Изобретение относится к швейному оборудованию, в частности к вышивальным машинам челночного стежка, и может быть использовано в вышивальных машинах при выполнении стежков большой длины.
Современные вышивальные машины характеризуются высокой степенью автоматизации, позволяющей выполнять различные узоры методом вышивки в автоматическом режиме. Принцип работы автоматических вышивальных машин заключается в перемещении заготовки, закрепленной в пяльцах на величину одного стежка в промежуток времени между выходом иглы из ткани и последующим входом иглы в ткань. Это перемещение осуществляется двумя шаговыми двигателями соответственно по осям X и Y по сигналам системы управления в соответствии с выбранной программой. Так как игла совершает непрерывное возвратно-поступательное движение, время возможного перемещения ткани строго ограничено и зависит от скорости шитья: чем выше скорость шитья, тем меньший промежуток времени остается на перемещение ткани и тем меньшую длину стежка можно выполнить.
Учитывая наибольшее быстродействие современных шаговых двигателей, наибольшая длина стежка 10 - 12 мм может быть осуществлена на скорости 120 - 200 об/мин у лучших образцов вышивальных машин фирм "BROTHER" (Япония), "ТАЛМА" (Япония) и др. Так как постоянная работа с такой скоростью не обеспечивает высокой производительностью, имеется целый ряд технических решений, позволяющих работать на более высоких скоростях при выполнении стежков большой длины.
В акцептованной заявке Японии N 2-32391, кл. D 05 C 5/04, 1990 рабочая скорость шитья регулируется и устанавливается обратно пропорционально длине стежка, который предстоит выполнить по программе. Такая зависимость реализована практически на всех вышивальных машинах ведущих фирм, однако при выполнении вышивок могут встречаться стежки, длина которых не позволяет их выполнить даже при значительном снижении скорости шитья.
В этом случае прибегают либо к остановке игловодителя при выполнении длинных стежков, как это предложено в заявке Германии N 4212870, кл. D 05 B 3/02, 1992, либо к выполнению промежуточного укола, который делит длинный стежок на несколько составляющих, каждая из которых может быть выполнена при заданной скорости шитья, что предложено в акцептованной заявке Японии N 3-34754, кл. D 05 B 21/00, 1991.
В первом случае для реализации длинных стежков необходим дополнительный механизм остановки игловодителя при работающем его приводе, что является довольно сложной технической задачей, связанной с дополнительными материальными затратами.
Во втором варианте задача решается вычислительным устройством системы управления. В качестве наиболее близкого к изобретению аналога принят способ выполнения стежков большой длины на вышивальной машине с программным управлением, описанный в акцептованной заявке Японии N 3-34754, кл. D 05 B 21/00, 1991. Он заключается в выдаче сигнала разрешения перемещения заготовки в момент выхода иглы из ткани, перемещения заготовки на величину стежка в соответствии с программой вышивки, выполнении промежуточного укола при превращении предельного значения длины стежка за один рабочий ход иглы.
Техническое решение по заявке Японии N 3-34754 также не лишено недостатков.
Во-первых, оно требует постоянного сравнения предстоящего к вышивке стежка с предельным значением длины стежка для данной скорости шитья и, если длина предстоящего к вышивке стежка превышает допустимую, вычисляются координаты промежуточных уколов, делящих длину стежка на несколько составляющих, каждая из которых должна быть меньше предельного значения. Это загружает вычислительное устройство дополнительной работой, для выполнения которой требуется высокое быстродействие вычислительного устройства.
Во-вторых, контроль и сравнение расстояния между двумя уколами, т.е. длины стежка с предельно допустимым значением, может привести к потере производительности, т. к. эта величина не всегда характеризует возможности машины.
Поясним примером. Общеизвестно, что в вышивальных машинах перемещение ткани на величину стежка осуществляется двумя шаговыми двигателями соответственно по координатам X и Y. Наибольшая длина стежка, выполнимая в момент времени, когда игла не входит в ткань, определяется наибольшим количеством шагов, которое успевает отработать каждый двигатель за этот промежуток времени.
Когда направление стежка совпадает с осью X или Y, наибольшая длина стежка определяется соотношением
Lmax = to • nmax,
где to - величина перемещения заготовки за 1 шаг шагового двигателя (дискретность перемещения);
nmax - наибольшее количество шагов, которое успевает отработать шаговый двигатель за время между выходом иглы из ткани и последующим входом иглы в ткань.
Эта величина Lmax и берется в прототипе для сравнения с длиной стежка без учета направления стежка относительно осей X - Y.
Если бы учитывалось направление стежка, то наибольшая выполнимая длина стежка могла бы быть при одновременном наибольшем перемещении обоих шаговых двигателей, т.е.:
Численное значение  определяется из соотношения
определяется из соотношения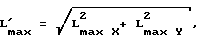
но так как шаговые двигатели осей X и Y одинаковы, то Lmaxx = Lmaxy, а наибольшая длина стежка
Таким образом, наибольшая расчетная длина стежка Lmax всегда меньше теоретической  , поэтому производительность машины используется не в полной мере.
, поэтому производительность машины используется не в полной мере.
Техническим результатом данного изобретения является упрощение управления вышивальной машиной при выполнении длинных стежков с одновременным повышением производительности при их выполнении.
Технический результат достигается за счет того, что в способе выполнения стежков большой длины на вышивальной машине с программным управлением, заключающемся в выдаче сигнала разрешения перемещения заготовки в момент выхода иглы из ткани, перемещении заготовки на величину стежка в соответствии с программой вышивки, выполнении промежуточного укола при превышении предельного значения длины стежка за один рабочий ход иглы, согласно изобретению перемещение заготовки по траектории стежка перед промежуточным уколом осуществляют с учетом сигналов установленного на главном валу вышивальной машины датчика позиционирования до получения от него запрещающего сигнала, а перемещение на оставшуюся часть стежка осуществляют после разрешающего сигнала датчика позиционирования при последующем подъеме иглы.
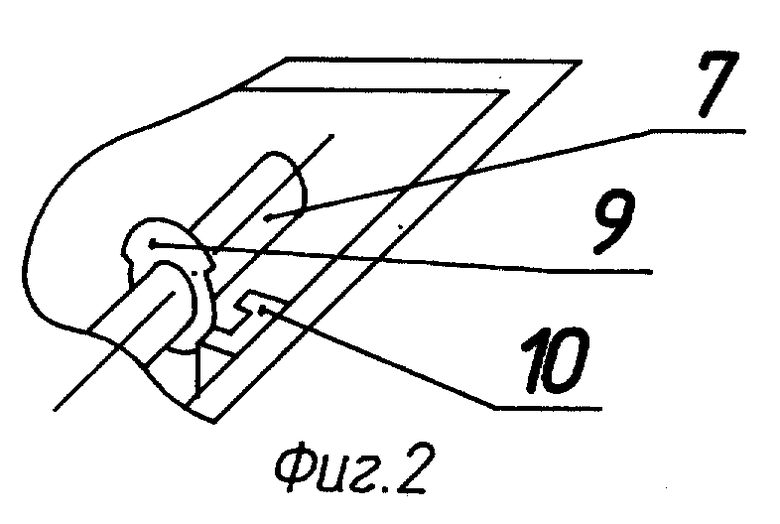
Сущность изобретения поясняется графической частью, где на фиг. 1 показана вышивальная машина и ее основные составные части для реализации указанного способа, а на фиг. 2 - детали датчика позиционирования.
Вышивальная машина состоит из стола 1, на котором установлены шьющая головка 2, манипулятор 3 перемещения пялец 4 по осям X и Y, блок управления 5.
Шьющая головка 2 снабжена несколькими игловодителями 6, совершающими возвратно-поступательное движение главного вала 7, на котором установлен датчик позиционирования 8, состоящий из вращающейся шторки 9 и чувствительного элемента 10. При вхождении шторки 9 в зазор чувствительного элемента 10 выдается разрешающий сигнал перемещения ткани, а при выходе шторки - запрещающий сигнал.
Вышивальная машина работает следующим образом.
При выполнении заданной программы вышивки главный вал 7 получает вращательное движение, которое преобразуется в возвратно-поступательное движение одного из игловодителей 6. Манипулятор 3 по сигналам блока управления 5 в соответствии с программой вышивки перемещает пяльцы 4 синхронно с подъемом иглы на величину стежка. Выполнение стежка начинается при выходе иглы из ткани по разрешающему сигналу датчика позиционирования 8 и завершается по достижении конечной точки стежка. Если до достижения конечной точки стежка поступил запрещающий сигнал датчика позиционирования, перемещение пялец приостанавливается, машина выполняет промежуточный укол и по новому разрешающему сигналу датчика манипулятор продолжает перемещение ткани по прерванной траектории до достижения конечной точки стежка.
Таким образом, в зависимости от заданной программой длины стежка и скорости вышивки стежок может быть выполнен за одно или несколько перемещений манипулятора с промежуточными уколами. При этом координаты промежуточных уколов не высчитываются и не контролируются, а момент прерывания подачи определяется запрещающим сигналом датчика позиционирования.
Использование изобретения позволяет упростить управление вышивальной машиной при выполнении длинных стежков с одновременным повышением производительности при их выполнении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАТЧИК ОБРЫВА НИТОК ШВЕЙНОЙ ИЛИ ВЫШИВАЛЬНОЙ МАШИНЫ | 1997 |
|
RU2130095C1 |
| аСЕС©Юч1НАЯ | 1973 |
|
SU367198A1 |
| БЫТОВАЯ ЭЛЕКТРОМЕХАНИЧЕСКАЯ ШВЕЙНАЯ МАШИНА С АВТОМАТИЧЕСКОЙ ОБРАТНОЙ ПОДАЧЕЙ | 1998 |
|
RU2136795C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ МАТЕРИАЛА | 2002 |
|
RU2276210C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ МАТЕРИАЛА | 1992 |
|
RU2064985C1 |
| МЕХАНИЗМ ОТКЛОНЕНИЯ ИГЛЫ ШВЕЙНОЙ ЗИГЗАГ-МАШИНЫ | 1992 |
|
RU2043435C1 |
| Швейная машина с программным управлением | 1986 |
|
SU1641913A1 |
| СТАЧИВАЮЩЕ-ОБМЕТОЧНАЯ МАШИНА С УСТРОЙСТВАМИ НАТЯЖЕНИЯ И ОСВОБОЖДЕНИЯ НИТЕЙ | 1997 |
|
RU2124599C1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ПОВРЕЖДАЕМОСТИ НИТЕЙ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ПРИ ШИТЬЕ | 2013 |
|
RU2516894C1 |
Изобретение относится к швейному оборудованию, в частности к вышивальным машинам челночного стежка, и может быть использовано в вышивальных машинах при выполнении стежков большой длины. Сущность изобретения: перемещение заготовки по траектории стежка перед промежуточным уколом осуществляют с учетом сигналов установленного на главном валу вышивальной машины датчика позиционирования до получения от него запрещающего сигнала, а перемещение на оставшуюся часть стежка осуществляют после разрешающего сигнала позиционирования при последующем подъеме иглы. Данное изобретение позволяет упростить управление вышивальной машиной при выполнении длинных стежков с одновременным повышением производительности при их выполнении. 2 ил.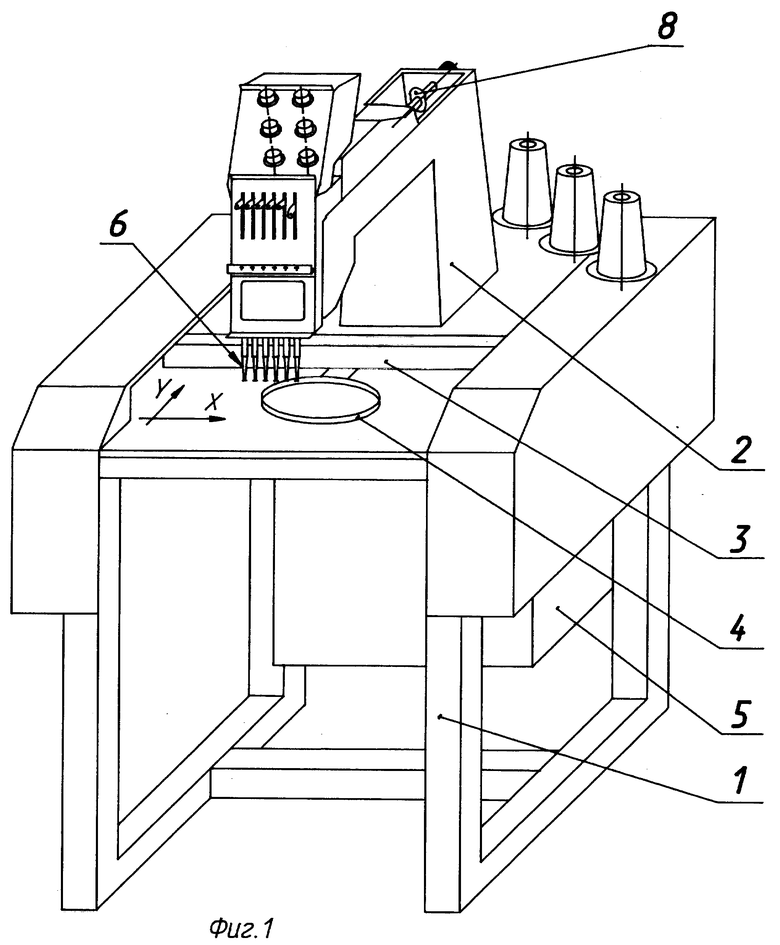
Способ выполнения стежков большой длины на вышивальной машине с программным управлением, заключающийся в выдаче сигнала размещения перемещения заготовки в момент выхода иглы из ткани, перемещении заготовки на величину стежка в соответствии с программой вышивки, выполнении промежуточного укола при превышении предельного значения длины стежка за один рабочий ход иглы, отличающийся тем, что перемещение заготовки по траектории стежка перед промежуточным уколом осуществляют с учетом сигналов установленного на главном валу вышивальной машины датчика позиционирования до получения от него запрещающего сигнала, а перемещение на оставшуюся часть стежка осуществляют после разрешающего сигнала датчика позиционирования при следующем подъеме иглы.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСТРОЙСТВО ДЛЯ СОВМЕЩЕНИЯ ДЕТАЛЕЙ ПО РИСУНКУ ТКАНЕЙ В КЛЕТКУ НА ШВЕЙНОМ ОБОРУДОВАНИИ | 1991 |
|
RU2010048C1 |
| Устройство для управления швейной машиной | 1983 |
|
SU1359370A1 |
| WO 9608594 A2, 21.03.96 | |||
| ФРЕЗА ДЛЯ ДРОБЛЕНИЯ ОТХОДОВ ДРЕВЕСИНЫ | 0 |
|
SU195864A1 |
