Предлагаемое изобретение относится к способам безгильзового соединения концов обвязочной ленты, применяемой при обвязке разнообразных изделий в пакетах, тюках, пачках, рулонах и др.
Известен способ соединения концов металлической ленты по а.с. СССР N 3944264, кл. B 65 B 13/30, 1971 г., заключающийся в укладке концов ленты внахлест с натяжением ленты, просекании концов ленты с образованием замков, снятии просеченного инструмента, закрывании замков за счет натяжения ленты и фиксации закрытых замков от их саморасцепления путем сдавливания кромок обоих концов ленты с образованием расстояния между заплечиками замков в плоскости верхнего конца ленты меньше первоначального.
Этот способ соединения неприменим, в частности, для обвязки тяжеловесных неупругих грузов и изделий, например пачек листового металла (особенно при транспортировке пачек металла электромагнитными кранами). В этом случае большая часть нагрузки от веса пачки металла передается на закрытые замки соединения, при этом заплечики замков заклиниваются глубже своего первоначального положения, концы лент вместе со сдавленными кромками смещаются в разные стороны, т.е. фиксация закрытых замков от их саморасцепления ухудшается или полностью разрушается. Поэтому при дальнейших перегрузках, особенно при ослаблении обвязочной ленты, может произойти саморасцепление концов ленты.
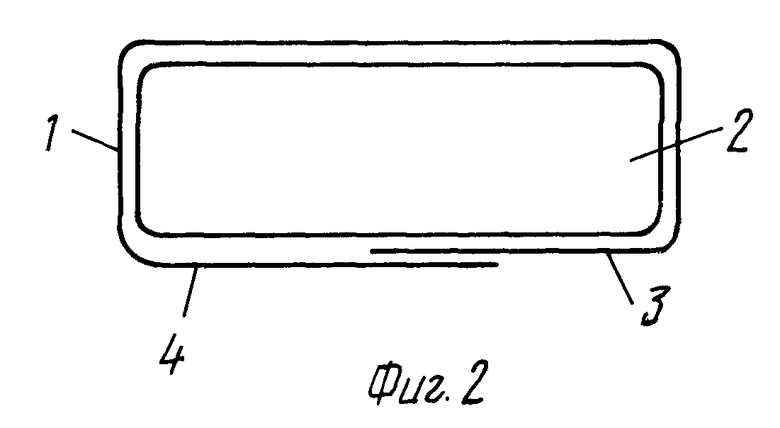
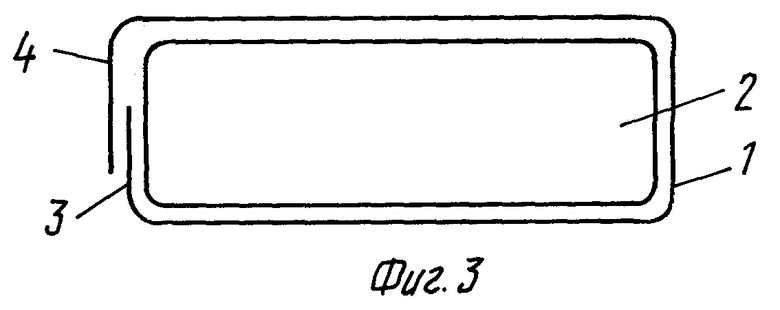
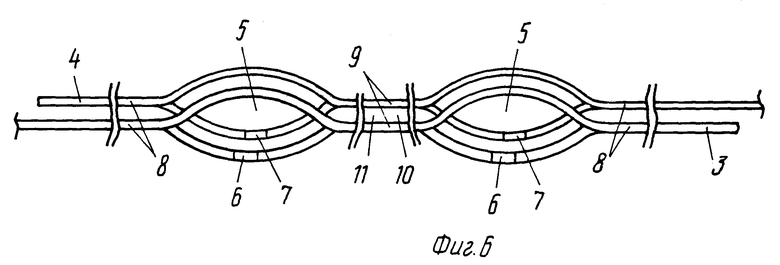
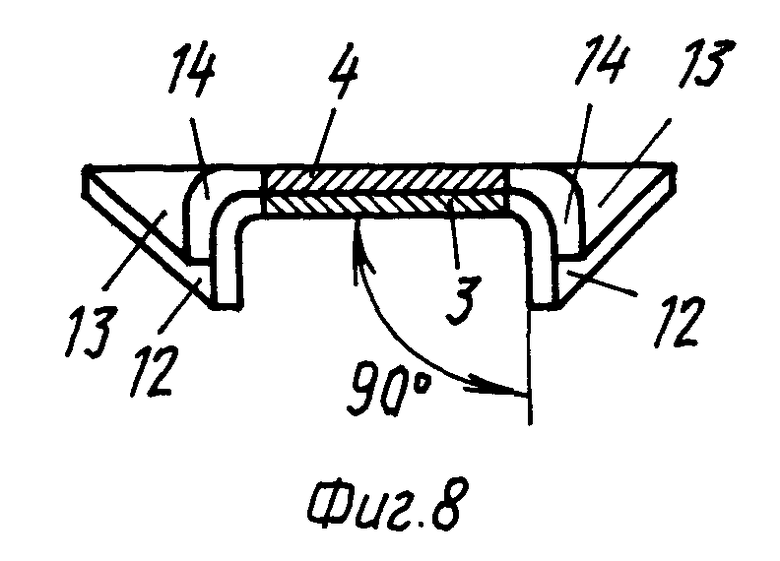
На фиг. 1, 2, 3, 4 показаны некоторые возможные схемы обвязки изделий или грузов (на остальных фигурах 5 - 15 показан предлагаемый способ соединения по схеме обвязки, показанной на фиг. 1), на фиг. 5 - предлагаемое соединение, состоящее из четырех замков, поз. 5, после просекания концов ленты, закрывания замков и выполнения надрезов, вид сверху; на фиг. 6 - вид А на фиг. 5 (только на два средних замка, увеличено в два раза), на фиг. 7 - предлагаемое соединение после просекания концов ленты, закрывания замков, выполнения надрезов и отгиба надрезанных кромок концов ленты, вариант N1, вид сверху; на фиг. 8 - разрез Б-Б на фиг. 7 (повернуто); на фиг. 9 - вид В на фиг. 7; на фиг. 10 - то же, что на фиг. 7, но после дополнительной затяжки замков в процессе транспортировки; вид снизу, на фиг. 11 - разрез Г-Г на фиг. 10; на фиг. 12 - вид Д на фиг. 10 (повернуто); на фиг. 13 - предлагаемое соединение, вариант N2, вид сверху; на фиг. 14 - предлагаемое соединение, вариант N3, вид сверху; на фиг. 15 - вид Е на фиг. 14 (увеличено в 2 раза).
Ленту 1 обягивают вокруг изделия 2 (по различным схемам обвязки, показанным на фиг. 1, 2, 3, 4), накладывают внахлест ее концы друг на друга. Тот конец ленты 1, который прилегает к обвязываемому изделию 2, является (по любой из схем обвязки) внутренним концом 3 ленты 1, а тот конец ленты 1, который наложен внахлест, является внешним концом 4 ленты 1. Затем просекают необходимое количество 5 (см. фиг. 5, 6). Снимают просечной инструмент (на чертежах не показанный), закрывают замки 5 (при этом заплечики 6 внутреннего конца 3 и заплечики 7 внешнего конца 4 смещаются относительно друг друга на некоторое расстояние "а" и заклиниваются). Закрывание замков 5 производится под действием натяжения ленты 1 или упругости изделия 2.
После закрывания замков 5 на одной, на двух или на всех кромках 8 ленты 1, принадлежащих одновременно обоим концам 3 и 4 и расположенным между замками 5, выполняют надрезы 9. Надрезы 9 выполняют одновременно на обоих концах ленты 3, 4 перпендикулярно оси ленты 1 или под углом, близким к 90o, например от 50 до 130o к оси ленты 1.
После выполнения надрезов 9 различают надрезанный участок 10, расположенный со стороны внутреннего конца 3 и надрезанный участок 11, расположенный со стороны внешнего конца 4.
По варианту N 1 (фиг. 7, 8, 9) надрезанный участок 10, расположенный со стороны внутреннего конца 3, отгибают под острым углом α к оси ленты и под углом 90o к плоскости ленты по направлению к обвязанному изделию 2.
В процессе отгиба образуются треугольные полки 12 внутреннего конца 3 и треугольные полки 13 внешнего конца 4. Треугольная полка 13 имеет торцевой участок 14, который контактирует со срезом 15 внутреннего конца 3 ленты. Такой плотный контакт между торцевым участком 14 внешнего конца 4 и срезом 15 внутреннего конца 3 не позволяет раскрыться замкам 5 при возможном ослаблении ленты 1 (например, при перегрузках). Таким образом, при ослаблении ленты 1 фиксации замков 5 в закрытом состоянии обеспечена.
Рассмотрим дальнейшее поведение предложенного соединения при возможном натяжении ленты больше расчетного, например, при транспортировке пачек листового металла электромагнитами. В этом случае нагрузка на обвязочную ленту от собственного веса тяжеловесной пачки металла может превысить усилие затяжки ленты, которое было использовано при обвязке изделия 2 (т.е. при замыкании замка 5 и при фиксации его положения).
При подъеме такой тяжеловесной пачки электромагнитами происходит дальнейшая деформация заплечиков 6 и 7 замков 5 (фиг. 10 - 12), расстояние между ними увеличивается с расстояния "a" до расстояния "b". Исчезает контакт между торцевым участком 14 треугольной полки 13 внешнего конца 4 с срезом 15 внутреннего конца 3, расстояние между ними увеличивается с "0" до "в-а".
При этом две парные треугольные полки 12 вклиниваются в парные треугольные полки 13 и незначительно разгибают их с угла 90o до угла γ. Однако такое незначительное разгибание треугольных полок 13 не разрушает фиксацию замков 5 и при неизбежном ослаблении ленты 1 после электромагнитной транспортировки пачки листового металла саморасцепления замков 5 не происходит, т. к. вновь восстановится контакт торцевого участка 14 внешнего конца 4 и среза 15 внутреннего конца 3. Расстояние между заплечиками 6 и 7 замков 5 в любом случае не будет меньше первоначальной величины "a" и при дальнейших перегрузках оно может несколько раз изменяться от "a" до "b" и обратно, однако саморасцепления замков 5 не произойдет.
По варианту N 2 (фиг. 13) надрезанный участок 11, расположенный со стороны внешнего конца 4, отгибают под углом α к оси ленты и под углом 90o к плоскости ленты в направлении от обвязанного изделия 2.
В процессе отгиба образуются треугольные полки 16 внутреннего конца 3 и треугольные полки 17 внешнего конца 4. Треугольная полка 16 имеет торцевой участок 18, который контактирует со срезом 19 внутреннего конца 3 ленты.
Работа предложенного соединения по варианту N 2 аналогична работе соединения по варианту N 1 и поэтому здесь не описывается. Таким образом, вариант N 2 равноценен варианту N 1 и обеспечивает работоспособность соединения как при ослаблении обвязочной ленты, так и при ее возможном натяжении до усилия, большего, чем расчетное усилие при обвязке и фиксации соединения.
Если же вклинивание парных треугольных полок 12, 17 в парные треугольные полки 13, 16 по вариантам N 1 и N 2 происходит настолько глубоко, что разгибание полок 13, 16 становится опасным для целостности фиксации, возможно объединение вариантов N 1, N 2 в одно соединение по варианту N 3.
По варианту N 3 (фиг. 14, 15) надрезанный участок 10, расположенный со стороны внутреннего конца 3, отгибают под острым углом α к оси ленты и под углом 90o к плоскости ленты по направлению к обвязанному изделию 2, а надрезанный участок 11, расположенный со стороны внешнего конца 4, отгибают по острым углом α к оси ленты и под углом 90o к плоскости ленты по направлению от обвязанного изделия 2. Работа предложенного соединения по варианту N 3 аналогична работе соединений по вариантам N 1 и N 2 и поэтому здесь не описывается.
Технико-экономические преимущества варианта N 3 в том, что допускаемая нагрузка на обвязочную ленту по условию разрушения фиксации предлагаемого соединения может быть значительно больше (примерно в 1,5 раза), чем по варианту N 1 и по варианту N 2 в отдельности, вплоть до разрыва обвязочной ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ОБВЯЗОЧНОЙ ЛЕНТЫ И ОБВЯЗОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277500C2 |
| РАМНАЯ ПРОВОДКА ОБВЯЗОЧНОЙ МАШИНЫ | 2001 |
|
RU2205141C2 |
| СПОСОБ КРЕПЛЕНИЯ ЭТИКЕТКИ К ИЗДЕЛИЮ НЕНЕНКОВА В.Ф. | 2006 |
|
RU2333874C2 |
| СПОСОБ ПАКЕТИРОВАНИЯ И ОБВЯЗКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121948C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ УТЯЖКИ ОБВЯЗОЧНОЙ ЛЕНТЫ И РАМНАЯ ПРОВОДКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278805C1 |
| СПОСОБ УПАКОВКИ БУНТОВ КАТАНКИ | 2012 |
|
RU2505464C1 |
| МЕХАНИЗМ СШИВКИ ДЛЯ СОЕДИНЕНИЯ ОБВЯЗОЧНОЙ ЛЕНТЫ СКОБОЙ | 1998 |
|
RU2149809C1 |
| Способ соединения концов металлической ленты и устройство для его осуществления | 1981 |
|
SU971711A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2112721C1 |
| ЯЩИК | 1996 |
|
RU2110456C1 |










Изобретение относится к способам безгильзового соединения и может применяться при упаковке и обвязке разнообразных изделий в пакетах, тюках, пачках, рулонах, в том числе тяжеловесных штучных грузов. После закрывания замков 5 на кромках 8 обоих концов 3,4 ленты 1 выполняют надрезы 9, а затем надрезанные участки 10,11 отгибают под острым углом к оси ленты в одном из двух возможных направлений так, чтобы плоскости отогнутых кромок концов лент были расположены под углом от 60o до 120o к плоскости лент. Это позволяет повысить надежность фиксации закрытых замков от саморасцепления. 3 з.п.ф-лы, 15 ил.
| 0 |
|
SU394264A1 |

