Предлагаемое изобретение относится к обвязочным машинам с просечными (безгильзовыми) способами соединения концов обвязочной ленты и может применяться при упаковке и обвязке транспортных единиц с нерегламентируемой упругостью, например пакетов листового металла.
Известен способ соединения концов металлической ленты по а.с. СССР №394264, МКИ B 65 B 13/30, 1973 года, заключающийся в укладке концов ленты внахлестку и просекании их с образованием замков и в сдавливании кромок ленты против заплечиков просечек с образованием расстояния между заплечиками в плоскости верхнего конца ленты меньше первоначального.
Этот способ применим только для упаковок относительно небольшого веса, т.к. при больших нагрузках на ленту возможен возврат деформированных кромок в первоначальное положение и расцепление замка.
Известен наиболее близкий к заявленному способ соединения концов обвязочной ленты по патенту России №2129079, МКИ B 65 B 13/30, 1999 года, включающий подачу ленты вокруг обвязываемого изделия, наложение концов ленты внахлестку друг на друга с предварительным натяжением, просекание концов ленты с образованием просечных замков и перемычек между замками, снятие просечного инструмента, перемещение концов ленты за счет упругих деформаций в ленте или обвязываемом изделии со смещением заплечиков просеченных замков относительно друг друга в противоположных направлениях с закрыванием замков и фиксацию закрытых замков от их саморасцепления путем надрезания одной или обеих кромок обоих концов ленты на одной или нескольких перемычках между закрытыми замками под углом от 50 до 130 градусов к оси лент и отгибания их под острым углом к оси лент так, чтобы плоскости отогнутых кромок концов лент были расположены под углом от 60 до 120 градусов к плоскости лент.
Этот способ соединения, предполагающий перемещение концов ленты только за счет упругих деформаций в ленте или обвязываемом изделии и, соответственно, со смещением заплечиков просеченных замков относительно друг друга в противоположных направлениях с закрыванием замков только за счет упругих деформаций, имеет существенные недостатки.
Эти недостатки заключаются в том, что действующее на заплечики замка усилие, возникающее за счет только упругих деформаций в ленте или обвязываемом изделии нерегламентируемой упругости, начинает резко убывать сразу же, как только начинает происходить смещение заплечиков просеченных замков относительно друг друга в противоположные стороны. Поэтому на величину смещения заплечиков в закрываемом замке влияет не столько усилие первоначального натяжения концов ленты (особенно на неупругой пачке), сколько инерционные силы, появляющиеся при резком ускорении заплечиков замка под действием усилия первоначального натяжения, максимального в первоначальный период закрывания замка. При этом в последующий период закрывания замка быстро затухают обе силы (инерционные силы и усилие первоначального натяжения), так как действие этих обеих сил расходуется на преодоление резко возрастающего трения в заплечиках замка. Поэтому не только на неупругой, но и на упругой пачке действующее усилие (точнее, действующее количество движения, израсходованное на закрывание замка) будет разным на разных обвязках пачки. Опыт показывает, что при одинаковом первоначальном усилии натяжения концов обвязочной ленты, соответствующем допустимому пределу прочности ленты (например, 900 кг), смещение заплечиков просеченных замков может быть как максимально возможным (например, 3-4 мм при ширине ленты 30 мм и ее толщине 1 мм), так и минимально возможным (например, 0, 5-1, 0 мм). Таким образом, различная величина смещения заплечиков зависит от многих причин, например от механических свойств материала ленты, от периметра и формы обвязываемого изделия и от его упругих свойств (например, от меняющихся в широких пределах упругих свойств обвязываемой пачки металла, в том числе на концах пачки).
Если в силу этих причин первоначальное смещение заплечиков просечных замков при обвязке не достигло максимально возможного значения (определяемого наихудшими условиями транспортировки и многократных перегрузок, например перегрузками тяжеловесных пачек металла электромагнитными кранами), то при наступлении этих наихудших условий нагрузка от веса пачки металла неизбежно начинает передаваться на контактные поверхности заплечиков слабозатянутых просечных замков, смещая заплечики относительно друг друга на максимально возможную величину (особенно на концах пачки). Но при смещении заплечиков фиксация закрытых замков разрушается и в дальнейшем уже не препятствует саморасцеплению просечного замка.
Известно устройство для обвязки штучных предметов по а.с. СССР №452530, МКИ В 65 В 13/06, 1974 года, включающее раму с направляющими каналами, ролики для подачи и натяжения ленты, механизм для образования просечного замка с матрицей и пуансоном, механизм отрезания ленты с неподвижным и подвижным ножами, механизм прижима ленты.
Это устройство не гарантирует высокого усилия натяжения ленты перед ее просеканием из-за проскальзывания ленты в утягивающих роликах.
Известна наиболее близкая конструкция обвязочной машины Л30-350/1650 Л, разработанная НПО «Черметмеханизация» (книга «Средства механизации в металлургии», справочное издание в 3-х томах, том 3-й, Б.А.Азиков и др., Москва, издательство «Металлургия», 1990, стр.433-434). Она содержит проводки 6, обвязочную головку 8, разматыватель ленты 2, тянущие ролики 4, механизм прижима ленты 10, механизм прижима переднего конца ленты 9, механизм окончательной затяжки 7 ленты с зажимным механизмом 5, ножевой механизм для отрезания ленты 11 с подвижным и неподвижным ножами, расположенным в промежутке между основной проводкой 6 и продолжением параллельной ей вводной проводки 18.
Обвязочные машины такого типа предназначены для соединения концов натянутой обвязочной ленты разными способами, в том числе просечным способом, при этом натяжение ленты может производиться как за один раз, так и дважды - предварительное натяжение и окончательное натяжение.
Предварительное натяжение производится тянущими роликами (при этом передний конец ленты зажат неподвижно с помощью механизма прижима переднего конца ленты, а задний конец ленты натягивается тянущими роликами). При остановке тянущих роликов они удерживают достигнутое усилие предварительного натяжения ленты.
Окончательное натяжение производится механизмом окончательной затяжки ленты с зажимным механизмом (при этом передний конец ленты продолжает оставаться в зажатом состоянии, а задний конец ленты, удерживаемый тянущими роликами, дополнительно фиксируется в зажимном механизме, который вместе с зафиксированным задним концом ленты перемещается специальным механизмом окончательной затяжки ленты с максимально возможным усилием, допускаемым по условиям прочности соединения концов ленты или по условиям прочности самой ленты).
Обвязочные машины по вышеописанному прототипу имеют один общий недостаток - наличие неподвижного ножа, расположенного между обвязочной головкой и механизмом окончательной затяжки ленты (причем в промежутке между двумя натянутыми лентами). Поэтому две натянутые ленты со стороны механизма окончательной затяжки не могут прилегать друг к другу и расположены под небольшим углом друг к другу. После разведения пуансона и матрицы обвязочной головки на высоту зева проводки две просеченные ленты могут преждевременно отслоиться друг от друга (особенно при большой величине натяжения и при нерегламентированной величине упругости пачки), в том числе некоторая часть заплечиков двух соседних лент может вообще не замкнуться в соединительный замок (например, две пары заплечиков, ближайшие к неподвижному ножу). Этот описанный выше недостаток наиболее близкой к заявляемому изобретению конструкции обвязочной машины наглядно проиллюстрирован в а.с. СССР №309878, МКИ В 65 В 13/00, 1971 года, где на фигуре 3, 4, 5 показаны углы наклона прилегающих друг к другу натянутых лент, расположенных между неподвижным ножом 9 при технологических операциях натяжения лент, установки сварочных заклепок 11 и обрезании одной ленты 8 подвижным ножом 12.
Техническая задача, решаемая первым изобретением группы (способ соединения концов обвязочной ленты), состоит в улучшении качественных показателей замкового просечного соединения при обвязке транспортных единиц с нерегламентированной упругостью.
Для решения поставленной технической задачи перемещение концов ленты для закрывания замков производят при помощи принудительного усилия, постоянно действующего на замки соединяемых концов ленты в течение всего промежутка времени закрывания замков в направлении, противоположном направлению усилия предварительного натяжения.
Техническая задача, решаемая вторым изобретением группы (обвязочная машина для осуществления способа), состоит в создании арсенала новых технических средств для обвязки транспортных единиц с нерегламентированной упругостью.
Для решения поставленной технической задачи в промежутке между проводочной частью ножевого механизма и проволочной частью механизма просечки ленты она содержит дополнительную проводку для обоих концов ленты, функционально сопряженную с обеими соседними проволочными частями, при этом первая часть дополнительной проводки, расположенная между обвязываемой транспортной единицей и внутренним концом ленты обвязочного пояса, имеет возможность приводного возвратно-поступательного перемещения в направлении, перпендикулярном плоскости концов ленты или под углом до 30° к этому направлению.
На фиг.1 показана схема осуществления способа соединения концов обвязочной ленты; на фиг.2, 3, 4 - выноска I из фиг.1 (на фиг.2 - схема сближения концов ленты; на фиг.3 - схема взаимного положения крайнего замка соединения и концов ленты; на фиг.4 - вариант №1 создания принудительных растягивающих сил в обвязочном поясе); на фиг.5 - выноска II из фигуры 1 (вариант №2 создания принудительных растягивающих сил в обвязочном поясе); на фиг.6 - схема общей компоновки обвязочной машины, статическое состояние; на фиг.7 - вариант №1 выполнения (выноска III из фиг.6, статическое состояние); на фиг.8 - выноска IV из фиг.7, динамическое состояние (перемещение концов ленты с закрыванием замков); на фиг.9, 10, 11 - вариант №2 выполнения выноски III из фиг.6 (на фиг.9 - статическое состояние, на фиг.10 - первоначальное динамическое состояние; на фиг.11 - последующее динамическое состояние); на фиг.12 - вариант №3 выполнения (статическое состояние).
Способ соединения концов обвязочной ленты осуществляется следующим образом (фиг.1).
Вокруг транспортной единицы, например пачки 1 листового металла, обтягивают ленточный обвязочный пояс 2 с предварительным натяжением силой F, просекают концы ленты с формированием последовательно расположенных замков 3, 4, 5, 6, 7. Затем снимают с замков просечной инструмент (на чертеже не показан), отрезают свободный конец 8 ленты (показан пунктирной линией).
Независимо от практического результата воздействия на степень закрывания замков 3, 4, 5, 6, 7 усилия предварительного натяжения F в обвязочном поясе 2 и усилия упругости пачки 1 дополнительно воздействуют на замки принудительным усилием, например силами F1 и F2, направленными противоположно силам предварительного натяжения (но совпадающими по направлению с силами реакций). При этом происходит гарантированное смещение заплечиков просечных замков относительно друг друга на максимально необходимую величину, после чего производят надежную (не разрушаемую в любых условиях) фиксацию замков от саморасцепления любыми известными способами.
Таким образом, в предлагаемом способе становится излишней строгая последовательность технологических операций, когда отрезание свободного конца 8 ленты для улучшения условий закрывания замков в способе-прототипе было предпочтительнее производить в состоянии сохранения усилия предварительного натяжения в свободном конце 8 ленты и, главное, не ранее, чем после технологической операции снятия просечного инструмента. Снятие этого ограничения может быть полезным для расширения функциональных возможностей предлагаемого способа. Например, появляется возможность устранить вышеописанный недостаток обвязочной машины-прототипа (если доработать ее для осуществления этого способа) - отслоение просеченных концов ленты друг от друга до начала закрывания замков (особенно отслоение просечек замка, ближайшего к неподвижному ножу для отрезания свободного конца 8 ленты). В зависимости от условий транспортирования пачек и от количества и типа предполагаемых перегрузок пачек величину принудительного усилия для гарантированного закрывания замков 3, 4, 5, 6, 7 назначают в соответствии с существующими ограничениями, в частности, соизмеримой с предельно допустимой величиной усилия на замки 3, 4, 5, 6, 7 просечного соединения или соизмеримой с предельно допустимой величиной усилия в опасном сечении наиболее нагруженного обвязочного пояса пачки (например, в сечениях 9, 10, 11, 12).
Таким образом, в связи с введением новой технологической операции - принудительного усилия для закрывания замков, постоянно действующего на замки в течение всего промежутка времени закрывания замков, появилась новая возможность - уменьшить или полностью снять до нулевого значения усилие предварительного натяжения F в конце 8 обвязочной ленты, не принадлежащего натянутому обвязочному поясу 2, так как его наличие становится не обязательным для закрывания замков. При этом усилие предварительного натяжения в обвязочном поясе 2 сохраняется сомкнутым просечным инструментом (то есть пуансоном и матрицей просечного инструмента).
Тем не менее, чтобы во время размыкания просечного инструмента не оставалось возможностей для расслоения просеченных концов ленты (например, при затуплении просечного инструмента и появлении на просечках микрозаусенцев), вводят еще одну новую технологическую операцию - максимально сближают между собой конец 8 обвязочной ленты, не принадлежащий натянутому обвязочному поясу 2, и соседний к нему участок ленты обвязочного пояса 2. Такое сближение легче всего произвести путем прижатия конца 8 обвязочной ленты (фиг.2) к натянутому обвязочному поясу 2 из исходного положения 13 в рабочее положение 14, например, при помощи усилия F3. При этом в зависимости от конкретных условий усилие F предварительного натяжения в конце 8 обвязочной ленты может быть не только уменьшено или снято до нулевого значения, но может быть оставлено в своем первоначальном максимальном значении (если усилие F3 будет достаточным для сближения соседних участков конца 8 ленты и обвязочного пояса 2). На фиг.3 показано сближенное положение конца 8 обвязочной ленты и обвязочного пояса 2, гарантирующее надежное закрывание замков при воздействии на них принудительного усилия (сил F1 и F2).
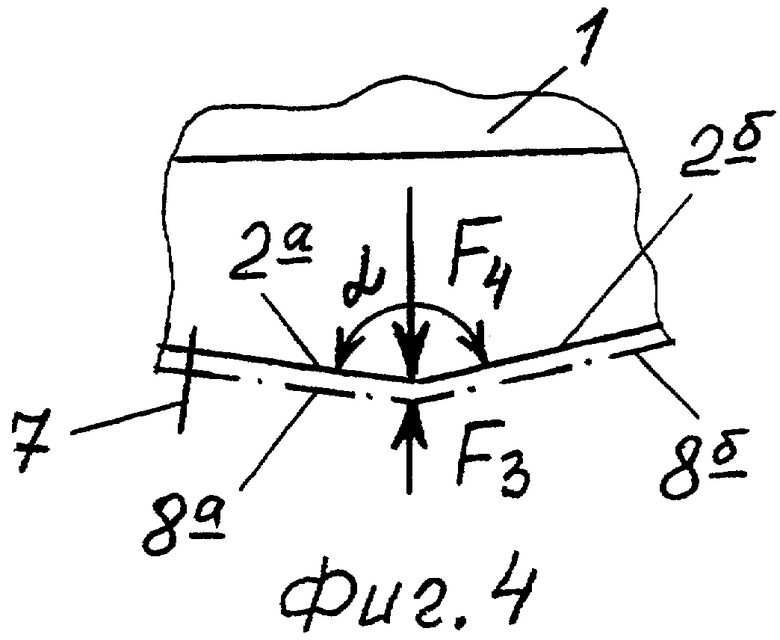
Как один из вариантов создания принудительных растягивающих сил F1 и F2 (вариант 1), после сближения лент 8 и 2 на них воздействуют силой F4 (фиг.4), направленной перпендикулярно плоскости лент в сторону от обвязываемой пачки 1, при этом ленты 8 и 2 занимают положения 8а и 8б, 2а и 2б (под тупым углом α друг к другу), а в обвязочном поясе 2 появляются силы принудительного растяжения F1 и F2 (показанные на фиг.1). Величина силы F4 должна быть больше величины силы F3, если сила F3 необходима не только для сближения лент, но и для удержания конца 8 ленты в положении 14 (например, в случае сохранения усилия предварительного натяжения F в свободном конце 8 ленты).
Вариант №2 создания принудительных растягивающих сил F1 и F2 показан на фиг.5. На обвязочный пояс 2 (состоящий из одной ленты) воздействуют силой F5, направленной перпендикулярно плоскости обвязочного пояса в сторону от обвязываемой пачки, при этом обвязочный пояс 2 занимает положения 2в и 2г с перегибом в точке 15 (под тупым углом α друг к другу), а в обвязочном поясе 2 появляются силы принудительного растяжения F1 и F2 (показано на фиг.1). По окончании промежутка времени, необходимого и достаточного для максимального смещения заплечиков просечных замков, прекращают действие силы F5 на обвязочный пояс 2, который займет хотя и ослабленное, но стабильное положение 16 (которое не изменится при любых перегрузках пачек и благодаря которому фиксация замков будет практически неразрушаемой). Но ослабленное состояние обвязочного пояса с просечным соединением концов лент является на неупругих упаковках его отличительной особенностью, вызванной конструкцией просечного соединения.
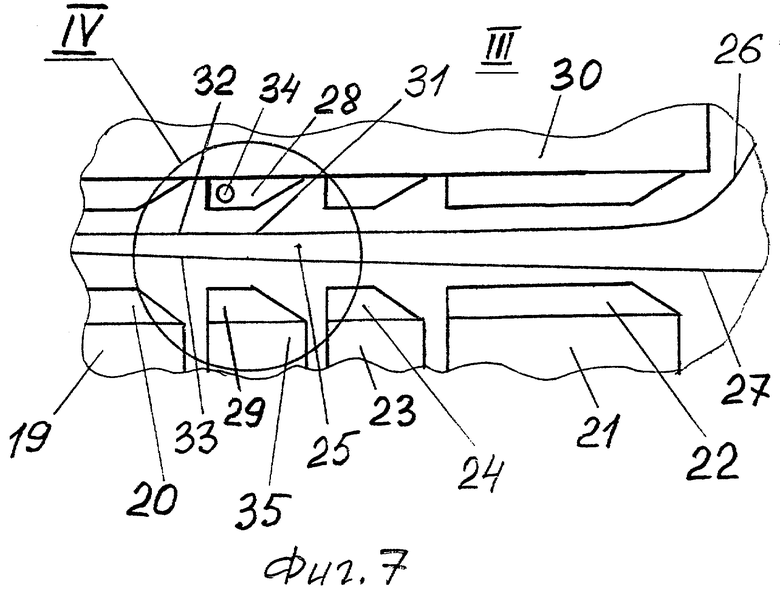
Обвязочная машина для осуществления предложенного способа (фиг.6) содержит вводную проводку 17 для обвязочной ленты со встроенными в нее механизмами тянущих роликов и окончательной затяжки с зажимом для ленты (на чертеже не показаны), круговую проводку 18, механизм просечки 19 с проводочной частью 20, а также расположенные между вводной проводкой и механизмом просечки механизм прижима 21 переднего конца ленты с проводочной частью 22, ножевой механизм 23 с проводочной частью 24, а также расположенную в промежутке между проволочными частями 24 (ножевого механизма) и 20 (механизма просечки) дополнительную проводку 25, общую для обеих ветвей 26, 27 ленты. Дополнительная проводка 25 функционально сопряжена с обеими соседними проволочными частями 24 и 20 (для беспрепятственного прохода переднего конца ленты при ее подаче в круговую проводку), имеет форму, аналогичную форме соседних проводочных частей 24, 20 и состоит из двух частей 28, 29 (фиг.7).
Первая часть 28 дополнительной проводки 25 расположена между обвязываемой транспортной единицей 30 и внутренним концом 31 ленты обвязочного пояса 32, а вторая часть 29 дополнительной проводки 25 расположена с периферийной стороны наружного конца 33 ленты, не принадлежащего обвязочному поясу 32.
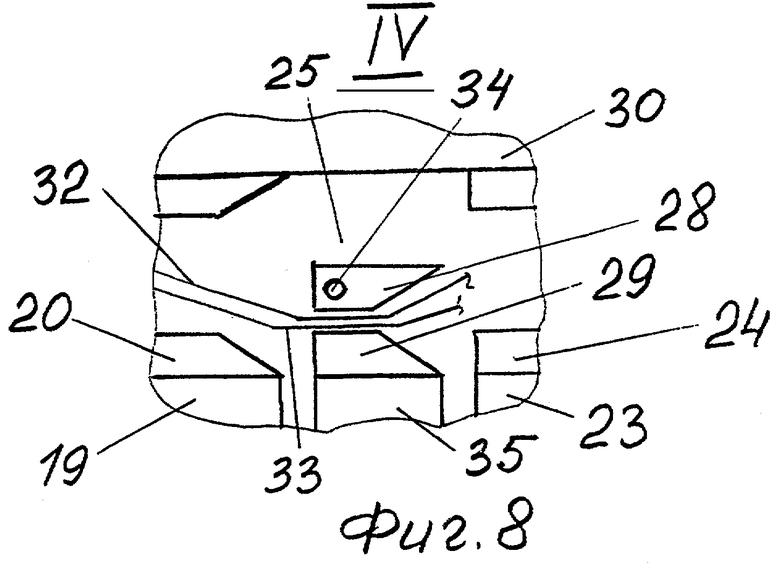
По варианту №1 обвязочной машины первая часть 28 проводки 25 имеет возможность приводного возвратно-поступательного перемещения в направлении, перпендикулярном плоскости концов лент или под острым углом до 30 градусов к этому направлению, например, посредством привода 34, размещенного на корпусе 35.
Обвязочная машина по варианту №1 работает следующим образом (фиг.6, 7, 8).
После пропускания ветвей 26, 27 ленты по проводочным частям 22, 24, 25, 20, просекания концов ленты и снятия просечного инструмента включают привод 34, при этом первая часть 28 проводки 25 отходит от транспортной единицы 30 вниз и приближается ко второй части 29 проводки 25 (фиг 8), при своем движении натягивая обвязочный пояс 32 и замыкая замки просечного соединения. Затем первую часть 28 проводки 25 возвращают в исходное (статическое) положение.
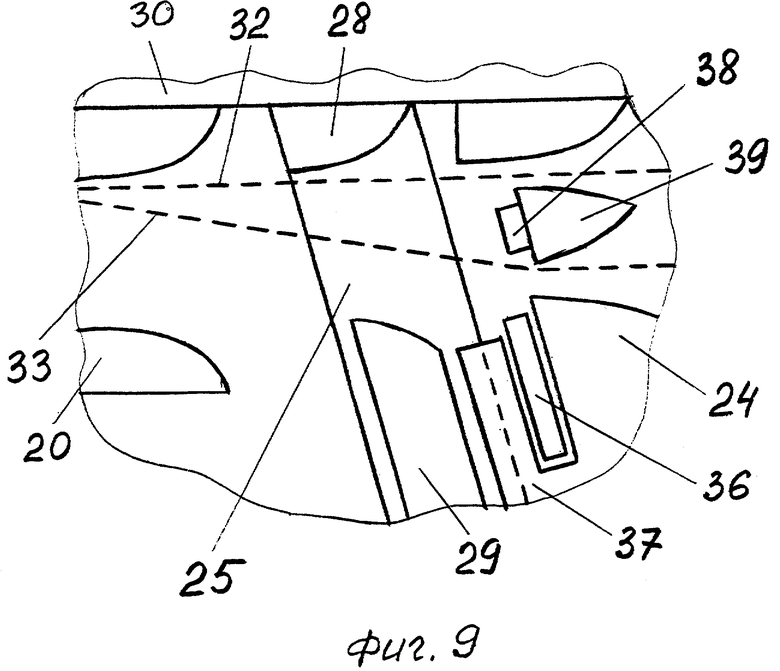
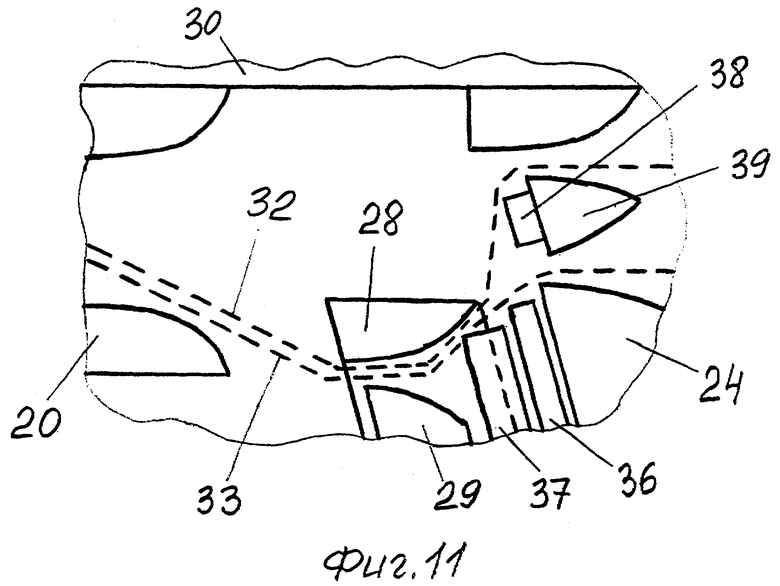
Для устранения всех вышеописанных недостатков обвязочной машины-прототипа (возможность неприлегания друг к другу обвязочного пояса 32 и наружного конца 33 ленты при закрывании замков) предлагается уточненный вариант 2 выполнения обвязочной машины (фиг.9, 10, 11).
В варианте №2 вторая часть 29 дополнительной проводки 25, расположенная со стороны наружного конца 33 ленты, не принадлежащего обвязочного поясу 32, также имеет возможность приводного возвратно-поступательного перемещения (независимого от перемещения первой части 28) в направлении, перпендикулярном плоскости концов лент или под острым углом до 30 градусов к этому направлению.
При этом проводочная часть 24 ножевого механизма 23 может быть совмещена с подвижным ножом 36 и с его направляющей 37, которая одновременно может использоваться в качестве совмещенной многофункциональной направляющей для обеих частей 28, 29 дополнительной проводки 25. Между обвязочным поясом 32 и наружным концом 33 ленты закреплен неподвижный нож 38 со средней направляющей 39 ножевого механизма 23.
Обвязочная машина по варианту №2 работает следующим образом (фиг.9, 10, 11).
После пропускания ветвей 33, 32 ленты по проволочным частям 22, 24, 25, 20, просекания концов ленты и снятия просечного инструмента вторую часть 29 проводки 25 поднимают индивидуальным приводом к первой части 28 проводки 25 так, чтобы между частями проводки при сближенных друг к другу лентах 33 и 32 имелся небольшой зазор для возможности смещения лент по их осям (фиг.10). При этом лента 33 искривляется и занимает новые положения 40, 41 в проводках.
Затем, не изменяя взаимного расположения обеих частей 28, 29 проводки 25 относительно друг друга, опускают первую часть 28 проводки вместе со второй частью 29, при этом проводка 25 натягивает обвязочный пояс 32 и замыкает замки просечного соединения (фиг.11), после чего обе части 28, 29 проводки 25 возвращают в исходное положение.
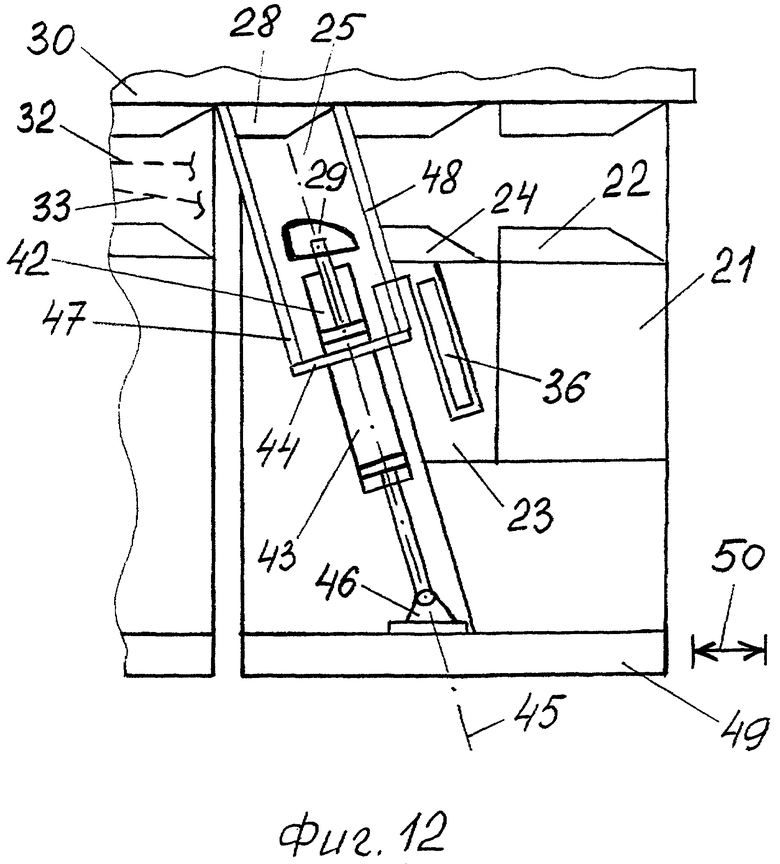
Учитывая стесненные габариты существующих обвязочных машин, здесь предлагается вариант встроенного малогабаритного привода для обеих частей 28, 29 проводки 25.
В варианте №3 обвязочной машины для осуществления предложенного способа привод дополнительной проводки 25 выполнен в виде двух соосно расположенных гидроцилиндров 42, 43, жестко соединенных между собой перемычкой 44 со стороны их поршневых полостей, ось гидроцилиндров 45 перпендикулярна плоскости концов лент или наклонена к ним, шток ближайшего к обвязочному поясу 32 гидроцилиндра 42 жестко соединен со второй частью 29 проводки 25, шток удаленного от обвязочного пояса 32 гидроцилиндра 43 присоединен к серьге 46 (которая может быть как неподвижной относительно круговой проводки 18, так и подвижной относительно нее в случае, если серьга 46 присоединена к подвижному корпусу механизма окончательной затяжки ленты, на чертежах не показанного и совмещенного с вводной проводкой 17), а первая часть 28 проводки 25 жестко соединена с перемычкой 44 посредством тяжей 47, 48.
Как подвариант вышеописанного варианта №3 привод дополнительной проводки 25 может быть выполнен в виде одного сборочного узла 49 с механизмами окончательной затяжки ленты, прижима переднего конца ленты 21 и ножевого механизма 23, при этом серьга 46 подвижна, как и весь сборочный узел 49, относительно круговой проводки 18 в направлениях 50. При этом вторая часть 29 проводки 25 может быть заключена по скользящей посадке в собственные направляющие (на чертежах не показано), которые, в свою очередь, также могут перемещаться вместе с тяжами 47, 48 в других направляющих (на чертежах не показаны), например, типа «ласточкин хвост», расположенных в ножевом механизме 23.
Обвязочная машина по варианту №3 работает аналогично машине по варианту №2 и поэтому ее работа здесь не описывается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ОБВЯЗОЧНОЙ ЛЕНТЫ | 1997 |
|
RU2129079C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭТИКЕТКИ К ИЗДЕЛИЮ НЕНЕНКОВА В.Ф. | 2006 |
|
RU2333874C2 |
| Способ соединения концов металлической ленты и устройство для его осуществления | 1981 |
|
SU971711A1 |
| РАМНАЯ ПРОВОДКА ОБВЯЗОЧНОЙ МАШИНЫ | 2001 |
|
RU2205141C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ УТЯЖКИ ОБВЯЗОЧНОЙ ЛЕНТЫ И РАМНАЯ ПРОВОДКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278805C1 |
| Устройство для обвязки предметов металлической лентой | 1981 |
|
SU1013350A1 |
| Устройство для обвязки предметов лентой | 1981 |
|
SU990591A1 |
| Устройство для подачи и натяжения обвязочного материала | 1978 |
|
SU753716A1 |
| Устройство для подачи обвязочной ленты | 1989 |
|
SU1712250A1 |
| Устройство для обвязывания длинномерных изделий | 1990 |
|
SU1738695A1 |





Изобретение относится к области упаковки и обвязки транспортных единиц с нерегламентируемой упругостью. Способ соединения концов обвязочной ленты, включающий наложение концов ленты внахлест друг на друга с предварительным натяжением, просекание концов лент с образованием замков и перемычек между замками, снятие просечного инструмента, перемещение концов ленты со смещением заплечиков просеченных замков относительно друг друга в противоположных направлениях с закрыванием замков и фиксацию закрытых замков от их саморасцепления. При этом перемещение концов ленты для закрывания замков производят при помощи принудительного усилия, постоянно действующего на замки соединяемых концов ленты в течение всего промежутка времени закрывания замков в направлении, противоположном направлению усилия предварительного напряжения. Предложено также устройство для осуществления данного способа. 2 н. и 10 з.п. ф-лы, 12 ил.
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ОБВЯЗОЧНОЙ ЛЕНТЫ | 1997 |
|
RU2129079C1 |
| Способ соединения концов металлической ленты и устройство для его осуществления | 1981 |
|
SU971711A1 |
| US 5501252 A, 26.03.1996 | |||
| Устройство для обвязки штучных предметов стальной лентой | 1982 |
|
SU1106743A1 |

