Изобретение относится к металлургической промышленности и может быть использовано в прокатном производстве на многониточных прокатных станах для передачи изделий с рольганга на рольганг, которые расположены под углом друг к другу.
Известно устройство для передачи заготовок с одного рольганга на другой, расположенный под углом к первому, содержащее шлеппер с рядами канатов со шлепперными тележками, расположенными между рольгангами, канатоведущие барабаны, установленные с внешних сторон рольгангов, привод барабанов с трансмиссионным валом (патент RU N 2038178, B 21 B 39/18, 39/34).
Недостатками данного устройства является то, что длина заготовки ограничивается расстоянием между шлепперными тележками и возможен изгиб конца заготовки при неровном зацеплении, кроме того, оно сложно конструктивно.
Известно устройство для перемещения заготовок вдоль оси роликов рольганга, наиболее близкое по технической сущности к описываемому (Целиков А.И. , Полухин П.И. и др. Машины и агрегаты металлургических заводов. - М.: Металлургия, т. 3, 1981 г., с.304), содержащее транспортирующее устройство для перемещения проката, выполненное в виде рольганга и механизма поперечного перемещения проката, состоящий из двух манипуляторов, расположенных с внешних сторон рольганга (транспортирующего устройства). Каждый манипулятор выполнен в виде линейки, концы которой соединены тягами с зубчатыми рейками, взаимодействующими с приводными зубчатыми колесами, расположенными на ведущем валу.
Недостатками наиболее близкого аналога являются низкие технологические возможности. Оно не позволяет передавать прокат с одного рольганга (транспортирующего устройства) на другой, расположенный под углом к первому рольгангу.
Задачей предлагаемого изобретения является устранение указанного недостатка, а именно расширение технологических возможностей путем передачи проката с одного рольганга на другой, расположенный под углом к первому, без конструктивного усложнения устройства.
Поставленная задача достигается тем, что известное устройство для перемещения проката, состоящее из транспортирующего устройства и механизма поперечного перемещения проката, содержащее расположенные с внешних сторон транспортирующего устройства два манипулятора, каждый из которых состоит из линейки, концы которой соединены тягами с зубчатыми рейками, взаимодействующими с приводными зубчатыми колесами, расположенными на ведущем валу, согласно изобретению, содержит механизм передачи проката с одного рольганга (транспортирующего устройства) на другой, расположенный под углом к первому рольгангу, выполненным в виде упомянутых зубчатых колес, имеющих разный диаметр, и расположенных на разных высотах реек различной длины, при этом диаметр большего колеса
dб= dм(1+2в/Qм•tg(α/2)),
где dм - диаметр меньшего зубчатого колеса;
Qм - расстояние между осями передающих рольгангов в плоскости расположения малых зубчатых колес;
b - расстояние между большим и меньшим зубчатыми колесами;
α - угол между рольгангами.
Выполнение зубчатых колес разного диаметра при различной длине зубчатых колес позволяет осуществить от одного привода перемещение концов линейки на разные расстояния, т. е. переместить заготовку в поперечном направлении с одновременным ее поворотом и передать ее на другой рольганг, расположенный под углом к первому. Это расширяет технологические возможности устройства, не усложняя его конструкцию.
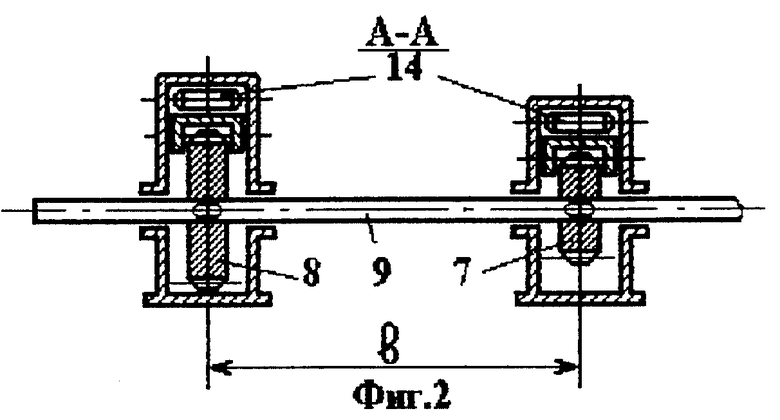
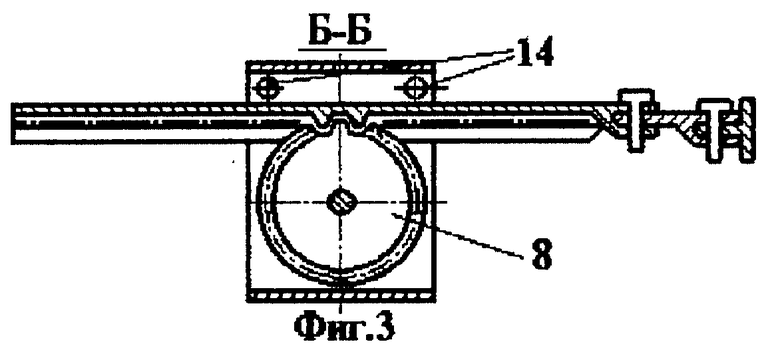
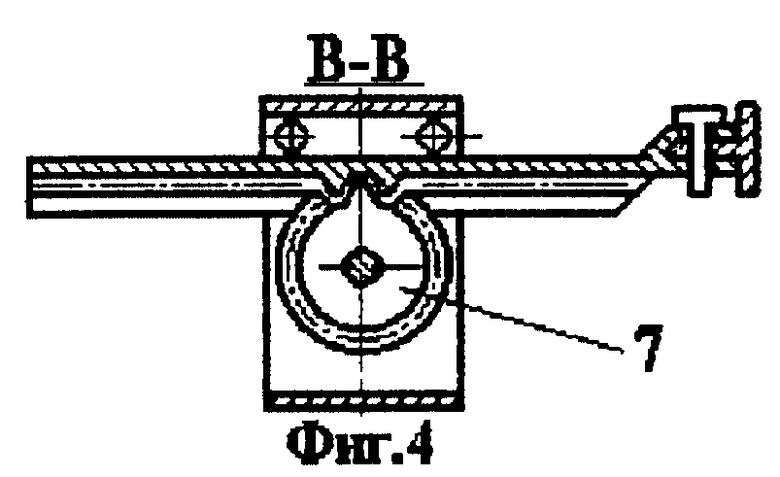
Предлагаемое устройство для перемещения проката проиллюстрировано на фиг. 1-4, где на фиг. 1 показан общий вид устройства, на фиг. 2 - сечение А-А фиг. 1, на фиг. 3 - сечение Б-Б фиг. 1, на фиг. 4 - сечение В-В фиг. 1.
Предлагаемое устройство состоит из транспортирующего устройства, выполненного в виде двух рольгангов 1, 2, расположенных под углом α друг к другу. С внешних сторон рольгангов 1, 2 (транспортирующего устройства) установлены два манипулятора, состоящие из линейки 3, тяг 4, соединенных с зубчатыми рейками 5, 6 различной длины, зубчатых колес 7, 8, размещенных на ведущем валу 9. Колесо 7 выполнено меньшего диаметра (dм), колесо 8 большего диаметра (dб). Диаметр большего зубчатого колеса
dб= dм(1+2в/Qм•tg(α/2)),
где dм - диаметр меньшего зубчатого колеса;
Qм - расстояние между осями передающих рольгангов в плоскости расположения малых зубчатых колес;
b - расстояние между большим и меньшим зубчатыми колесами;
α - угол между рольгангами.
Ведущий вал 9 соединен посредством редуктора 10 с двигателем 11. Малая рейка 5 и тяга 4 соединены с линейкой 3 шарнирными связями 12. На уровне рольгангов 1, 2 смонтирован рельсовый настил 13. Рейки 5 и 6 контактируют с поддерживающими роликами 14.
Устройство для перемещения проката работает следующим образом.
При необходимости передачи проката 15 с одного рольганга 1 на другой рольганг 2 его подают на участок передачи заготовок в зону линеек 3. Рольганг 1 останавливают, включают двигатель 11, который через редуктор 10 передает крутящий момент ведущему валу 9. Вал 9 приводит во вращение приводные зубчатые колеса 7 и 8, которые заставляют поступательно перемещаться зубчатые рейки 5 и 6. Ввиду того, что колеса 7 и 8 выполнены разного диаметра, то рейки 5 и 6, перемещаясь с различным ходом, заставляют посредством тяг 4 и шарнирной связи 12 одновременно перемещать и поворачивать прокат 15. С рольганга 1 на рольганг 2 прокат перемещается по рельсовому настилу 13. При перемещении проката рейки 5 и 6 удерживаются на заданном уровне поддерживающими роликами 14.
После передачи проката с одного рольганга на другой реверсом двигателя 1 линейка 3 возвращается в исходное положение. При необходимости передачи проката с рольганга 2 на рольганг 1 установка работает аналогичным образом посредством другого манипулятора.
Разработан технический проект предлагаемого устройства для проволочного стана 250 Челябинского металлургического комбината и опробован принцип на мелкосортном стане 250 Челябинского металлургического комбината. Использование данного принципа позволило равномерно загрузить оборудование и повысить производительность за счет сокращения простоев.
Предлагаемое устройство целесообразно использовать на станах многониточной прокатки при выдаче проката из печи и передаче на две и более линии прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2080953C1 |
| ГЛУБИННАЯ СКВАЖИННАЯ НАСОСНАЯ УСТАНОВКА | 1996 |
|
RU2114323C1 |
| ГЕНЕРАТОР ВОЛНОВОЙ ФРИКЦИОННОЙ ПЕРЕДАЧИ | 1995 |
|
RU2115853C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЗАГОТОВКИ С ОДНОГО РОЛЬГАНГА НА ДРУГОЙ, РАСПОЛОЖЕННЫЙ ПОД УГЛОМ К ПЕРВОМУ | 1993 |
|
RU2038178C1 |
| СПОСОБ КОМПЕНСАЦИИ ПУЛЬСАЦИЙ РАСХОДА ОБЪЕМНОГО НАСОСА И НАСОСНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2103547C1 |
| ГЛУБИННАЯ СКВАЖИННАЯ НАСОСНАЯ УСТАНОВКА | 1996 |
|
RU2118708C1 |
| МНОГОПОЗИЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ МАШИНА | 1992 |
|
RU2030274C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОКАТА | 2004 |
|
RU2282511C2 |
| ИМПУЛЬСНЫЙ ВАРИАТОР | 1995 |
|
RU2087781C1 |
Использование: прокатное производство, преимущественно многониточная прокатка. Задача: расширение технологических возможностей путем передачи проката с одного рольганга на другой, расположенный под углом к первому. Сущность изобретения: устройство содержит два манипулятора, расположенных с внешних сторон транспортного устройства, выполненного в виде двух рольгангов. Манипуляторы состоят из линеек, тяг, зубчатых реек и зубчатых колес различного диаметра. Диаметр большего зубчатого колеса
dб= dм(1+2в/Qм•tg(α/2)),
где dm - диаметр меньшего зубчатого колеса;
Qm- расстояние между осями передающих рольгангов в плоскости расположения малых зубчатых колес;
в - расстояние между большим и меньшим зубчатыми колесами;
α - угол между рольгангами.
При вращении колес линейка перемещается поступательно и одновременно поворачивается на шарнирной связи, в результате чего происходит передача проката. Положительный эффект: возможность механизированной передачи с одного рольганга на другой, повышение производительности за счет уменьшения простоев. 4 ил.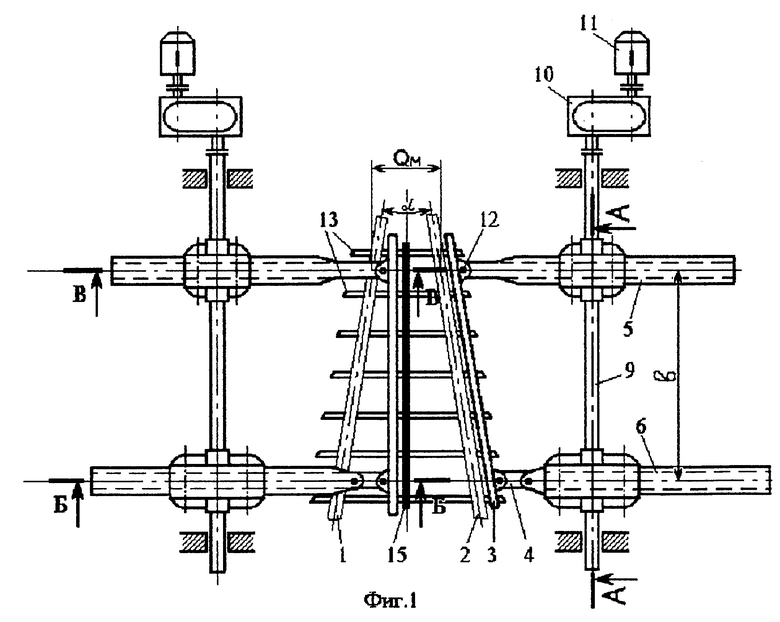
Устройство для перемещения проката, состоящее из транспортирующего устройства и механизма поперечного перемещения проката, содержащего расположенные с внешних сторон транспортирующего устройства два манипулятора, каждый из которых состоит из линейки, концы которой соединены тягами с зубчатыми рейками, взаимодействующими с приводными зубчатыми колесами, расположенными на ведущем валу, отличающееся тем, что оно снабжено механизмом передачи проката с одного рольганга транспортирующего устройства на другой, расположенный под углом к первому рольгангу, выполненным в виде упомянутых зубчатых колес, имеющих разный диаметр, и расположенных на разных высотах реек различной длины, при этом диаметр большего колеса
dб= dм(1+2в/Qм•tg(α/2)),
где dм - диаметр меньшего зубчатого колеса;
Qм - расстояние между осями передающих рольгангов в плоскости расположения малых зубчатых колес;
в - расстояние между большим и меньшим зубчатыми колесами;
α - угол между рольгангами.
