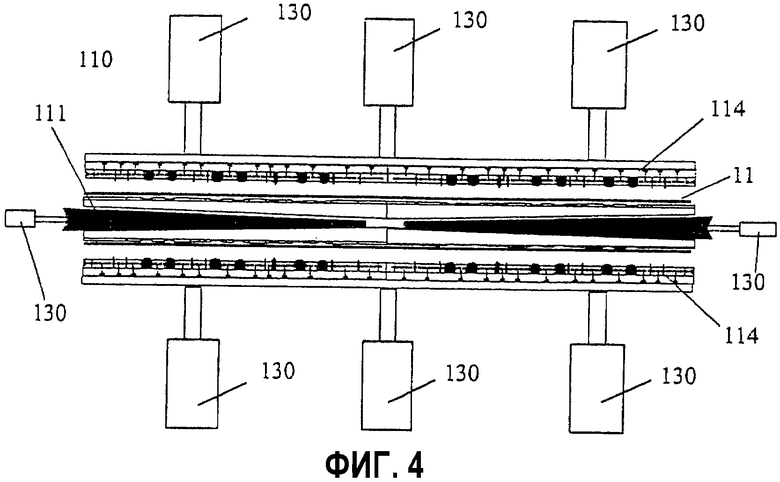
- фиг.4: горизонтальное сечение трубообрабатывающей машины для обработки картонных труб;
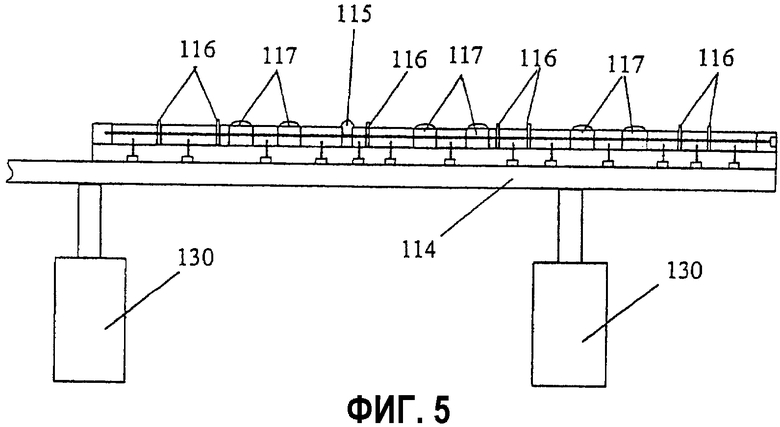
- фиг.5: поперечное сечение внешнего инструмента предпочтительной трубообрабатывающей машины;
- фиг.6: трехмерный вид внешнего инструмента;
- фиг.7: продольное сечение внутреннего инструмента предпочтительной трубообрабатывающей машины;
- фиг.8: осевое поперечное сечение предпочтительной картонной трубы и внутреннего инструмента предпочтительной трубообрабатывающей машины;
- фиг.9: поперечное сечение участка трубообрабатывающей машины, показывающее картонную трубу, внешние инструменты, внутренний инструмент и кромкообрезатель;
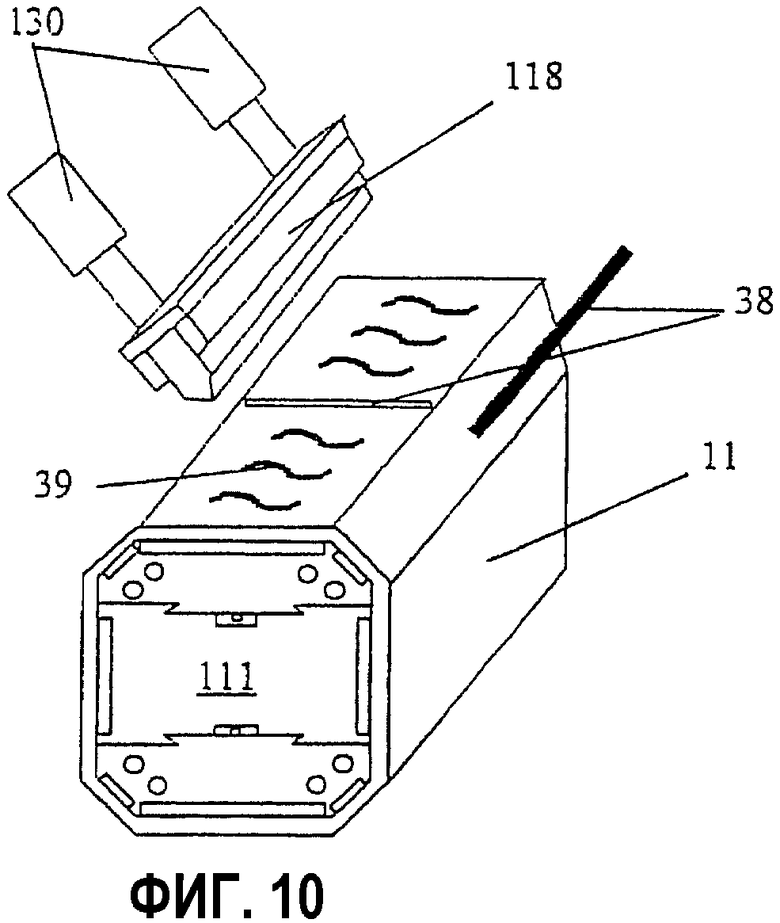
- фиг.10: трехмерный вид картонной трубы с внутренним инструментом и предпочтительного кромкообрезателя;
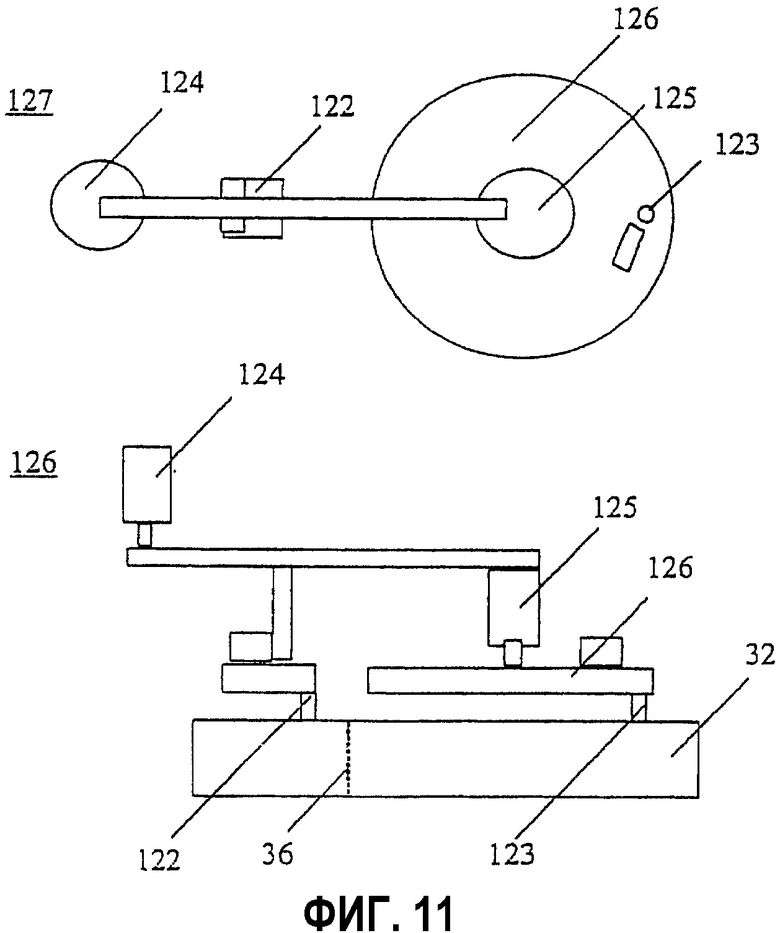
- фиг.11: вверху - вид сверху фальцевального инструмента фальцевальной машины, а внизу - вид сбоку фальцевального инструмента и стенки жесткости картонной трубы;
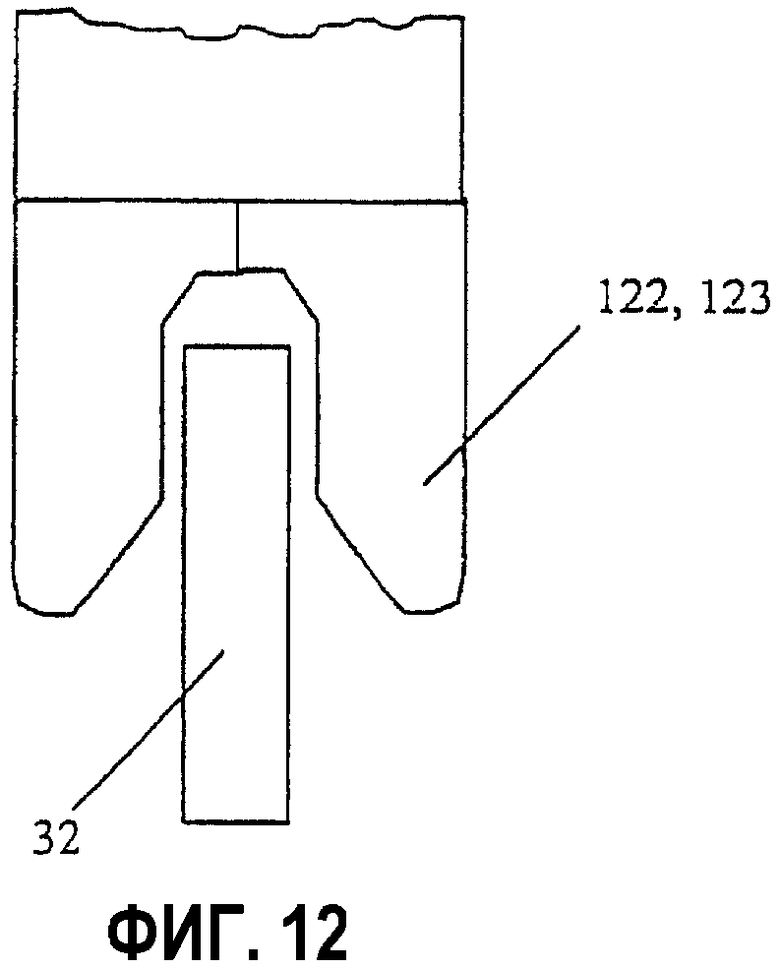
- фиг.12: поворотный захват в контакте со стенкой жесткости;
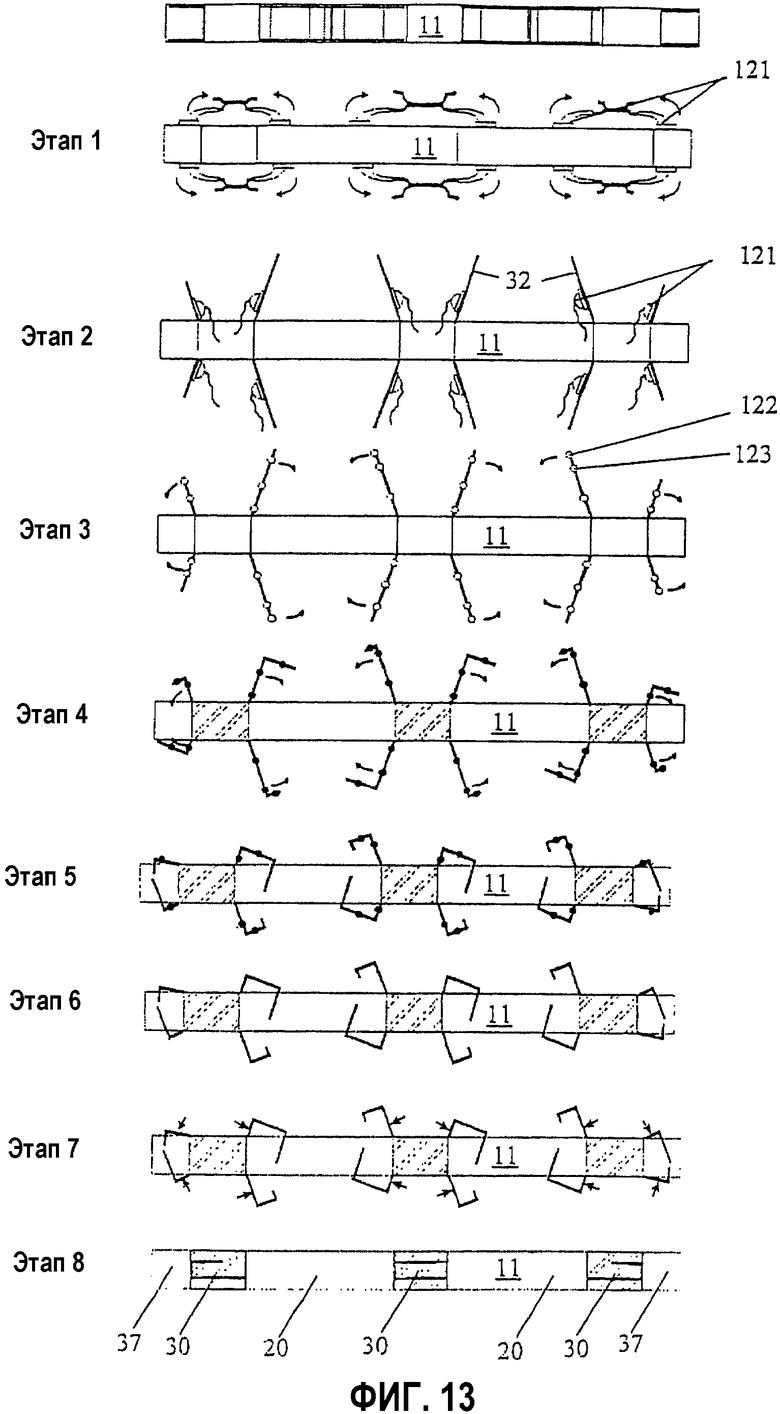
- фиг.13: вид сбоку и восемь видов сверху предпочтительного варианта выполнения ножки поддона для пояснения процесса складывания стенок жесткости;
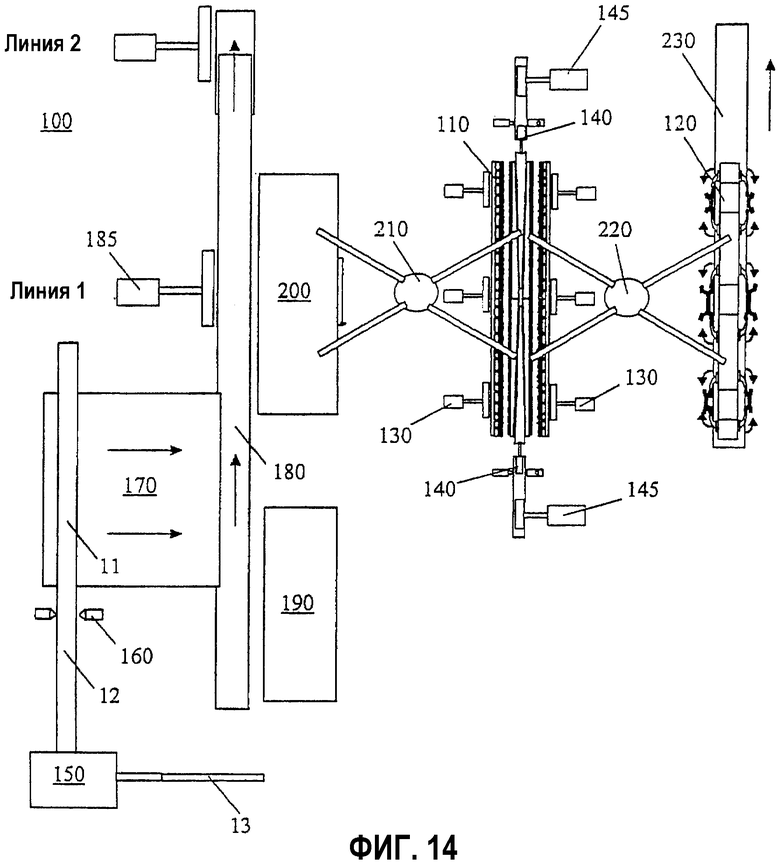
- фиг.14: вид предпочтительного варианта выполнения установки для изготовления ножек поддона;
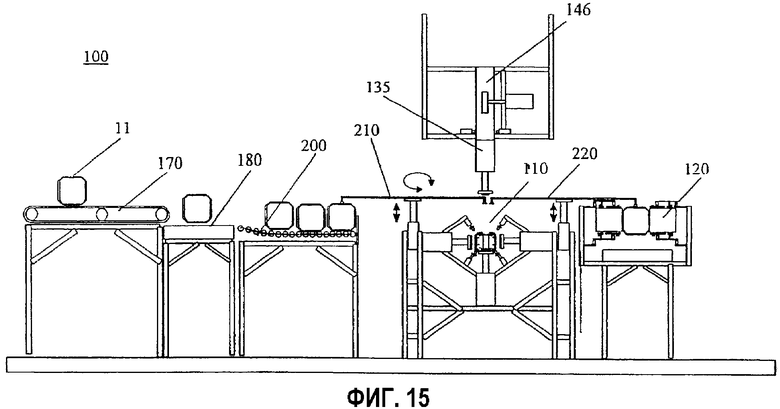
- фиг.15: вид сбоку установки по фиг.14;
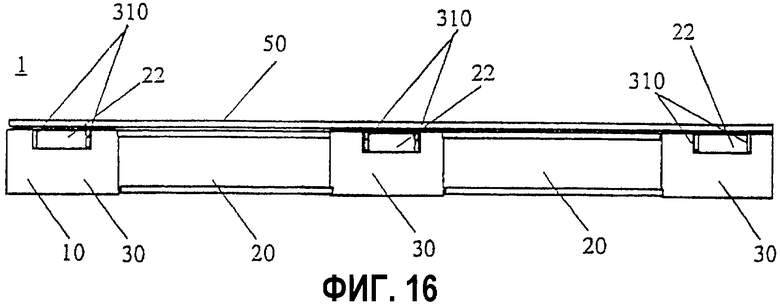
- фиг.16: второй вариант выполнения поддона, вид сбоку, причем дополнительно к ножкам поддона использованы также поперечные раскосы;
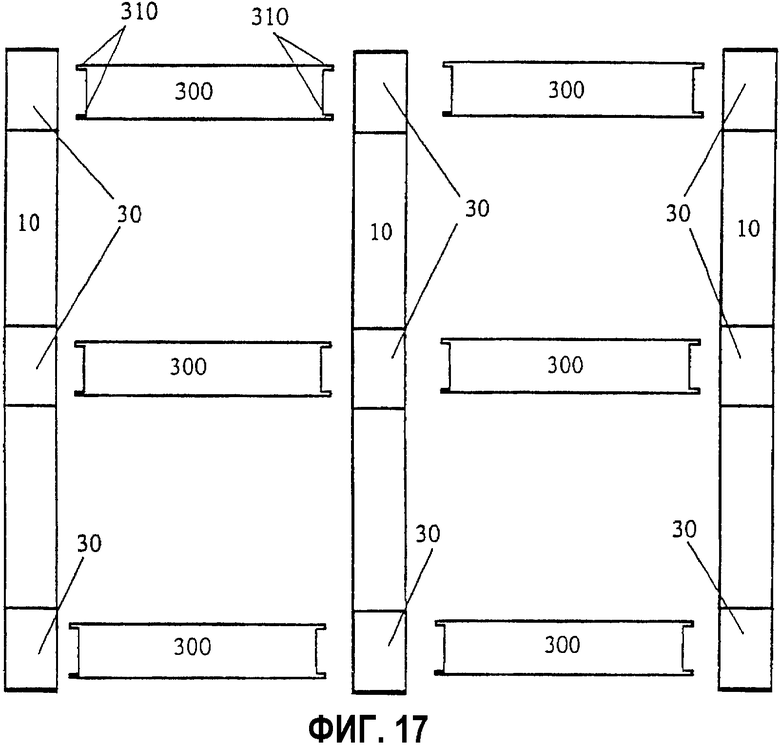
- фиг.17: вид сверху схемы сборки поддона, в котором использованы три ножки и шесть поперечных раскосов;
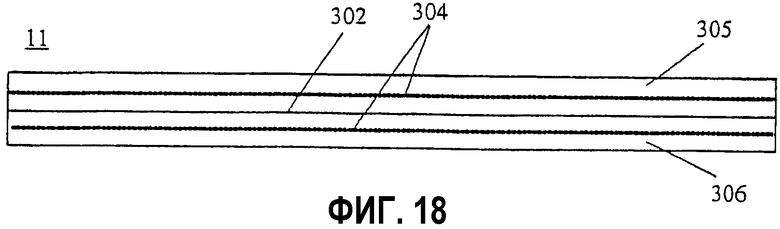
- фиг.18: вид сбоку картонной трубы, снабженной бигами и прорезями;
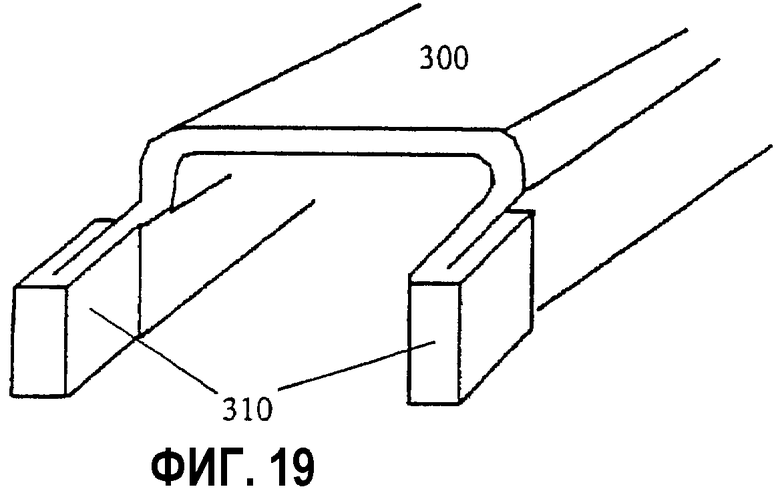
- фиг.19: концевой участок поперечного раскоса в трехмерном виде;
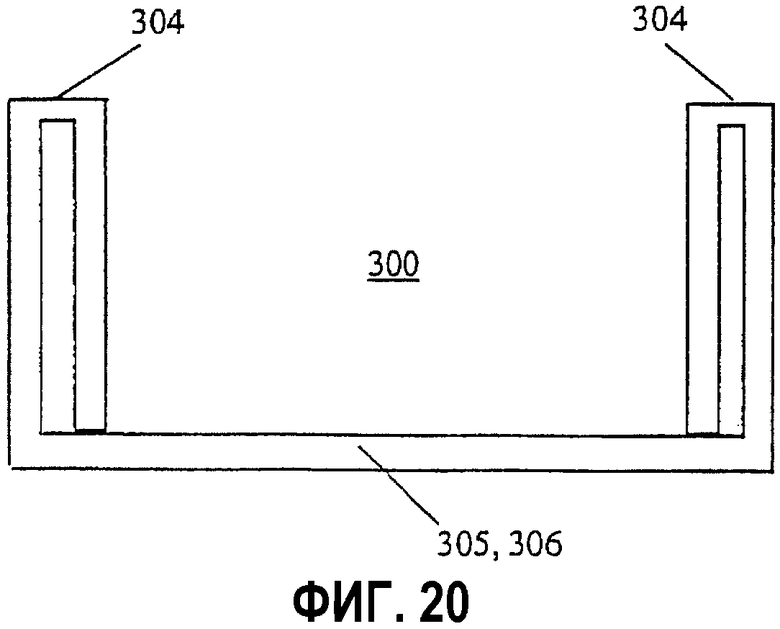
- фиг.20: поперечное сечение поперечного раскоса.
Ниже со ссылкой на чертежи подробно описаны предпочтительные варианты выполнения настоящего изобретения.
На фиг.1 изображен поддон 1, состоящий из, по существу, плоской ровной верхней плоскости 50 и трех ножек 10, закрепленных предпочтительно под верхней плоскостью 50. Предпочтительно используют три ножки 10, причем ножки 10 расположены параллельно друг другу. Две ножки закреплены на краю верхней плоскости 50, а одна ножка 10 закреплена посередине верхней плоскости 50. Закрепление может осуществляться различными способами, однако предпочтительно приклеивание ножек 10 к верхней плоскостью 50.
В зависимости от случая применения поддона 1 и максимальной нагрузки могут использоваться также только две ножки или более трех ножек.
Ножки 10 состоят, по существу, из цельной картонной трубы 11 многоугольного сечения. На фиг.1 показаны картонные трубы 11 квадратного сечения, а на фиг.8-15 - восьмиугольного сечения. Само собой, возможны также шести- или более угольные сечения, причем, однако, поверхности прилегания ножки 10 к верхней плоскости 50 должны быть ровными, с тем чтобы ножки можно было надежно склеить с верхней плоскостью 50.
Ножка 10 на фиг.1 имеет три закрытых несущих участка 30, имеющих предпочтительно прямоугольную форму, и два открытых участка 20 между несущими участками 30. Открытые участки образуют трансверсальный, т.е. поперечный, проход через ножки, так что поддон также в поперечном направлении может быть взят вилкой вилочного погрузчика.
Ножка 10 имеет сплошную верхнюю стенку 16, которой ножку 10 приклеивают к верхней плоскости 50, и сплошную нижнюю стенку 14, которая соединяет между собой несущие участки 30 на расстоянии друг от друга, повышая стабильность ножки 10.
Каждую ножку 10 изготавливают из картонной трубы 11 многоугольного сечения, которая может быть специально намотанной картонной трубой или картонной трубой, возникающей в качестве отхода при изготовлении бумаги или картона. Предпочтительно для намотки картонной трубы используют вторичную или отходную бумагу побочных полотен или переходов, которая предпочтительно перед намоткой может быть пропитана или покрыта жидким стеклом для придания последующей ножке 10 повышенной прочности.
Жидкое стекло имеется в продаже в виде калиевого жидкого стекла (силикат калия K2SiO3) или в виде натриевого жидкого стекла (силикат натрия Na2SiO3) и представляет собой сиропообразный раствор силиката натрия или силиката калия в воде. Жидкое стекло отверждается на воздухе и служит неорганическим связующим, которое придает картонной трубе 11 и ножке 10 повышенные прочность и влагостойкость. Жидкое стекло используют в качестве компонента для склеивания, упрочнения и влагозащиты ножек поддона. Влагозащита может быть еще более повышена, если ножки поддона погрузить в жидкое стекло на 20-30 мм с их нижней стороны или полностью. Благодаря точности вырубки жидкое стекло не может проникнуть внутрь несущих участков 30.
На фиг.2 показано, как картонную трубу 11 снабжают бигами 36 и прорезями 38 для изготовления из нее ножки 10. Вид сверху на фиг.2 показывает боковую стенку многоугольной картонной трубы 11 с несущими впоследствии участками 30 и стенками 32 жесткости, складываемыми из боковой стенки картонной трубы 11. Далее вид сверху на фиг.2 показывает обозначенные штриховыми линиями биги 36, выполненные в картонной трубе 11 для облегчения складывания стенок 32 жесткости по этим бигам 36.
Вид снизу на фиг.2 показывает прорези 38, необходимые для вырезания или вырубки стенок 32 жесткости из боковых стенок картонной трубы 11.
Для усиления несущих участков 30 каждой ножки 10 и для повышения ее несущей способности участки боковых стенок картонной трубы 11 в качестве стенок 32 жесткости загибают внутрь несущих участков 30. В результате внутри трубы в зоне несущих участков 30 возникает соответственно несколько камер 34.
Предпочтительные примеры формы таких камер 34 и предпочтительные образцы складывания изображены на фиг.3А-3Е. Они показывают горизонтальные сечения несущего участка 30. Поверхностно взаимостыкующиеся участки стенок 32 жесткости предпочтительно склеивают между собой, что заметно повышает усиливающее действие. Для склеивания стенок 32 жесткости между собой и с верхней 16, нижними 14 и боковыми стенками 17 ножки может использоваться обычный клей для бумаги, термоклей и т.п. Предпочтительно для этого используют также жидкое стекло.
Показанная на фиг.3А-3Е щель между стенками 32 жесткости служит лишь для пояснения соответствующего образца складывания и в действительности незаметна или не так заметна.
На фиг.3 показан первый вариант складывания, при котором стенки 32 жесткости загибают внутрь по трем бигам 36, образуя крестообразную структуру жесткости внутри закрытого участка 30, причем стенки жесткости проходят по линиям симметрии закрытого участка 30. За счет этого закрытый участок на фиг.3А разделен на четыре камеры 34, по существу, одинаковой величины.
На фиг.3В показано также крестообразное расположение стенок 32 жесткости, причем, однако, одна стенка жесткости выполнена не двойной.
На фиг.3С показан вариант, при котором образованы две продолговатые камеры, причем одна камера частично разделена посередине стенками жесткости.
На фиг.3D показан вариант, при котором стенки 32 жесткости образуют три закрытые камеры 34, расположенные в продольном направлении ножки 10. Этот вариант за счет больших накладывающихся друг на друга участков стенок 32 жесткости обеспечивает очень хорошее усиливающее действие.
То же относится к варианту на фиг.3Е, причем за счет отгибания двух концов стенок 32 жесткости к боковой стенке происходит более равномерное усиление несущих участков 30.
Само собой, возможны и другие образцы складывания, как вырубленные боковые стенки 32 картонной трубы 11 могут быть загнуты внутрь несущих участков 30 для образования нескольких камер 34.
На фиг.4 изображено горизонтальное сечение обрабатывающей машины 110 для трубы. В данном варианте машина 110 состоит из двух внутренних инструментов 111 и двух внешних инструментов 114, которые посредством гидроцилиндров 130 могут быть перемещены в направлении внутренних инструментов 111 для прессования, тиснения, бигования и резки картонной трубы 11. Внутренние инструменты 111 вводят с боков в трубу 11 и посредством двух напорных цилиндров 140 разжимают. После разжима внутренняя стенка 18 картонной трубы 11 прилегает к внешней стороне внутреннего инструмента 111.
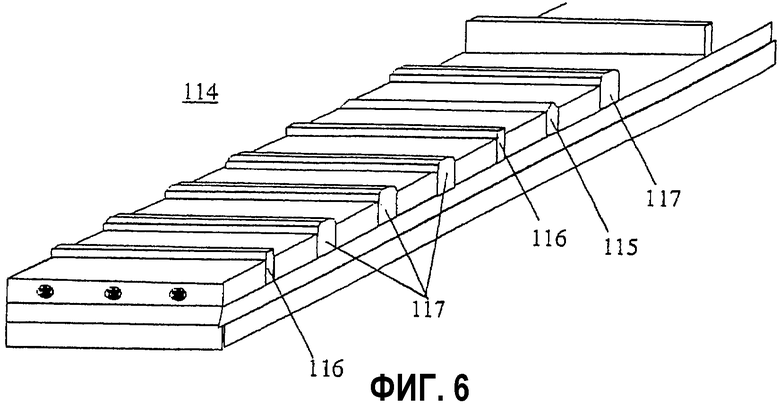
На фиг.5 изображены деталь внешнего инструмента 114 и два напорных цилиндра 130. На фиг.6 внешний инструмент 114 изображен в трехмерном виде. Фиг.5 и 6 показывают, что собственно инструменты 115, 116, 117 внешнего инструмента 114 выполнены из продолговатых профилированных элементов, привинченных к сплошной несущей плите. Таким образом, инструменты 115, 116, 117 внешнего инструмента 114 выполнены, при необходимости, с возможностью замены.
Внешний инструмент 114 содержит режущие инструменты 115 для выполнения прорезей 38 в боковой поверхности картонной трубы 11, тиснильные инструменты 116 для выполнения бигов в боковой поверхности картонной трубы 11 и тиснильные инструменты 117 для выполнения желобков 39 с целью усиления боковой поверхности картонной трубы 11. Тиснильные инструменты 117 предпочтительно скруглены на своей обрабатывающей поверхности, так что возникает легкая волнистость боковой поверхности картонной трубы 11, однако не образуются острые кромки, которые могли бы способствовать надлому.
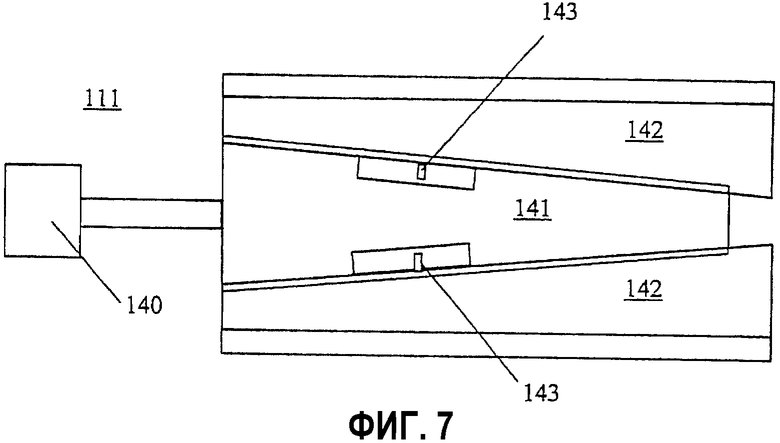
На фиг.7 изображен продольный разрез внутреннего инструмента 111, поясняющий, как картонная труба 11 может быть радиально разжата в инструменте 111. Для этого внутренний инструмент 111 содержит напорный цилиндр 140, который перемещает клинообразный элемент 141, выполненный с возможностью вхождения между двумя также клинообразными элементами 142. Во время этого процесса вхождения клинообразные элементы 142 параллельно расходятся. Разжим внутреннего инструмента 111 ограничен двумя упорами 143, так что картонная труба 11 только плотно натягивается на внутренний инструмент, но не разрывается.
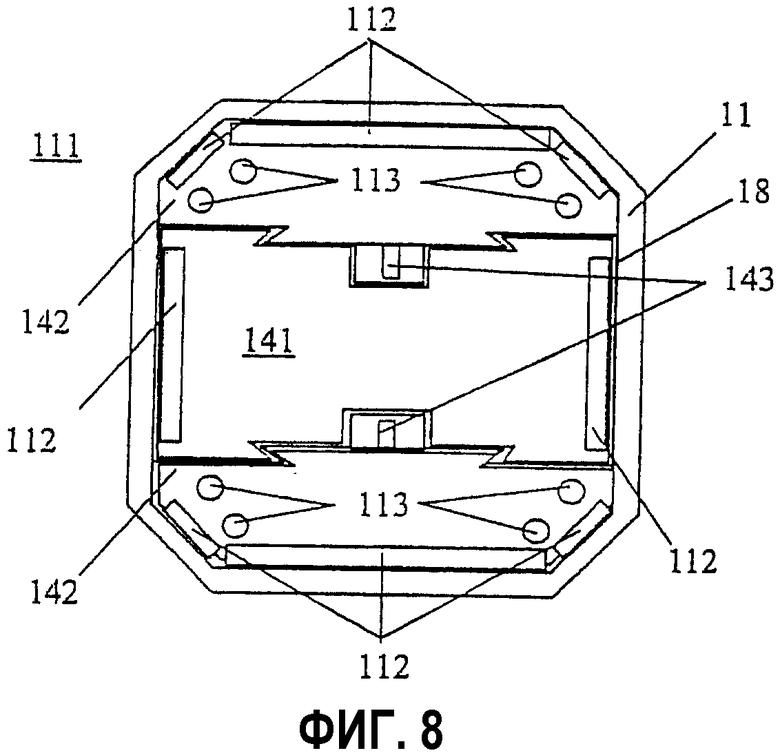
На фиг.8 изображено сечение внутреннего инструмента 111 и картонной трубы 11. В частности, на фиг.8 показаны электронагревательные элементы 113, которые обеспечивают нагрев внутреннего инструмента. Таким образом, может быть ускорен или даже полностью завершен процесс затвердевания пропитанной жидким стеклом картонной трубы 11. Картонную трубу 11 при температуре 80-120°С как бы «пекут» в машине 110. При этом выдавливается возможно заключенный между бумажными слоями воздух. Кроме того, на фиг.8 показаны сменные обрабатывающие поверхности 112, соответствующие обрабатывающим инструментам 115, 116, 117 внешнего инструмента 114. Обрабатывающие поверхности 112 при необходимости могут быть также заменены.
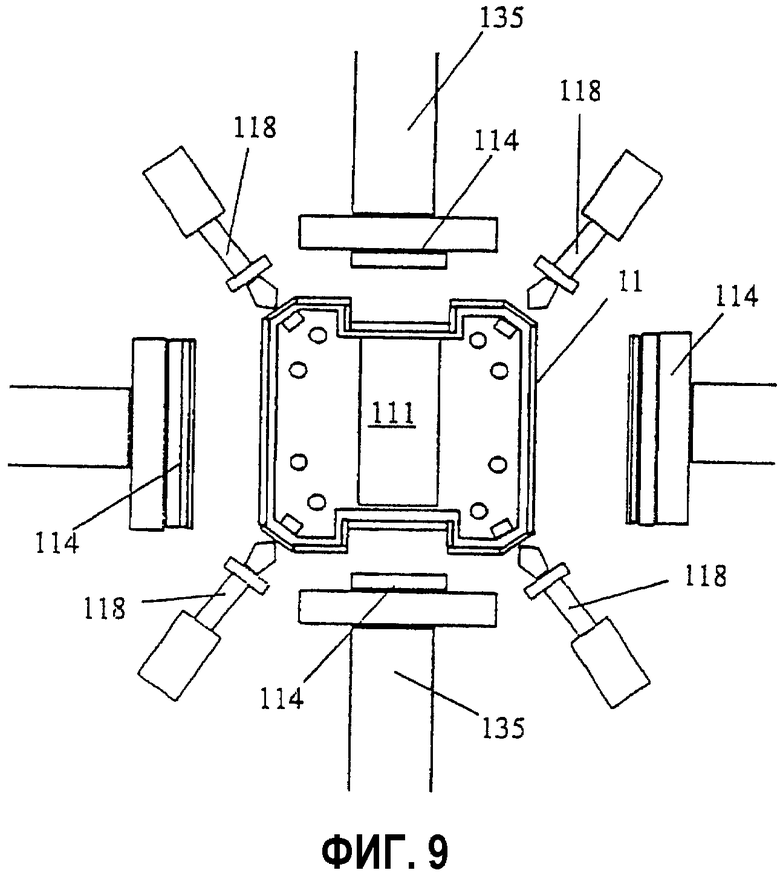
На фиг.9 изображено поперечное сечение трубообрабатывающей машины 110, причем здесь использованы четыре внешних инструмента 114, чтобы можно было обработать все четыре стороны картонной трубы 11. Для выполнения продольных прорезей для стенок жесткости машина снабжена режущими инструментами 118, которые выполняют в картонной трубе 11 продольные прорези стенок 32 жесткости.
На фиг.10 в трехмерном виде изображен пример режущего инструмента 118, причем он может перемещаться в направлении внутреннего инструмента 111 посредством двух напорных цилиндров 130. Далее, на фиг.10 изображен другой вариант желобков 39 S-образной формы. Полученная режущим инструментом 118 прорезь 38 показана также символически.
В процессе тиснения сплошные верхние 16 и нижние 14 стенки также приобретают тиснение (не показано), которое повышает стабильность обеих стенок, в частности от прогиба. За счет тиснения стенки 32 жесткости изнутри фиксируются и возможным образом не требуют склеивания между собой. Кроме того, уменьшается поверхность опоры ножки 10 на накрывающую плиту 50, в результате чего может быть достигнуто лучшее склеивание вследствие более высокого усилия прижима. При этом можно снизить расход клея.
Дополнительно за счет такого тиснения уменьшается поверхность опоры на пол, так что дополнительно уменьшается влагопоглощение. Кроме того, предотвращаются повреждения поддона при подхвате погрузчиком, поскольку его колеса за счет выпуклости картонной стенки направляются в предусмотренные свободные пространства. Такое выполнение обеспечивает к тому же использование поддона на автоматических транспортных трактах, а также складирование и извлечение на автоматических многоярусных складах.
На фиг.11 вверху изображен вид сверху, а внизу - вид сбоку фальцевального устройства 127 фальцевальной машины 120 для складывания стенок 32 жесткости. Фальцевальная машина 120 содержит фальцевальные устройства по числу стенок 32 жесткости. В описанном здесь примере выполнения это двенадцать фальцевальных устройств 127.
Фальцевальное устройство 127 состоит из двух поворотных захватов 122, 123, подробно изображенных также на фиг.12. Поворотные захваты 122, 123 могут быть насажены на кромку стенки 32 жесткости для складывания стенки 32 жесткости вдоль ее бигов 36. Для этого поворотные захваты 122, 123 установлены с возможностью пневматического перемещения вверх и вниз для захватывания кромки стенки 32 жесткости.
Фальцевальное устройство 127 содержит, далее, два шаговых двигателя 124, 125 с программным управлением от ЗУ, которые вращают поворотные захваты 122, 123. Левый шаговый двигатель 124 вращает все фальцевальное устройство 127, а правый 125 - вращающийся диск 126, который содержит поворотный захват 123 и соответствующую пневматику для перемещения вверх и вниз.
С помощью таких фальцевальных устройств 127 и вакуумных присосок 121 процесс складывания всех стенок 32 жесткости ножки 10 поддона протекает автоматически и одновременно. Процесс складывания в качестве примера изображен на фиг.13 этапами 2-8.
В самом верху на фиг.13 еще раз в качестве примера изображена вырубленная и снабженная бигами 38 картонная труба 11. Этапы 1-8 показаны на виде сверху.
Перед процессом складывания на склеиваемые участки стенок 32 жесткости наносят клей.
На этапе 1 к вырубленным боковым стенкам 32 картонной трубы 11 прикладывают вакуумные присоски 121 и создают вакуум для присасывания боковых стенок 32. На этапе 2 вакуумные присоски 121 поворачивают наружу, и стенки 32 жесткости складывают наружу, т.е. от картонной трубы 11. На этапе 3 поворотные захваты 122, 123 надевают на кромки стенок 32 жесткости и пневматически перемещают поворотные захваты 122, 123 вниз. Поворотные захваты обозначены на фиг.13 черными или белыми кружками. Одновременно удаляют вакуумные присоски 121 и устраняют вакуум.
На этапе 4 поворачивают внешние поворотные захваты 122, в результате чего происходит первое складывание по первому бигу 36. На этапе 5 внешние поворотные захваты удаляют, т.е. перемещают вверх, и поворачивают средние поворотные захваты, чтобы при желании осуществить второе складывание.
На этапе 6 удаляют все поворотные захваты, пневматически поднимая их. На этапе 7 стенки 32 жесткости автоматически складывают посредством фальцевального устройства внутрь несущих участков 30 за счет давления извне, как это обозначено стрелками.
Наконец, на этапе 8 оставшиеся лапки 37 складывают вниз и вверх и склеивают со стенками 32 жесткости.
На фиг.14 изображен вид сверху установки 100 для изготовления ножек 10 поддона. Установка 100 включает в себя намоточную машину 150, которая наматывает намоточную бумагу 13 в бесконечную картонную трубу 12 многоугольного сечения. Предпочтительно бесконечная картонная труба 12 и, тем самым, также картонная труба 11 имеют 5-20 слоев бумаги в зависимости от требуемой несущей способности ножки 10. Таким образом, получают толщину стенки 3-5 мм, которая благодаря особому способу изготовления может быть тоньше, чем у традиционно изготовленных картонных трубок, имеющих при такой же прочности толщину стенки 12-15 мм. Намоточную бумагу бесконечной картонной трубы перед намоткой посредством клеемазального агрегата в намоточной машине 150 покрывают с одной стороны жидким стеклом.
Бесконечную картонную трубу 12 выгружают из намоточной машины 150 и с помощью режущего устройства 160 разрезают на картонные трубы 11 нужной длины. Предпочтительной является длина картонной трубы 11 1,4 м.
После отрезания картонная труба 11 падает на первый ленточный транспортер 170. Оттуда ее транспортируют на второй ленточный транспортер 180, как это обозначено стрелками. Второй ленточный транспортер транспортирует картонную трубу 11 к соответствующим обрабатывающим линиям. На фиг.14 полностью показана только первая обрабатывающая линия, а вторая только обозначена, однако вверху могут примыкать и другие обрабатывающие линии.
На высоте первой обрабатывающей линии картонную трубу 11 посредством выталкивателя 185 передают со второго ленточного транспортера 180 на приемник 200 труб. При переполнении приемника 200 картонные трубы 11 на конце ленточного транспортера 180 размещают в магазине (не показан). Картонные трубы 11 при необходимости могут быть снова переданы с дополнительного накопителя 190 на второй ленточный транспортер 180.
Из накопителя 200 картонные трубы 11 посредством первой транспортной звездочки 210 захватывают вакуумной присоской и передают к трубообрабатывающей машине 110. Для этой цели транспортная звездочка 210 перемещается вверх и поворачивается на 180°. Вакуум затем устраняют, и картонная труба 11 падает в трубообрабатывающую машину 110. После этого транспортная звездочка 210 снова возвращается в свое исходное положение.
В трубообрабатывающей машине 110 начинается процесс обработки картонной трубы 11. Шесть напорных цилиндров 130 справа и слева движутся в положение фиксации, причем картонную трубу 11 лишь слегка удерживают, но не сжимают. Затем в картонную трубу 11 посредством зубчатых транспортеров 145 постепенно вводят внутренние инструменты 111. Одновременно верхний напорный цилиндр 135 (фиг.15) постепенно опускается вниз на другом зубчатом транспортере 146. Зубчатые транспортеры 145, 146 блокируют, чтобы приложить достаточное ответное усилие для соответствующих напорных цилиндров 140, 135. Напорные цилиндры 130, 135, 140 гидравлически или пневматически нагружают давлением, и они перемещаются в рабочее положение. В этом положении в боковой поверхности картонной трубы 11 одновременно выполняют все биги 36, прорези 38 и желобки 39. Одновременно материал картонной трубы 11 сжимают настолько сильно, что выдавливается воздух между бумажными полотнами. Затем или предварительно активируют электронагревательные элементы 113 внутреннего инструмента 111, в результате чего последний нагревается, а картонная труба 11 высушивается и тем самым затвердевает.
После затвердевания картонной трубы 11 или уже после частичного затвердевания напорные цилиндры 130, 135, 140 и зубчатые транспортеры 145, 146 возвращают в их исходное положение.
Окончательно разрезанную и снабженную бигамии 36 и желобками 39 картонную трубу посредством второй транспортной звездочки 220 передают с трубообрабатывающей машины 110 к фальцовочной машине 120. На ней осуществляют необходимые процессы складывания, как это подробно описано выше.
Ножки 10 поддона теперь готовы, и их посредством третьего ленточного транспортера, связывающего все имеющиеся обрабатывающие линии, направляют в накопитель (не показан).
Затем ножки 10 могут быть склеены с подходящей верхней плоскостью 50 в поддон 1. Предпочтительно, однако, осуществлять этот последний этап монтажа не непосредственно вслед за изготовлением ножек 10, а только у конечного потребителя. Для этого готовые ножки 10 отправляют конечному потребителю отдельно от верхних плоскостей 50. Конечный потребитель может тогда осуществить окончательный монтаж (склеивание, соединение, сшивание и т.д.). Таким образом, уменьшен до минимума транспортный объем, и минимизированы транспортные расходы для отправки поддона.
Разумеется, поддоны могут быть окончательно смонтированы также непосредственно изготовителем ножек 10, если конечный потребитель не желает осуществлять монтаж.
На фиг.16 изображен другой предпочтительный вариант поддона 1. В этом варианте между ножками 10 вставляют поперечные раскосы 300, дополнительно повышающие стабильность поддона 1.
Поперечные раскосы 300 состоят, как и ножки 10, из намотанной картонной трубы 11. Нужную картонную трубу можно изготовить на той же намоточной машине 150, что и трубы 11 для ножек 10. Из картонной трубы 11 нужной длины посредством вырубки, бигования и тиснения могут быть изготовлены соответственно два поперечных раскоса 300.
На фиг.18 изображен вид сбоку картонной трубы 11 с тиснеными, продольно проходящими бигами 304 и вырубленными прорезями 302. Прорези 302 разделяют картонную трубу 11 на верхнюю 305 и нижнюю 306 половины, образующие поперечные раскосы 300. При вырубке прорезей 302 одновременно обрезаются концы картонной трубы (не показано) для последующего образования цапф 310, изображенных на фиг.19.
Как изображено в поперечном сечении на фиг.20, боковые поверхности половин 305, 306 картонной трубы загибают внутрь по бигам 304, удваивая толщину боковых стенок U-образного поперечного раскоса 300. Затем на концах поперечных раскосов 300 образуют цапфы 310, перегибая наружу на конце двойные боковые стенки.
Для соединения ножек 10 с поперечными раскосами 300 ножки 10 снабжены на своих несущих участках 30 боковыми окошками 22, которые также вырубают (фиг.16). При сборке поддона с поперечными раскосами 300 цапфы 310 вставляют в боковые окошки 22 ножек 10 и при необходимости склеивают жидким стеклом. При этом открытая сторона U-образного поперечного раскоса 300 указывает вверх в направлении верхней плоскости 50 и прилегает к ней своей верхней кромкой.
Изготовление поперечных раскосов 300 осуществляется аналогично изготовлению ножек 10 на соответствующей установке. Поперечные раскосы 300 посредством обрабатывающей машины 110 также за одну операцию прессуют, вырубают, бигуют и снабжают желобками, если это желательно. Затем на фальцевальной машине 120 осуществляют складывание боковых стенок и цапф 310.
Перечень ссылочных позиций
1 - поддон
10 - ножка поддона
11 - картонная труба
12 - бесконечная картонная труба
13 - бумажные слои
14 - нижняя стенка
16 - верхняя стенка
17 - боковая стенка
18 - внутренняя стенка
20 - открытые участки картонной трубы
22 - боковое окошко
30 - закрытые несущие участки картонной трубы
32 - стенки жесткости
34 - камеры
36 - биги
38 - прорези
39 - желобки
50 - верхняя плоскость
100 - установка
110 - трубообрабатывающая машина для картонных труб
111 - внутренний инструмент
112 - обрабатывающие поверхности
113 - электронагревательный элемент
114 - внешние инструменты
115 - режущие инструменты
116 - инструменты для тиснения бигов
117 - инструменты для тиснения желобков
118 - кромкообрезатель
120 - фальцевальная машина
121 - вакуумные присоски
122 - поворотные захваты
127 - фальцевальное устройство
130 - напорный цилиндр
135 - напорный цилиндр
140 - напорный цилиндр
141 - клинообразный внутренний элемент
142 - клинообразный внешний элемент
143 - упор
145 - зубчатый транспортер
146 - зубчатый транспортер
150 - намоточная машина для намотки картонных труб
160 - режущее устройство
170 - первый ленточный транспортер
180 - второй ленточный транспортер
185 - выталкиватель
190 - второй накопитель картонных труб
200 - первый накопитель картонных труб
210 - первая транспортная звездочка
220 - вторая транспортная звездочка
230 - третий ленточный транспортер
300 - поперечный раскос
302 - прорезь
304 - биги
305 -верхняя половина
306 - нижняя половина
310 - цапфа
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР С ПОДДОНОМ | 2017 |
|
RU2720561C2 |
| ТАРА ДЛЯ ШТАБЕЛЯ ЯЩИКОВ С ПРОДУКТАМИ ИЛИ ТОВАРОМ, ОБЕЧАЙКА И ЯЩИК ДЛЯ ЭТОЙ ТАРЫ | 2015 |
|
RU2586459C1 |
| ПАЛЕТНЫЙ КОНТЕЙНЕР | 2013 |
|
RU2633232C2 |
| КОНТЕЙНЕР С ПОДДОНОМ | 2016 |
|
RU2721493C2 |
| ПОДДОН ДЛЯ ТРАНСПОРТИРОВКИ НА НЕМ ПРОДУКТОВ | 2013 |
|
RU2676804C2 |
| ПОДДОН, ЗАГОТОВКА ДЛЯ ОПОРНОЙ БАЛКИ, ВХОДЯЩЕЙ В СОСТАВ ПОДДОНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОДДОНА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОПОРНЫХ БАЛОК, ВХОДЯЩИХ В СОСТАВ ПОДДОНА | 1995 |
|
RU2129973C1 |
| КОНСТРУКЦИЯ ПЕРЕДНЕЙ ЧАСТИ КУЗОВА | 2007 |
|
RU2339533C1 |
| СКЛАДНОЙ ЧЕМОДАН (варианты) И ЗАГОТОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (варианты) | 2017 |
|
RU2654677C1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2689965C2 |
| КАРТОННАЯ КОРОБКА | 2007 |
|
RU2347730C1 |
Настоящее изобретение относится к способу изготовления ножки для поддона и установке для изготовления ножек поддона. Способ изготовления ножки для поддона включает в себя следующие этапы: вырубание прорезей в боковой поверхности многоугольной картонной трубы для вырезания стенок жесткости, тиснением выполняют биги в боковой поверхности картонной трубы для складывания стенок жесткости, складывают стенки жесткости для разделения несущих участков ножки на камеры. Выполняют желобки в боковой поверхности картонной трубы. Желобки проходят параллельно желаемому направлению нагрузки. Вырубку прорезей, тиснение бигов и выполнение желобков осуществляют одновременно. Установка для изготовления ножек поддона содержит: трубообрабатывающую машину для вырубки прорезей и тиснения бигов в боковой поверхности многоугольной картонной трубы. Также установка содержит фальцевальную машину для складывания стенок жесткости вдоль бигов и образования несущих участков ножки поддона. Технический результат направлен на облегчение изготовления, транспортировки и более высокую стабильность, защиту от влаги. 2 н. и 14 з.п. ф-лы, 20 ил.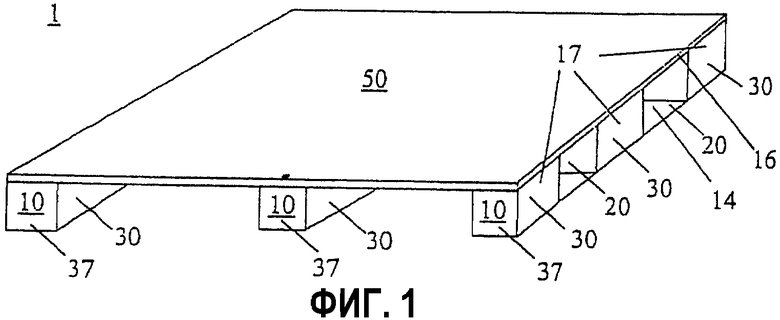
1. Способ изготовления ножки (10) для поддона (1), включающий в себя следующие этапы:
вырубают прорези (38) в боковой поверхности многоугольной картонной трубы (11) для вырезания стенок (32) жесткости,
тиснением выполняют биги (36) в боковой поверхности картонной трубы (11) для складывания стенок (32) жесткости,
складывают стенки (32) жесткости для разделения несущих участков (30) ножки (10) на камеры (34),
выполняют желобки (39) в боковой поверхности картонной трубы (11), причем желобки (39) проходят, по существу, параллельно желаемому направлению нагрузки,
вырубку прорезей (38), тиснение бигов (36) и выполнение желобков (39) осуществляют одновременно.
2. Способ по п.1, дополнительно включающий следующие этапы, осуществляемые перед другими этапами:
наматывают бесконечную картонную трубу (12) из бумажных или картонных слоев,
разрезают бесконечную картонную трубу (12) на нужную длину для образования отдельной картонной трубы (11).
3. Способ по п.1, при котором картонную трубу (11) пропитывают жидким стеклом.
4. Способ по п.3, при котором картонную трубу (11) для ее затвердевания без пузырьков прессуют и нагревают.
5. Способ по п.1, при котором на участки стенок (32) жесткости для склеивания последних между собой наносят клей.
6. Установка (100) для изготовления ножек (10) поддона, содержащая:
а) трубообрабатывающую машину (100) для вырубки прорезей (38) и тиснения бигов (36) в боковой поверхности многоугольной картонной трубы (11),
б) фальцевальную машину (120) для складывания стенок (32) жесткости вдоль бигов (36) и образования несущих участков (30) ножки (10) поддона.
7. Установка по п.6, которая дополнительно содержит:
а) намоточную машину (150) для изготовления бесконечной картонной трубы (12),
б) режущее устройство (160) для разрезания бесконечной картонной трубы (12) с целью получения картонной трубы (11) нужной длины.
8. Установка по п.6 или 7, у которой трубообрабатывающая машина (110) содержит внутренний инструмент (111) для ввода в картонную трубу (11) с возможностью его радиального разжима и прилегания к внутренней стенке (18) картонной трубы (11).
9. Установка по п.8, у которой внутренний инструмент (111) имеет сменные обрабатывающие поверхности (112) для бигования, тиснения или вырубки.
10. Установка по п.8, у которой внутренний инструмент (111) содержит, по меньшей мере, один электронагревательный элемент (113).
11. Установка по п.6 или 7, у которой трубообрабатывающая машина (11) содержит внешние инструменты (114), которые включают в себя сменные вырубные инструменты (115) для вырубки прорезей (38) в боковой поверхности картонной трубы (11) и сменные тиснильные инструменты (116) для выполнения бигов (36) в боковой поверхности картонной трубы (11).
12. Установка по п.11, у которой внешние инструменты (114) содержат сменные тиснильные инструменты (117) для выполнения желобков (39).
13. Установка по п.6 или 7, содержащая кромкообрезатели (118) для вырубки продольно проходящих прорезей (38) в боковой поверхности картонной трубы (11).
14. Установка по п.6, у которой фальцевальная машина (120) содержит вакуумные присоски (121) для загибания стенок (32) жесткости наружу от боковой поверхности картонной трубы (11).
15. Установка по п.6, у которой фальцевальная машина (120) имеет приводимые электродвигателем поворотные захваты (122, 123) для складывания стенок (32) жесткости внутрь несущих участков (30) картонной трубы (11).
16. Установка по п.15, у которой поворотные захваты (122, 123) выполнены с возможностью вращения посредством шаговых электродвигателей (124, 125) и пневматического перемещения вверх и вниз.
| US 3602158 А, 31.08.1971 | |||
| US 5483875 А, 16.01.1996 | |||
| US 5365857 А, 22.11.1994 | |||
| US 5222444 A, 29.06.1993 | |||
| US 6106451 A, 22.08.2000 | |||
| Штамп для прямого выдавливания | 1980 |
|
SU878405A1 |
| US 4501402 A, 26.02.1985 | |||
| US 2002088378 A1, 11.07.2002 | |||
| JP 2001328631 A, 27.11.2001 | |||
| JP 57175472 A, 28.10.1982 | |||
| Свайный фундамент | 1986 |
|
SU1346735A1 |
| Способ изготовления опорного элемента для поддона | 1987 |
|
SU1572406A3 |
| КАРТОННЫЙ ПОДДОН, ПЛОЩАДКА ИЗ КАРТОНА И СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЦЕВИНЫ ПЛОЩАДКИ ИЛИ ПЛАНКИ ДЛЯ КАРТОННОГО ПОДДОНА | 1993 |
|
RU2103207C1 |

