Группа изобретений относится к черной металлургии, в частности к способу производства трубы и способу производства листа при непрерывной разливке металлов.
Известен способ непрерывной отливки изделий с применением вибрации отдельных элементов кристаллизатора, направленный на улучшение качества отливок (US N 2775008, 1950, НКИ 164260).
Известен способ непрерывного литья полых заготовок, включающий подачу жидкого металла через неподвижную литниковую систему в водоохлаждаемый кристаллизатор с циклическим вытягиванием заготовок (SU N 725787, 1980, B 22 D 11/00).
Однако из-за медленного формообразования производительность этих способов низкая.
Наиболее близкими по технической сущности и достигаемому техническому результату являются способы непрерывной отливки трубы и листа, включающие подачу жидкого металла через неподвижную литниковую систему в полость кольцеобразного кристаллизатора, по крайней мере внутреннюю стенку которого охлаждают путем подачи воды, вращение расплава, охлаждение расплава и его кристаллизацию, непрерывное вытягивание заготовки и ее разрезание (SU N 206808, 27.10.77, B 22 D 11/126).
Недостатком данных способов также является низкая производительность.
Желаемым техническим результатом заявленного изобретения является повышение производительности путем уменьшения времени формообразования.
Желаемый технический результат достигается тем, что внутреннюю стенку кристаллизатора выполняют в ее средней части в виде упругого полого тонкостенного цилиндра, накрытого колпаком и соединенного в его нижней части с гидропульсатором, при этом во время кристаллизации расплава и охлаждения заготовки осуществляют вибрацию упругого полого тонкостенного цилиндра в радиальном направлении путем импульсной подачи воды в его полость от гидропульсатора, а вращение расплава выполняют при помощи электромагнитного устройства, при этом трубу непрерывно вытягивают вверх и разрезают на мерные части или разрезают по образующей, распрямляют в лист и прокатывают.
Способы по изобретениям позволяют отливать как трубу, так и лист.
Сущность изобретения заключается в следующем: жидкий металл подают через неподвижную литниковую систему в полость кольцеобразного кристаллизатора, по крайней мере внутреннюю стенку которого охлаждают путем подачи воды, вращают расплав при помощи электромагнитного устройства, охлаждают металл, в результате чего он кристаллизуется, непрерывно вытягивают трубу вверх, далее или режут на мерные части, или режут по образующей, распрямляют в лист и прокатывают. При этом внутреннюю стенку кристаллизатора выполняют в ее средней части в виде упругого полого тонкостенного цилиндра, накрытого колпаком и соединенного в его нижней части и гидропульсатором, при этом во время кристаллизации расплава и охлаждения заготовки осуществляют вибрацию упругого тонкостенного цилиндра в радиальном направлении путем импульсной подачи воды в его полость от гидропульсатора.
Вибрация упругого тонкостенного цилиндра позволяет повысить скорость кристаллизации, снизить трение контактирующих поверхностей и улучшить качество отливки, вследствие получения более мелкозернистой структуры и устранения дефектов в виде трещин.
Пример 1. Из разливочного устройства 1 (см. фиг. 1), имеющего стопор 2, расплавленный металл поступает в питающую емкость 3 с вакуумным насосом 4 для удаления растворенных в металле газов, из которой в случае опасности аварий металл можно слить в запасную емкость 5.
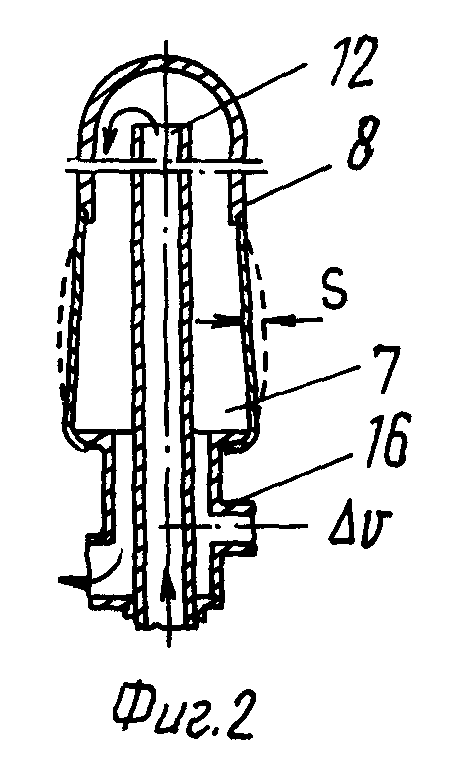
Далее металл поступает в кольцевую полость 6, образованную цилиндрическим упругим полым тонкостенным цилиндром 7, накрытым колпаком 8 (см. фиг. 2), и внешней стенкой 9 кристаллизатора.
Вытягивают остывший слой металла в виде трубы 10 при помощи механического или электромагнитного устройства 11, способное, кроме того, вращать расплав относительно вытягиваемой трубы. Вибрация внутренней части кристаллизатора (см. фиг. 2) облегчает формообразование, ускоряет процесс кристаллизации. Вибрация осуществляется при помощи импульсной подачи воды в трубку 12, от гидропульсатора 13 и напорного насоса 14, подающего охлаждаемую холодильником 15 воду, при этом заготовка оттесняется от кристаллизатора, обеспечивая необходимый зазор. Вода отсасывается через основание 16 внутренней части кристаллизатора с помощью насоса 17.
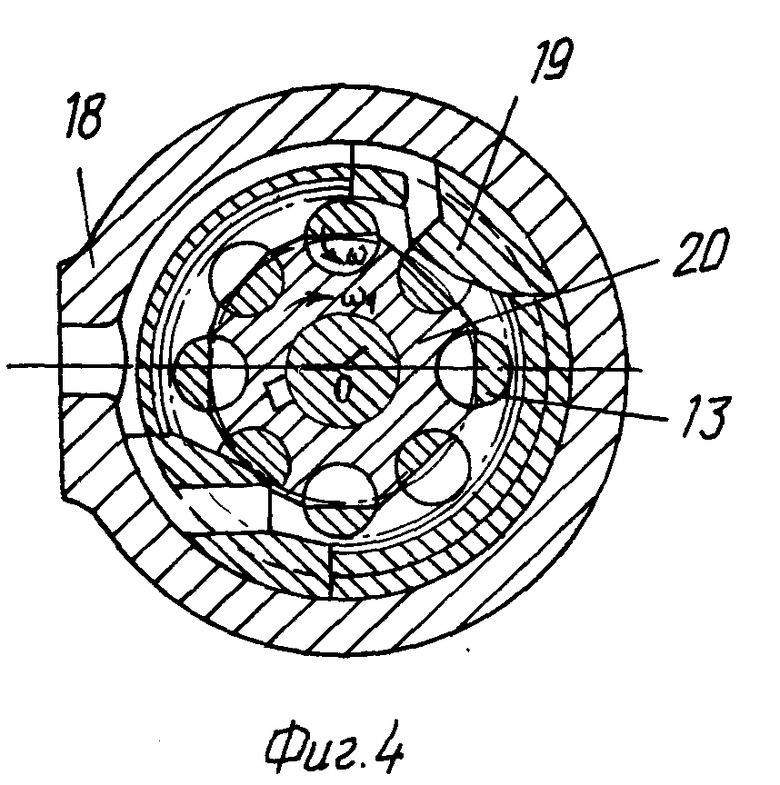
Гидропульсатор 13 (см. фиг. 4) выполнен из корпуса 18 с выступами 19 и ротора с планетарными замыкателями 20. Корпус 18 гидропульсатора своим отверстием присоединен к фланцу основания кристаллизатора.
Частота вращения гидропульсатора порядка 100 - 400 Гц.
Вибрацию осуществляют с амплитудой 0,1 - 0,5 мм.
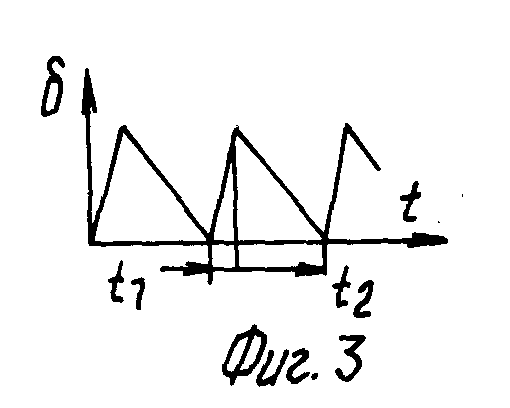
Вращение вала гидропульсатора 300 об/мин. На фиг. 3 изображен график вибрации.
Далее заготовка режется на мерные части.
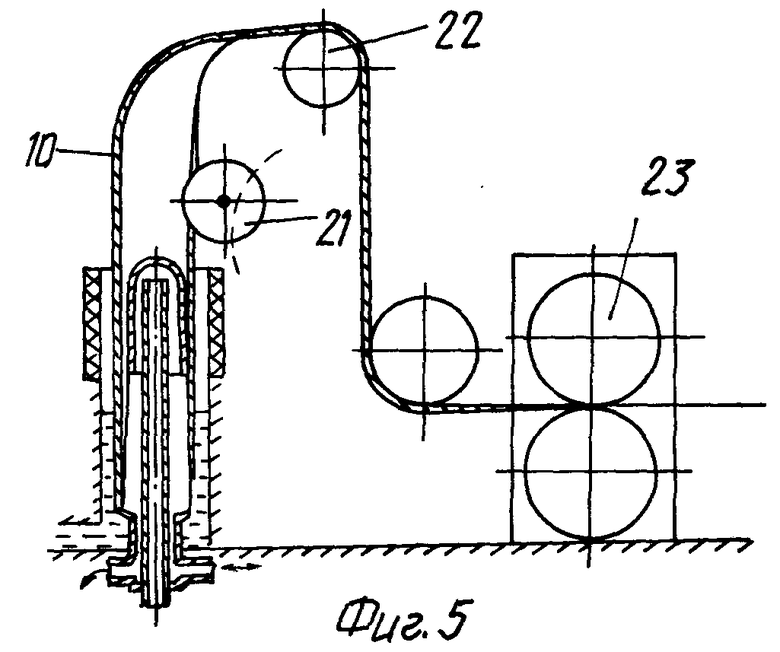
Пример 2. Способ производства листа в целом совпадает со способом производства трубы, описанным в примере 1, однако (см. фиг. 5) труба при помощи режущего диска 21 разрезается по образующей, затем распрямляется в лист и при помощи направляющих роликов 22 направляется в планетарный стан 23.
При производстве трубы и листа возможно использование нейтрального газа для обдува.
Использование этих способов позволяет увеличить производительность процесса, а простота и дешевизна оборудования позволяет снизить стоимость готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОБИВНОЙ ПРЕСС | 1998 |
|
RU2137596C1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| ПРЕСС ГИДРОИМПУЛЬСНОГО ШАГОВОГО ДЕЙСТВИЯ | 1996 |
|
RU2093296C1 |
| СПОСОБ КОМБИНИРОВАННОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ И ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093295C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ И РАЗДЕЛЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175604C2 |
| ГИДРОПУЛЬСАЦИОННЫЙ МЕМБРАННЫЙ НАСОС | 1998 |
|
RU2136962C1 |
| СПОСОБ РАЗРУШЕНИЯ ЛЕДОВОГО ПОКРОВА РЕК И МОРЕЙ И ЛЕДОКОЛЬНАЯ ПРИСТАВКА СУДНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137669C1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| КОНТАКТНЫЙ ЭЛЕКТРОПРОВОДНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130659C1 |
Группа изобретений относится к черной металлургии, в частности к способу производства трубы и способу производства листа при непрерывной отливке стали. В описанных способах жидкий металл подают через неподвижную литниковую систему в полость кольцеобразного кристаллизатора. Внутренняя стенка кристаллизатора охлаждается водой. Кроме того, внутреннюю стенку кристаллизатора выполняют в ее средней части в виде упругого полого тонкостенного цилиндра, накрытого колпаком и соединенного в нижней части с гидропульсатором. Во время кристаллизации расплава и охлаждения заготовки осуществляют вибрацию упругого полого тонкостенного цилиндра в радиальном направлении путем импульсной подачи воды в его полость. Вращают расплав при помощи электромагнитного устройства. Трубу непрерывно вытягивают вверх. Затем либо режут на мерные части, либо режут по образующей, распрямляют в лист и прокатывают. Изобретение позволяет повысить скорость кристаллизации, улучшить качество отливки. 2 с. и 1 з.п.ф-лы, 5 ил.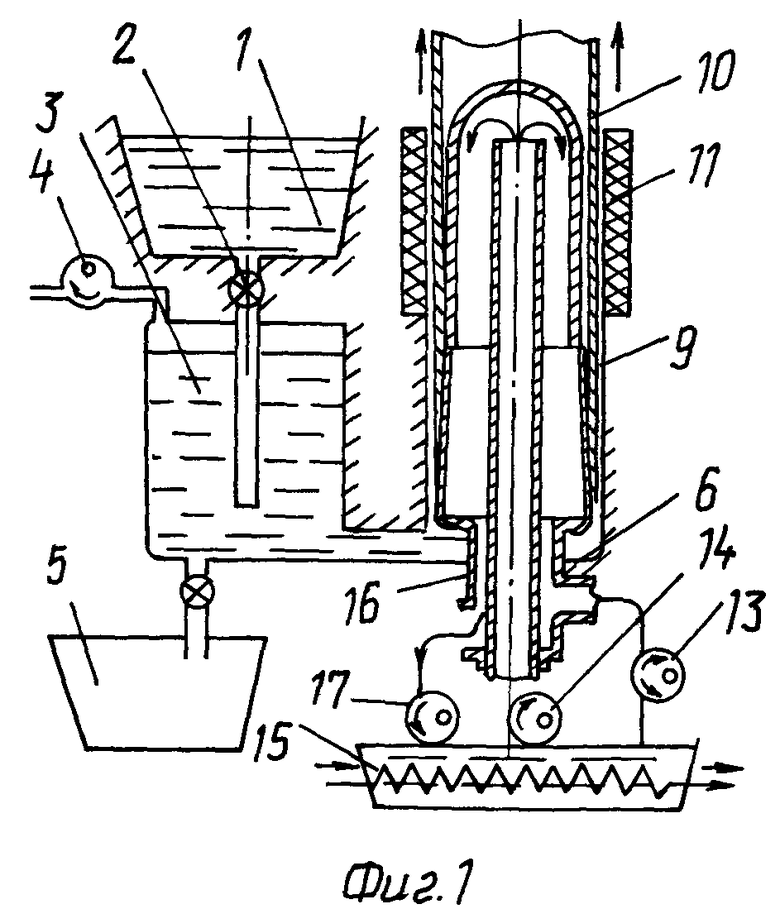
| Способ непрерывной разливки металла | 1966 |
|
SU206808A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ЧЕЛОВЕКА | 2000 |
|
RU2160132C1 |
| RU 2000877 C1, 15.10.93 | |||
| US 5052469 A, 01.10.91 | |||
| Широкодиапазонный универсальный прибор постоянного тока | 1962 |
|
SU151723A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| US 4146079 A, 27.07.79. | |||
